
航空超高强度钢零件磨损、腐蚀、开裂,该怎么修复?
2022-05-30 15:20:53
作者:晁耀杰 来源:金属加工
分享至:


1 序言
30CrMnSiNi2A是航空制造业中应用最普遍的一种低合金超高强度钢,其具备比强度高、硬度高、耐磨性好、疲劳扩展速率低及抗疲劳性好等优点,在飞机制造中常被用来作为起落架活塞杆、高强度联接螺栓、平尾大轴等关键承力结构件的主体材料[1,2] 。在飞机服役过程中,由于承受交变载荷和各种腐蚀环境影响,所以30CrMnSiNi2A钢航空零件难免会产生磨损、腐蚀、掉块和开裂等缺陷,而TIG焊是最常见的修复工艺,也是一种降低成本且能保证零件结构完整性的重要手段。
TIG焊(Tungten Innert Gas)又称钨极氩弧焊或GTA焊(Gas Tungten Arc),是所有焊接方法中应用面最广且能够实现高品质焊接的一种方法[3] 。TIG焊修复工艺作为一种集化学冶金、不平衡传热和应力变形于一体的物理化学过程[4] ,其修复接头的性能对零件的服役可靠性有着重要影响。目前,国内外针对30CrMnSiNi2A钢TIG焊修复接头性能方面的研究比较少,因此开展该超高强度钢TIG焊修复性能研究对同材质航空零件TIG焊修复的可靠性评估具有十分重要的理论和实际意义。
本文针对30CrMnSiNi2A钢TIG焊修复接头的金相组织、拉伸性能、显微硬度分布和冲击韧度进行了测试分析,并通过扫描电镜观察了拉伸断口和冲击断口的形貌特征。
2 试验材料与试验方法
2.1 试验材料
试验材料采用的是航空用30CrMnSiNi2A钢,供货热处理状态为900℃淬火+290℃回火3h+空冷,其化学成分见表1。试验材料的尺寸为200mm×100mm×11mm,为模拟此类航空零件的TIG焊修复工艺,将试验材料的焊接坡口加工成如图1所示尺寸。为最大程度地减少焊接缺陷的产生,首先对焊接坡口及附近区域进行喷砂处理并采用蘸有丙酮的干净棉布擦拭干净,然后采用 φ3mm的H18CrMoA焊丝对坡口进行TIG焊修复,保证坡口完全被填充,在TIG焊修复前后均需要将试验材料放置在热处理炉中加热至(260±5)℃保温2~3h,最后随炉冷却至室温。
表1 30CrMnSiNi2A钢化学成分(质量分数)(%)

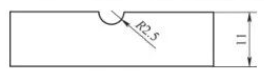
图1 TIG焊修复坡口尺寸
2.2 试验方法
为了研究TIG焊修复对30CrMnSiNi2A钢微观组织的影响,按照GB/T 13298—2015《金属显微组织检验方法》制作金相试样,并采用VHX-1000E光学显微镜观察TIG焊修复接头焊缝区和热影响区等各微区的金相组织形貌。为了测试分析TIG焊修复对30CrMnSiNi2A钢静强度与塑性的影响,依据GB/T 228.1—2010《金属材料拉伸试验 第1部分:室温试验方法》加工出标准拉伸试样,并采用UH-FI万能试验机进行静拉伸试验。
按照GB/T 4340.1—2009《金属材料维氏硬度试验 第1部分:试验方法》加工出硬度检测试样(见图2),并采用AMH43全自动显微硬度仪进行测试,加载载荷5N,保持时间10s。
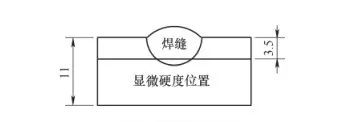
图2 硬度取点位置
为考察TIG焊修复接头的冲击韧度,按照GB/T229—2020《金属材料夏比摆锤冲击试验方法》加工出冲击试样(见图3),并在Instron9350型落锤仪器化冲击试验机上开展常温冲击试验。
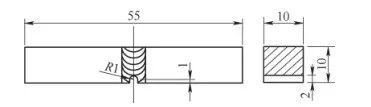
图3 冲击试样尺寸
为了分析拉伸断口和冲击断口的微观形貌特征,采用Quanta200FEG场发射环境扫描电子显微镜进行微观形貌观察。
3 试验结果与分析
3.1 金相观察试验
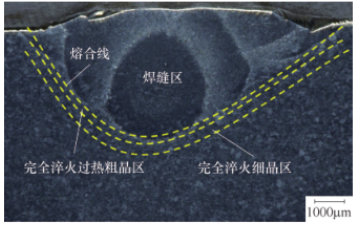
30CrMnSiNi2A钢TIG焊修复接头的形貌如图4所示,接头由焊缝区、熔合线、热影响区和母材区组成。接头微观组织如图5所示。焊缝中心主要为粗大等轴晶,靠近熔合线的焊缝区主要由柱状晶构成。这是因为熔融的填充金属首先从熔合线开始凝固,由于冷却速度较快,过冷度较大,容易生成柱状晶,焊缝中心凝固速度变慢且过冷度减小,更容易生成等轴晶。焊缝金属在冷却过程中经历了固态相变,首先形成奥氏体和铁素体组织,随着温度进一步下降,转化为板条马氏体和少量残留奥氏体[5] 。
a)宏观形貌
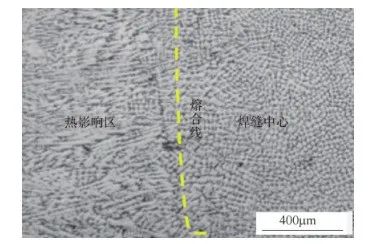
b)微观形貌
图4 TIG焊修复接头形貌
从图4可以看出,靠近熔合线的热影响区依次为完全淬火过热粗晶区和完全淬火细晶区,完全淬火过热粗晶区的放大形貌如图5b所示,完全淬火细晶区的放大形貌如图5c所示。由于完全淬火过热粗晶区靠近熔合线,所以在TIG焊热量的作用下发生过热,奥氏体晶粒变粗大,而完全淬火细晶区最高温度相对较低,奥氏体晶粒未变粗大,随着焊缝的快速冷却,热影响区的奥氏体转变为马氏体和少量贝氏体。由于冷却过程中晶粒尺寸未发生变化,因此完全淬火过热粗晶区组织主要由粗大的板条马氏体和少量贝氏体组成,而完全淬火细晶区组织主要由细小均匀的针状马氏体和少量贝氏体组成[6,7] 。
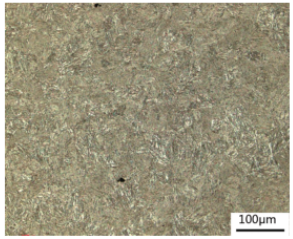
a)焊缝区
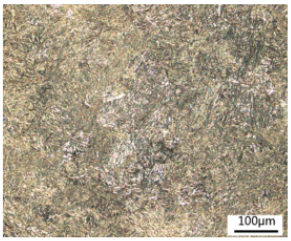
b)完全淬火过热粗晶区
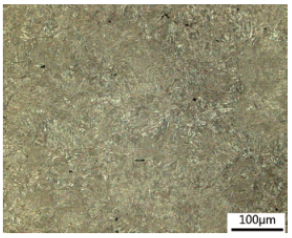
c)完全淬火细晶区
图5 接头微观组织
3.2 拉伸试验
按照GB/T 228.1—2010《金属材料室温拉伸试验方法》对30CrMnSiNi2A钢的母材和TIG焊修复接头进行常温拉伸性能测试,结果见表2。30CrMnSiNi2A作为一种超高强度钢,具备优良的力学性能,但经过TIG焊修复后接头的各项力学性能变化较大:母材的抗拉强度为1680.50MPa,TIG焊修复接头的抗拉强度平均值为1705.85MPa,比母材高1.5%,数值上与母材相当;TIG焊修复接头的伸长率平均值为5.48%,比母材下降39.11%;TIG焊修复接头的断面收缩率平均值为24.55%,比母材下降45.44%。由此可知,TIG焊修复接头的强度与母材相当,塑性指标下降较严重。这是因为TIG焊修复接头的焊缝组织主要由塑性较差的板条马氏体构成,而母材组织主要由细小均匀的针状马氏体和贝氏体构成,母材塑性要强于焊缝。同时TIG焊修复接头均断于热影响区,这是因为热影响区相比正常的母材区和焊缝区,其强度最低。
表2 静拉伸性能测试结果

3.3 显微硬度试验
按照GB/T 4340.1—2009《金属材料维氏硬度试验 第1部分:试验方法》开展显微硬度测试,TIG焊修复接头的显微硬度分布曲线如图6所示。从图6可看出,该接头的硬度分布趋势大体是焊缝处最高,为592HV;热影响区最低,为458HV;远离熔合区的母材硬度平均值为562HV。这是因为在TIG焊修复过程中,焊缝区冷却速度较快,生成了硬度较大的板条马氏体和少量残留奥氏体组织,靠近熔合线的热影响区在焊接热的作用下形成了完全淬火粗晶区,硬度值最低;完全淬火细晶区和母材区均由晶粒细小的马氏体组织和少量贝氏体组织构成,硬度值较高。
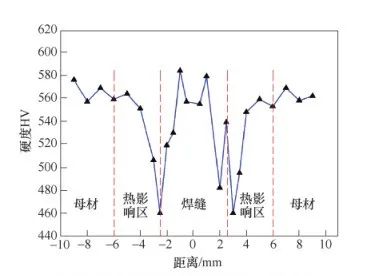
图6 TIG焊修复接头的显微硬度分布曲线
3.4 冲击试验结果与分析
按照GB/T 229—2020《金属材料夏比摆锤冲击试验方法》对30CrMnSiNi2A钢TIG焊修复接头与母材开展常温冲击试验,TIG焊修复接头冲击曲线如图7所示,冲击性能测试结果见表3。
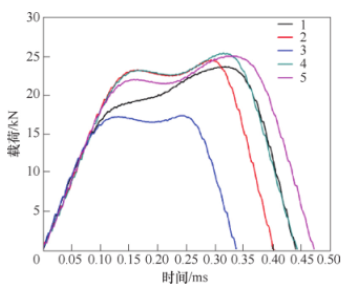
a)冲击载荷-时间曲线
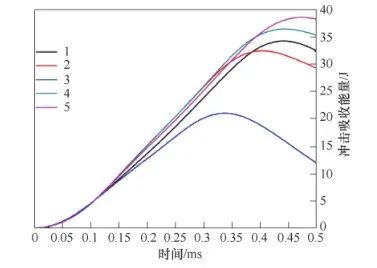
b)冲击吸收能量曲线
图7 TIG焊修复接头冲击曲线
表3 冲击性能测试结果

冲击试验结果表明,TIG焊修复接头的平均冲击韧度值为44.32J/cm2,母材冲击韧度值为85J/cm2,经TIG焊修复后接头的冲击韧度降低了47.86%。由此可知,TIG焊修复接头的耐冲击性能相比母材下降严重。这是因为焊缝金属为铸态组织,且组织主要由板条马氏体和残留奥氏体构成,相比母材的轧制态组织,脆性增大,耐冲击性能下降。
3.5 断口形貌观察试验
通过上述拉伸试验发现,TIG焊接头的拉伸试样均断裂在熔合线附近的热影响区,根据金相观察和显微硬度测试结果,可以判断出断裂位置为完全淬火过热粗晶区。该断口的宏观形貌如图8a所示,扫描电镜观察的高倍微观形貌如图8b所示。通过相关文献[8-10] 可知,超高强度钢材料的冲击断口会存在三个典型区域:放射区、纤维区和剪切唇,如图9所示。本文采用扫描电镜对TIG焊修复接头冲击断口的底部剪切唇区域进行了观察,其高倍微观形貌如图10所示。
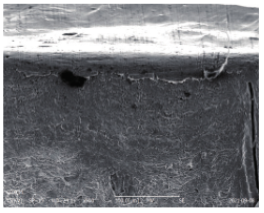
a)宏观形貌
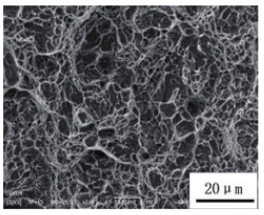
b)微观形貌
图8 TIG焊修复接头拉伸断口形貌
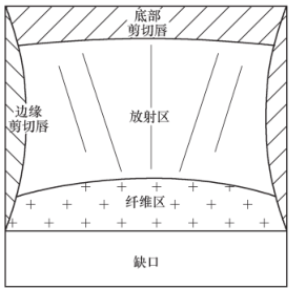
图9 冲击断口形貌示意
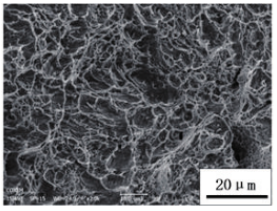
图10 TIG焊修复接头冲击断口底部剪切唇高倍微观形貌
通过图8b和图10均可观察到明显韧窝和撕裂棱,图8b显示的等轴韧窝及图10显示的拉长韧窝和等轴韧窝在冲击断口中均占据一定比例。通过以上断口的微观观察,可以判断出TIG焊修复接头的拉伸断口和冲击断口均呈现塑性断裂特征。
4 结束语
1)30CrMnSiNi2A钢TIG焊修复接头焊缝中心为粗大等轴晶,靠近熔合线的焊缝主要为柱状晶,靠近熔合线的热影响区依次为完全淬火过热粗晶区和完全淬火细晶区,前者主要由粗大的板条马氏体和少量贝氏体组成,后者主要由细小均匀的针状马氏体和少量贝氏体组成,该补焊修复接头组织可通过低温回火处理得到改善,进而满足产品性能要求。
2)TIG焊修复接头的抗拉强度与母材相当,伸长率下降39.11%,断面收缩率下降45.44%;修复接头焊缝硬度最高为592HV,热影响区最低为458HV,远离熔合区的母材硬度平均值为562HV;修复接头冲击韧度为44.32J/cm2,母材冲击韧度为85J/cm2 ,TIG焊修复接头的耐冲击性能下降严重,表明该TIG焊修复部位更容易在冲击载荷下产生开裂缺陷。因此,可通过增大焊缝余高来保障使用的可靠性。
3)扫描电镜观察结果表明,TIG焊修复接头的拉伸断口和冲击断口均存在大量韧窝和撕裂棱,呈现塑性断裂特征。
参考文献:
[1] 晁耀杰,李宏佳,高子强,等。三次补焊对超高强钢接头组织及性能的影响[J].焊接技术,2017,46(6):5.
[2] 庞小通,姚成武,龚群甫,等。多层激光熔覆对30CrMnSiNi2A高强钢组织与性能的影响[J].中国激光,2021,48(6):11.
[3] 杨春利,林三宝。电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2003.
[4] 杨军,刘华学,段志华。6mm厚6082-T6分流模挤压成形铝合金型材焊合线疲劳性能研究[J].金属加工(热加工),2021(9):86-88.
[5] 白丽锋,刘其斌。超高强钢30CrMnSiNi2A钢的激光焊接组织和性能[J].中国激光,2009,36(8):2082-2085.
[6] 张莉,张玉凤,霍立兴,等。30CrMnSiNi2A钢焊接接头热处理后的组织和性能[J].焊接学报,2003,23(1):73-75.
[7] 雷华东,黄文荣,郭鹏,等。调质状态下30CrMnSiA钢的激光焊接接头性能与组织[J].应用激光,2003,23(6):322-326.
[8] 钟群鹏,赵子华。断口学[M].北京:高等教育出版社,2006.
[9] 崔约贤,王长利。金属断口分析[M]. 哈尔滨:哈尔滨工业大学出版社,1998.
[10] 王立民,彭梦都,雷玖芳。45CrMoV钢冲击断口形貌[J].塑性工程学报,2015,22(1):4.
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8148

腐蚀与“海上丝绸之路”
点击数:6486