
【知识】一文看懂金属表面改性技术
2023-06-09 13:48:24
作者:材料基 来源:材料基
分享至:


01 电镀
1 电镀的定义及原理
电镀是一种利用电化学性质,在镀件表面上沉积所需形态的金属覆层的表面处理工艺。
电镀原理:在含有欲镀金属的盐类溶液中,以被镀基体金属为阴极,通过电解作用,使镀液中欲镀金属的阳离子在基体金属表面沉积,形成镀层。如图13所示。
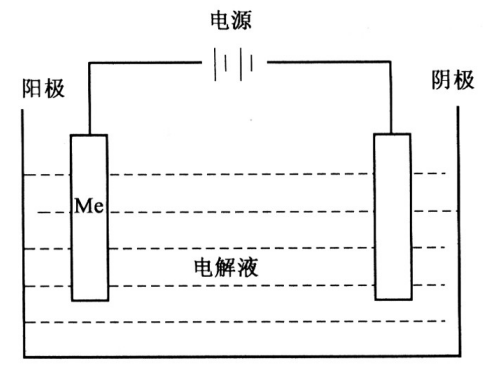
图13 电镀原理图
电镀的目的:获得不同于基体材料,且具有特殊性能的表面层,提高表面的耐腐蚀性及耐磨性。
镀层厚度一般为几微米到几十微米。
电镀的特点:电镀工艺设备较简单,操作条件易于控制,镀层材料广泛,成本较低,因而在工业中广泛应用,是材料表面处理的重要方法。
2 镀层的分类
镀层种类很多,按使用性能分类如下:
(1)防护性镀层:例如锌、锌-镍、镍、镉、锡等镀层,作为耐大气及各种腐蚀环境的防腐蚀镀层。
(2)防护-装饰性镀层:例如Cu-Ni-Cr镀层等,既有装饰性,亦有防护性。
(3)装饰性镀层:例如Au及Cu-Zn仿金镀层、黑铬、黑镍镀层等。
(4)耐磨和减磨镀层:例如硬铬镀层、松孔镀层、Ni-Sic镀层,Ni-石墨镀层、Ni-PTFE复合镀层等。
(5)电性能镀层:例如Au镀层、Ag镀层等,既有高的导电率,又可防氧化,可避免增加接触电阻。
(6)磁性能镀层:例如软磁性能镀层有Ni-Fe镀层、Fe-Co镀层;硬磁性能有Co-P镀层、Co-Ni镀层、Co-Ni-P镀层等。
(7)可焊性镀层:例如Sn-Pb镀层、Cu镀层、Sn镀层、Ag镀层等。可改善可焊性,在电子工业中应用广泛。
(8)耐热镀层:例如Ni-W镀层、Ni镀层、Cr镀层等,熔点高,耐高温。
(9)修复用镀层:一些造价较高的易磨损件,或加工超差件,采用电镀修复尺寸,可节约成本,延长使用寿命。例如可电镀Ni、Cr、Fe层进行修复。
若按镀层与基体金属之间的电化学性质可将其分为:阳极性镀层和阴极性镀层。当镀层相对于基体金属的电位为负时,镀层是阳极,称为阳极性镀层,如钢上的镀锌层;当镀层相对于基体金属的电位为正时,镀层呈阴极,称为阴极性镀层,如钢上的镀镍层、镀锡层等。
若按镀层的组合形式分,镀层可分为:单层镀层,如Zn或Cu层;多层金属镀层,例如Cu-Sn/Cr镀层、Cu/Ni/Cr镀层等;复合镀层,如Ni-Al?O?镀层、Co-SiC镀层等。
若按镀层成分分类,可分为单一金属镀层、合金镀层及复合镀层。
3 电镀溶液的基本组成
主盐沉积金属的盐类主要有:单盐,如硫酸铜、硫酸镍等;络盐,如锌酸钠、氰锌酸钠等。
配合剂与沉积金属离子形成配合物,其主要作用是改变镀液的电化学性质和控制金属离子沉积的电极过程,配合剂是镀液的重要成分,对镀层质量有很大影响。常用配合剂有氰化物、氢氧化物、焦磷酸盐、酒石酸盐、氨三乙酸、柠檬酸等。
导电盐其作用是提高镀液的导电能力,降低槽端电压提高工艺电流密度。例如镀镍液中加入Na?SO?。导电盐不参加电极反应,酸或碱类也可作为导电物质。
缓冲剂在弱酸或弱碱性镀液中,pH值是重要的工艺参量。加入缓冲剂,使镀液具有自行调节pH值能力,以便在施镀过程中保持pH值稳定。缓冲剂要有足够量才能有效控制酸碱平衡,一般加入30~40g/L,例如氯化钾镀锌溶液中的硼酸。
阳极活化剂在电镀过程中金属离子被不断消耗,多数镀液依靠可溶性阳极来补充,从而使金属的阴极析出量与阳极溶解量相等,保持镀液成分平衡。加入活性剂能维持阳极活性状态,不会发生钝化,保持正常溶解反应。例如镀镍液中必须加入Cl-,以防止镍阳极钝化。
特殊添加剂为改善镀液性能和提高镀层质量,常需加入某种特殊添加剂。其加入量较少,一般只有几克每升,但效果显著。这类添加剂种类繁多,按其作用可分为:
(1)光亮剂—可提高镀层的光亮度。
(2)晶粒细化剂—能改变镀层的结晶状况,细化晶粒,使镀层致密。例如锌酸盐镀锌液中,添加环氧氯丙烷与胺类的缩合物之类的添加剂,镀层就可从海绵状变为致密而光亮。
(3)整平剂—可改善镀液微观分散能力,使基体显微粗糙表面变平整。
(4)润湿剂—可以降低金属与溶液的界面张力,使镀层与基体更好地附着,减少针孔。
(5)应力消除剂—可降低镀层应力。
(6)镀层硬化剂—可提高镀层硬度。
(7)掩蔽剂—可消除微量杂质的影响。
4 电镀过程的基本步骤
电镀过程的基本步骤包括:液相传质、电化学还原、电结晶。
5 影响电镀质量的因素
(1)镀液:主盐溶度、配离子、附加盐;pH值;析氢;电流参数:电流密度、电流波形;添加剂;温度;搅拌;基体金属:性质、表面加工状态;前处理。
(2)电镀方式:挂镀。不能从水溶液中单独电镀的W、Mo、Ti、V等金属可与铁族元素(Fe,Co,Ni)共沉积形成合金;从而获得单一金属得不到的外观。
(3)沉积合金的条件:
①两种金属中至少有一种金属能从其盐的水溶液中沉积出来。
②共沉积的两种金属的沉积电位必须十分接近。
02 化学镀
化学镀是指在没有外电流通过的情况下,利用化学方法使溶液中的金属离子还原为金属,并沉积在基体表面,形成镀层的一种表面加工方法。
化学镀时,还原金属离子所需的电子是通过化学反应直接在溶液中产生。完成过程有以下三种方式。
1 置换沉积
利用被镀金属M?(如Fe)比沉积金属M?(如Cu)的电位更负,将沉积金属离子从溶液中置换在工件表面上,工程中称这种方式为浸镀。当金属M?完全被金属M?覆盖时,则沉积停止,所以镀层很薄。铁浸镀铜,铜浸汞,铝镀锌就是这种置换沉积。浸镀难以获得实用性镀层,常作为其他镀种的辅助工艺。
2 接触沉积
除了被镀金属M?和沉积金属M?外,还有第三种金属M?。在含有M?离子的溶液中,将M?-M?两金属连接,电子从电位高的M?流向电位低的M?,使M?还原沉积在M?上。当接触金属M?也完全被M?覆盖后,沉积停止。在没有自催化性的功能材料上进行化学镀镍时,常用接触沉积引发镍沉积起镀。
3 还原沉积
由还原剂被氧化而释放的自由电子,将金属离子还原为金属原子的过程称为还原沉积。
其反应方程式如下:
还原剂氧化
Rn+ → 2e- + R(n + 2)+
金属离子还原
M2+ + 2e- → M
工程上所讲的化学镀也主要是指这种还原沉积化学镀。
化学镀的条件是以下几个方面:
(1)镀液中还原剂的还原电位要显著低于沉积金属的电位,使金属有可能在基材上被还原而沉积出来。
(2)配好的镀液不产生自发分解,当与催化表面接触时,才发生金属沉积过程。
(3)调节溶液的pH值、温度时,可以控制金属的还原速率,从而调节镀覆速率。
(4)被还原析出的金属也具有催化活性,这样氧化还原沉积过程才能持续进行,镀层才能连续增厚。
(5)反应生成物不妨碍镀覆过程的正常进行,即溶液有足够的使用寿命。
化学镀镀覆的金属及合金种类较多,如Ni-P、Ni-B、Cu、Ag、Pd、Sn、In、Pt、Cr及多种Co基合金等,但应用最广的是化学镀镍和化学镀铜。化学镀层一般具有良好的耐蚀性、耐磨性、钎焊性及其他特殊的电学或磁学等性能,所以该种表面处理工艺能很好的完善材料的表面性能。
03 热喷涂技术、热喷焊技术
热喷涂技术、热喷焊技术都是利用热能(如氧-乙炔火焰、电弧、等离子火焰等)将具有特殊性能的涂层材料熔化后涂敷在工件上形成涂层的技术。具有可以制备比较厚的涂层(0.1~10mm)的特点,主要应用在制造复合层零件修复。
1 热喷涂技术
(1)热喷涂技术原理与特点
采用各种热源使涂层材料加热熔化或半熔化,然后用高速气体使涂层材料分散细化并高速撞击到基体表面,从而形成涂层的工艺过程,如图14所示。

图14 热喷涂的基本过程示意图
热喷涂过程主要包括:喷涂材料的熔化;喷涂材料的雾化;喷涂材料的飞行;粒子的冲击、凝固。
(2) 涂层材料
热喷涂对涂层材料有一定的要求,需满足的条件:有较宽的液相区,在喷涂温度下不易分解或挥发;热稳定性好;使用性能好;润湿性好;固态流动性好(粉末);热膨胀系数合适。涂层材料按照喷涂材料的形状可分为线材和粉末。
(3) 热喷涂涂层的结合机理
①机械结合:熔融态的粒子撞击到基材表面后铺展成扁平状的液态薄层,嵌合在起伏不平的表面,并形成机械结合。
②冶金结合:涂层与基体表面出现扩散和焊合,称为冶金结合。
③物理结合:当高速运动的熔融粒子撞击基体表面后,若界面两侧的距离在原子晶格常数范围内时,粒子之间依靠范德华力结合在一起。
(4) 涂层的形成过程
①喷涂材料被加热到熔融状态;
②喷涂材料被雾化成微小熔滴并高速撞击基体表面,撞击基体的颗粒动能越大和冲击变形越大,形成的涂层结合越好;
③熔融的高速粒子在冲击基材表面后发生变形,冷凝后形成涂层。
涂层的形成过程如图15所示。
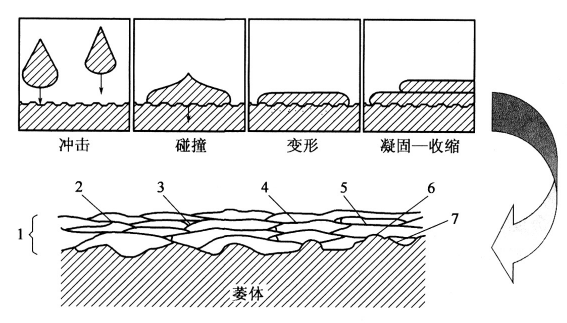
图15 涂层形成过程示意图
涂层结构是由大小不一的扁平颗粒、未熔化的球形颗粒、夹杂和孔隙组成。孔隙存在的原因:未熔化颗粒的低冲击动能;喷涂角度不同时造成的遮蔽效应;凝固收缩和应力释放效应。适当的孔隙可以储存润滑剂、提高涂层的隔热性能、减小内应力以及提高涂层的抗热震性等,但是过多的孔隙将会破坏涂层的耐腐蚀性能、增加涂层表面的粗糙度,从而降低涂层的结合强度、硬度、耐磨性,所以在涂层的制备过程中应严格控制孔隙的数量。
2 热喷焊技术
(1)热喷焊技术的原理及特点
热喷焊技术是采用热源将涂层材料在基体表面重新熔化或部分熔化,并凝结于基体表面,形成与基体具有冶金结合的表面层的一种表面冶金强化方法,也称为熔结。相比于其他表面处理工艺,热喷焊所得的组织致密,冶金缺陷很少,与基体结合强度高,但是所用材料的选择范围窄,基材的变形比热喷涂大得多,热喷焊层的成分与原始成分有一定差别等局限性。
(2)热喷焊技术的分类热喷焊技术主要有火焰喷焊、等离子喷焊等。
①火焰喷焊:先在基体表面喷粉,再对涂层用火焰直接加热,使涂层在基体表面重新熔化,基体的表面完全润湿,界面有相互的元素扩散,形成牢固的冶金结合。
火焰喷焊特点:设备简单;工艺简单;涂层与基体的结合强度高;涂层的耐冲蚀磨损性能好。
②等离子喷焊:以等离子弧作为热源加热基体,使其表面形成熔池,同时将喷焊粉末材料送入等离子弧中,粉末在弧柱中得到预热,呈熔化或半熔化状态,被焰流喷射至熔池后,充分熔化并排出气体和熔渣,喷枪移开后合金熔池凝固,最终形成喷焊层。
等离子喷焊的特点:生产效率高;可喷焊难熔材料、稀释率低、工艺稳定性好、易实现自动化、喷焊层平整光滑、成分及组织均匀,涂层厚度更大且试验过程可精确控制。
(3)热喷焊技术与热喷涂技术的区别
①工件表面温度:喷涂时工件表面温度<250℃;喷焊要>900℃。
②结合状态:喷涂层以机械结合为主;喷焊层是冶金结合。
③粉末材料:喷焊用自熔性合金粉末,喷涂粉末不受限制。
④涂层结构:喷涂层有孔隙,喷焊层均匀致密无孔隙。
⑤承载能力:喷焊层可承受冲击载荷和较高的接触应力。
⑥稀释率:喷焊层的稀释率约5%~10%,喷涂层的稀释率几乎为零。
04 化学转化膜技术
化学转化膜技术就是通过化学或电化学手段,使金属表面形成稳定的化合物膜层的工艺过程。
化学转化膜技术,主要用于工件的防腐和表面装饰,也可用于提高工件的耐磨性能等方面。它是利用某种金属与某种特定的腐蚀液相接触,在一定条件下两者发生化学反应,由于浓差极化作用和阴、阳极极化作用等,在金属表面上形成一层附着力良好的、难溶的腐蚀生成物膜层。这些膜层,能保护基体金属不受水和其他腐蚀介质的影响,也能提高对有机涂膜的附着性和耐老化性。在生产中,采用的转化膜技术主要有和磷化处理和氧化处理。
1 磷化处理
磷化是将钢铁材料放入磷酸盐的溶液中,获得一层不溶于水的磷酸盐膜的工艺过程。
钢铁材料磷化处理工艺过程如下:化学除油→热水洗→冷水洗→磷化处理→冷水洗→磷化后处理→冷水洗→去离子水洗→干燥。
磷化膜由磷酸铁、磷化锰、磷酸锌等组成,呈灰白或灰黑色的结晶。膜与基体金属结合非常牢固,并具有较高的电阻率。与氧化膜相比,磷化膜有较高的抗腐蚀性,特别是在大气、油质和苯介质中均有很好耐腐蚀性,但在酸、碱、氨水、海水及水蒸气中的耐腐蚀性较差。
磷化处理的主要方法为浸渍法、喷淋法和浸喷组合法。根据溶液温度不同,磷化又分为室温磷化、中温磷化和高温磷化。
浸渍法适用于高温、中温和低温磷化工艺,可处理任何形状的工件,并可获得不同厚度的磷化膜,且设备简单,质量稳定。厚磷化膜主要用于工件的防腐处理和增强表面的减摩性。喷淋法适用于中温和低温磷化工艺,可以处理面积大的工件,如汽车壳体、电冰箱、洗衣机等大型工件作为油漆底层和冷变形加工等。这种方法处理时间短,成膜速度快,但只能获得较薄和中等厚度的磷化膜。
2 氧化处理
(1)钢铁的氧化处理
钢铁的氧化处理也称发蓝,是将钢铁工件放入某些氧化性溶液中,使其表面形成厚度约为0.5~1.5μm致密而牢固的Fe3O4薄膜的工艺方法。发蓝通常不影响零件的精密度,常用于工具、仪器的装饰防护。它能提高工件表面的抗腐蚀能力,有利于消除工件的残余应力,减少变形,还能使表面光泽美观。氧化处理以碱性法应用最多。
钢铁的氧化处理所用溶液成分和工艺条件,可根据工件材料和性能要求确定。常用溶液由为500g/L的氢氧化钠、200g/L的亚硝酸钠和余量水组成,在溶液温度为140℃左右时处理6~9min。
(2)铝及铝合金的氧化处理
①阳极氧化法
阳极氧化法是将工件置于电解液中,然后通电,得到硬度高、吸附力强的氧化膜的方法。常用的电解液有浓度为15%~20%的硫酸、3%~10%的铬酸、2%~10%的草酸。阳极氧化膜可用热水煮,使氧化膜变成含水氧化铝,因体积膨胀而封闭。也可用重铬酸钾溶液处理而封闭,以阻止腐蚀性溶液通过氧化膜结晶间隙腐蚀基体。
②化学氧化法
化学氧化法是将工件放入弱碱或弱酸的溶液中,获得与基体铝结合牢固的氧化膜的方法。主要用于提高工件的抗腐蚀性和耐磨性,也用于铝及铝合金的表面装饰,如建筑用的防锈铝,标牌的装饰膜等。
05 气相沉积技术
气相沉积技术是指将含有沉积元素的气相物质,通过物理或化学的方法沉积在材料表面形成薄膜的一种新型镀膜技术。根据沉积过程的原理不同,气相沉积技术可分为物理气相沉积(PVD)和化学气相沉积(CVD)两大类。
1 物理气相沉积
物理气相沉积(PVD)是指在真空条件下,用物理的方法,使材料汽化成原子、分子或电离成离子,并通过气相过程,在材料表面沉积一层薄膜的技术。物理沉积技术主要包括真空蒸镀、溅射镀和离子镀3种基本方法。
真空蒸镀是蒸发成膜材料使其汽化或升华沉积到工件表面形成薄膜的方法。根据蒸镀材料熔点的不同,其加热方式有电阻加热、电子束加热、激光加热等多种。真空蒸镀的特点是设备、工艺及操作简单,但因汽化粒子动能低,镀层与基体结合力较弱,镀层较疏松,因而耐冲击、耐磨损性能不高。
溅射镀是在真空下通过辉光放电来电离氩气,产生的氩离子在电场作用下加速轰击阴极,被溅射下来的粒子沉积到工件表面成膜的方法;其优点是气化粒子动能大、适用材料广泛(包括基体材料和镀膜材料)、均镀能力好,但沉积速度慢、设备昂贵。
离子镀是在真空下利用气体放电技术,将蒸发的原子部分电离成离子,与同时产生的大量高能中性粒子一起沉积到工件表面成膜的方法。其特点是镀层质量高、附着力强、均镀能力好、沉积速度快,但存在设备复杂、昂贵等缺点。
物理气相沉积具有适用的基体材料和膜层材料广泛;工艺简单、省材料、无污染;获得的膜层膜基附着力强、膜层厚度均匀、致密、针孔少等优点。已广泛应用于机械、航空航天、电子、光学和轻工业等领域制备耐磨、耐蚀、耐热、导电、绝缘、光学、磁性、压电、滑润超导等薄膜。
2 化学气相沉积
化学气相沉积(CVD)是指在一定温度下,混合气体与基体表面相互作用而在基体表面形成金属或化合物薄膜的方法。
化学气相沉积的特点是:沉积物种类多,可分为沉积金属、半导体元素、碳化物、氮化物、硼化物等;并能在较大范围内控制膜的组成及晶型;能均匀涂敷几何形状复杂的零件;沉积速度快,膜层致密,与基体结合牢固;易于实现大批量生产。
由于化学气相沉积膜层具有良好的耐磨性、耐蚀性、耐热性及电学、光学等特殊性能,已被广泛应用于机械制造、航空航天、交通运输、煤化工等工业领域。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8403

腐蚀与“海上丝绸之路”
点击数:6748