



Y25Cr13Ni2 不锈钢属于高硫马氏体易切削不锈钢(对应国标牌号,类似AISI 416FSe或SAF 2507的易切削改型),其成分设计(高Cr、添加Ni、S 等)赋予了材料良好的综合性能,特别适用于复杂结构件的精密加工。低倍组织检验是评价钢锭或连铸坯内部质量的重要手段。所谓“黑斑”,是指在热酸蚀低倍试样上呈现的、与基体存在明显色差的不规则斑点或斑块区域。该缺陷的存在,直观反映了材料内部存在显著的组织与成分不均匀性。此类缺陷不仅影响产品的外观,更重要的是,它是材料内部微观偏析、非金属夹杂物富集或异常相析出的宏观体现。这些微观不均匀性会成为应力集中源,显著降低材料的疲劳强度、冲击韧性、耐蚀性以及后续热处理和机加工的均匀性,甚至导致产品在使用过程中早期失效。因此,深入剖析Y25Cr13Ni2钢低倍黑斑的形成机理,并据此制定有效的预防与控制措施,对提高产品成材率、保障服役可靠性具有重大工程价值。
1 试验
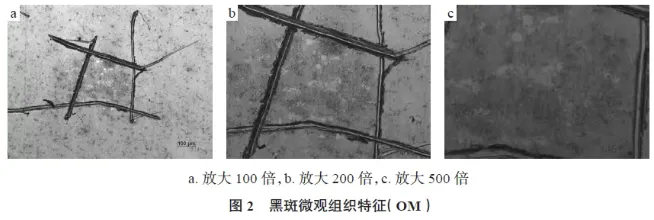
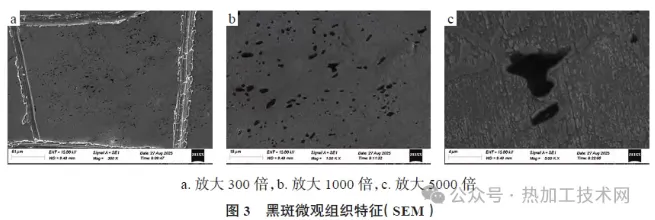
1.1 试验材料 实验材料取自某钢厂存在明显低倍黑斑缺陷的Y25Cr13Ni2不锈钢电渣钢锭(规格:φ480mm)及其后续轧制棒材(Φ42mm)。其主要化学成分(质量分数,%)见表1。 1.2 实验方法 (1)低倍检验:按GB/T 226 标准制备横截面低倍试样,采用50%盐酸水溶液经加热至75℃后将低倍试片浸泡7min 进行热酸腐蚀,观察并记录黑斑的宏观分布特征。 (2)金相分析:在黑斑区及正常区分别取样,经打磨、抛光后,使用蔡司光学显微镜(OM)放大100 倍、200 倍、500 倍后观察微观组织,采用工具刀对黑斑区域进行圈定,便于钨灯丝扫描电镜下的确定位置。 (3)扫描电镜(SEM)与能谱分析(EDS):利用钨灯丝扫描电镜观察黑斑区域的微观形貌,并通过能谱扫描EDS进行微区成分分析,确定元素分布特征。
2 黑斑缺陷特征及形成原因分析
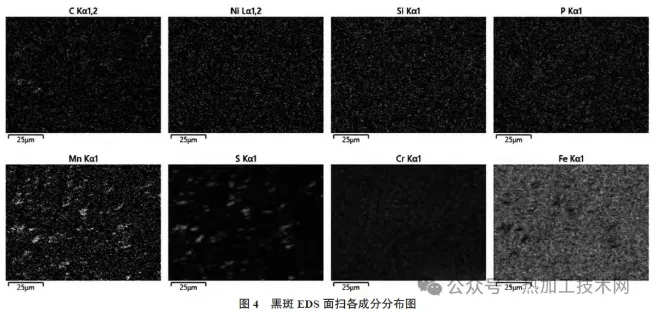
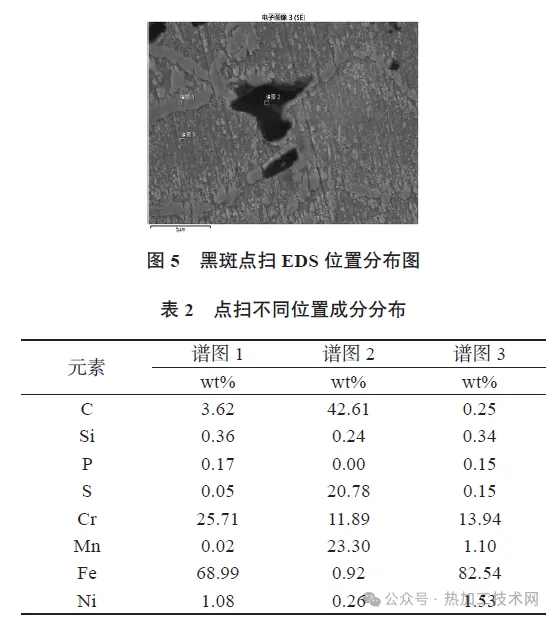
2.1 宏观与微观特征 (1)宏观:黑斑多集中分布于铸坯或棒材的1/2 半径部区域,呈不规则斑点状,尺寸从几mm 到十几mm不等,边界相对模糊,低倍检验黑斑宏观形貌见图1。 (2)微观:正常区域为典型的回火马氏体+ 均匀分布的细小碳化物+少量硫化物。采用蔡司光学显微镜分别进行100倍、200倍和500倍放大,其形貌如图2所示,黑斑区域基体组织虽然也以马氏体为主,但可见明显高于正常区域的δ铁素体。在钨灯丝扫描电镜下观察黑斑由多个黑色夹杂物组成,具体形貌如图3所示。 为明确黑斑区域成分组成,对试样放大1000倍后进行EDS面扫,面扫成分结果如下图4所示,能谱扫面亮度越大代表成分在此处含量越高,表明黑斑位置处为Mn元素和S元素富集,且C元素也存在富集现象。 对黑斑区域进行放大5000倍后采用牛津能谱进行局部区域点扫,点扫位置分布图如图5所示。位置1处Cr含量和C含量相对较高,且沿晶界析出,说明该处为析出的碳化物。位置2为黑斑处,该位置主要成分为Mn、S和C,说明黑斑为碳化物和MnS夹杂物聚集,在钢表面表现为黑色不规则斑块。位置3处成分与该钢种成分基本一致,说明位置3处为基体。各点扫位置的具体成分数据如表2所示。 2.2 黑斑形成机理分析 基于上述特征,Y25Cr13Ni2钢低倍黑斑的本质是由Cr、Mn、C、S等元素在凝固末期及后续冷却过程中发生严重微观偏析,导致局部区域δ铁素体大量残留和富Cr碳化物异常析出所形成的成分-组织不均匀区。其形成过程可分解为以下关键环节: (1)凝固末期的溶质偏析:在钢液凝固过程中,尤其是枝晶间最后凝固的液相,C、S、P、Mn 等易偏析元素会在固/ 液界面前沿富集。这种强烈的微观偏析是黑斑形成的物质基础。 (2)富Cr碳化物的异常析出:一方面,残留的δ铁素体本身是碳溶解度极低的相,为碳化物的析出提供了有利场所。另一方面,偏析导致局部区域Cr、C、浓度远高于平均成分。在后续的冷却过程以及热处理过程中,过饱和的C会与高浓度的Cr结合,优先且大量地在δ铁素体内部、δ/γ相界、原奥氏体晶界等位置析出粗大的碳化物。 (3)热加工过程的影响:铸坯质量遗传:连铸坯中已存在的严重中心偏析和潜在的疏松缩孔是黑斑的源头。如果铸态偏析未在后续热加工(如轧制、锻造)中得到充分改善,缺陷将被遗传甚至扩展。 (4)热加工参数不当: 加热温度过高或保温时间过长,会加剧碳化物的溶解和奥氏体晶粒长大;在随后的冷却中,反而可能促进更严重的偏析元素重新分配和粗大相的析出。变形量不足或温度不均,无法有效破碎枝晶和打散偏析带,难以使成分均匀化。终轧温度过低,会抑制动态再结晶,不利于偏析元素的扩散均匀化,并可能导致形变组织残留和内部应力增加。 综上所述,Y25Cr13Ni2钢低倍黑斑的形成是一个链式反应过程:冶炼与凝固过程控制不当 → 形成严重的微观偏析 → 在非平衡冷却下形成δ铁素体残留 →在后续冷却/ 热处理中析出粗大富Cr碳化物 → 在热加工中遗传或恶化→在低倍酸蚀时因组织/成分/腐蚀敏感性差异而显现为深暗色斑块。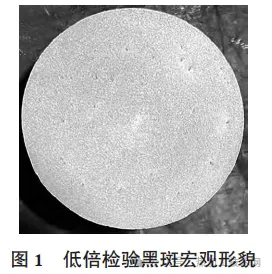
3 黑斑缺陷的控制措施
根据成因分析,控制核心在于最大限度减少凝固偏析、抑制δ 铁素体形成、促进成分均匀化、优化热加工工艺。具体措施如下: 3.1 优化冶炼与精炼工艺 (1)强化原材料控制:严格控制废钢质量,减少带入高熔点、易偏析元素及夹杂物。 (2)提高钢液纯净度:AOD/VOD精炼是关键。保证足够高的真空度和精炼时间。加强脱硫,硫和锰目标控制在中下限。 3.2 精准控制凝固过程 (1)低过热度浇注:严格控制中间包钢水过热度(保证过热度≤30℃),减小凝固前沿温度梯度,抑制枝晶粗化和溶质富集程度。 (2)优化电渣重熔工艺参数,通过降低电流、电压来控制熔化速率(熔速),以降低元素的偏析倾向。减缓冷却速度有助于溶质元素扩散均匀化,并减少δ铁素体残留。确保冷却均匀性,防止内裂纹诱发偏析通道。 3.3 优化热加工工艺和轧制工艺 (1)高温均质化: 对存在较严重偏析的钢锭或铸坯,在热加工前进行高温扩散退火(或称均质化处理),利用高温加速元素扩散,实现成分均匀化,从而显著减轻枝晶偏析。 (2)合理加热制度:加热温度应保证在1100-1150℃,确保碳化物充分溶解。 (3)增大变形量与变形渗透性:保证足够的总变形量,采用大压下、多道次轧制/ 锻造,使变形深入心部,充分破碎枝晶骨架和偏析带,促进成分均匀化和组织致密化。 (4)控制终加工温度:终轧/终锻温度应高于(δ+γ)两相区(950℃),确保材料处于完全奥氏体状态完成塑性变形,有利于动态再结晶和均匀化。避免在易析出相的温度区间(700-900℃)停留过久。
4 工业应用效果验证
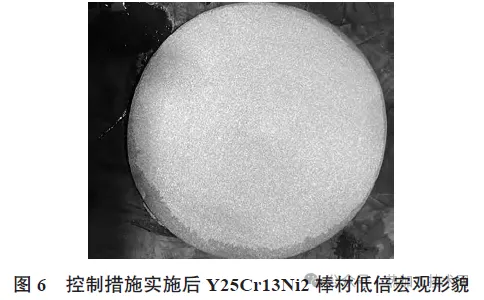
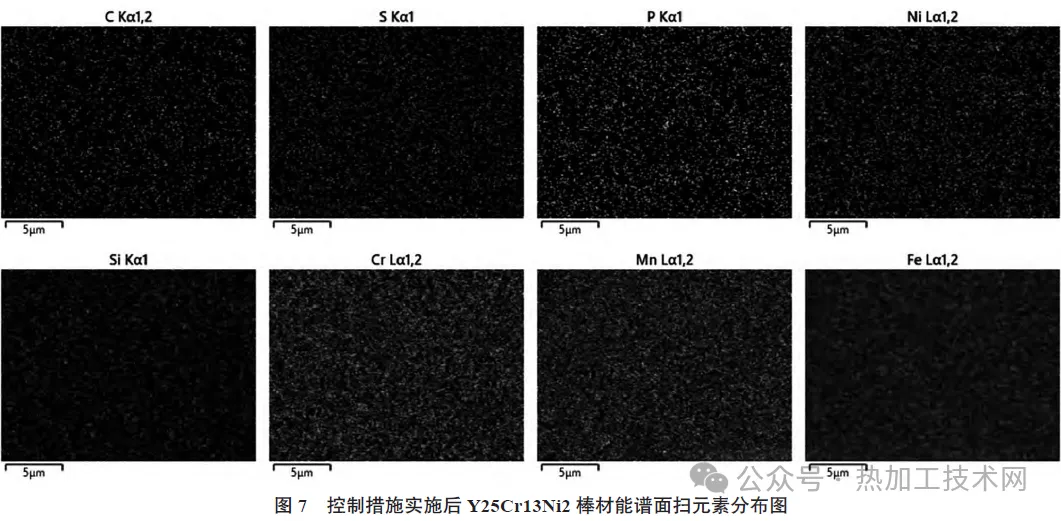
在Y25Cr13Ni2不锈钢生产中,针对频发的低倍黑斑问题,系统实施了上述控制措施: (1)精炼:强化AOD脱S,控制S含量在0.15%-0.18%,Mn 含量在0.8%-1.0%。 (2)电渣:溶速由7.5kg/min 降低至5kg/min,生产完成后先模冷后罩冷。 (3)轧制:增加高温均质化工序,轧制前加热1140℃保温40h后轧制;轧制采用大压下量,终轧温度≥980℃。 实施效果: 低倍检验统计显示,棒材低倍黑斑缺陷发生率由原来的30% 降低至1%以下,产品超声波探伤合格率大幅提升,用户反馈加工性能与零件质量稳定性明显改善。改善后的棒材低倍宏观形貌如图6所示,可见黑斑缺陷已基本消除。 从低倍试片中取1/2半径处试样进行能谱面扫,扫描结果如图7所示,通过采用上述控制措施生产的棒材成分均匀,无成分偏析问题和夹杂物聚集问题,黑斑问题得到有效解决。
5 结语
1)Y25Cr13Ni2 钢低倍黑斑的本质是由Cr、Mn、C、S等元素在凝固末期及后续冷却过程中发生严重微观偏析,导致局部区域δ 铁素体大量残留和富Cr碳化物异常析出所形成的成分- 组织不均匀区。 2) 控制黑斑缺陷的关键在于系统优化全流程工艺:强化精炼(尤其脱硫、控锰)、低过热度浇注、电渣降低溶速;采用高温均质化;轧制采用大压下量以破碎偏析带、促进均匀化。 3)工业实践表明,通过综合应用上述控制措施,可有效抑制Y25Cr13Ni2钢低倍黑斑缺陷的形成,显著提高产品内部质量的一致性和可靠性。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”