
铜管焊接与防氧防腐蚀处理,你知道吗?
2019-03-11 17:05:11
作者:本网整理 来源: 兰石技术
分享至:


一.焊接实战分享
注意看图片中的要点提示!
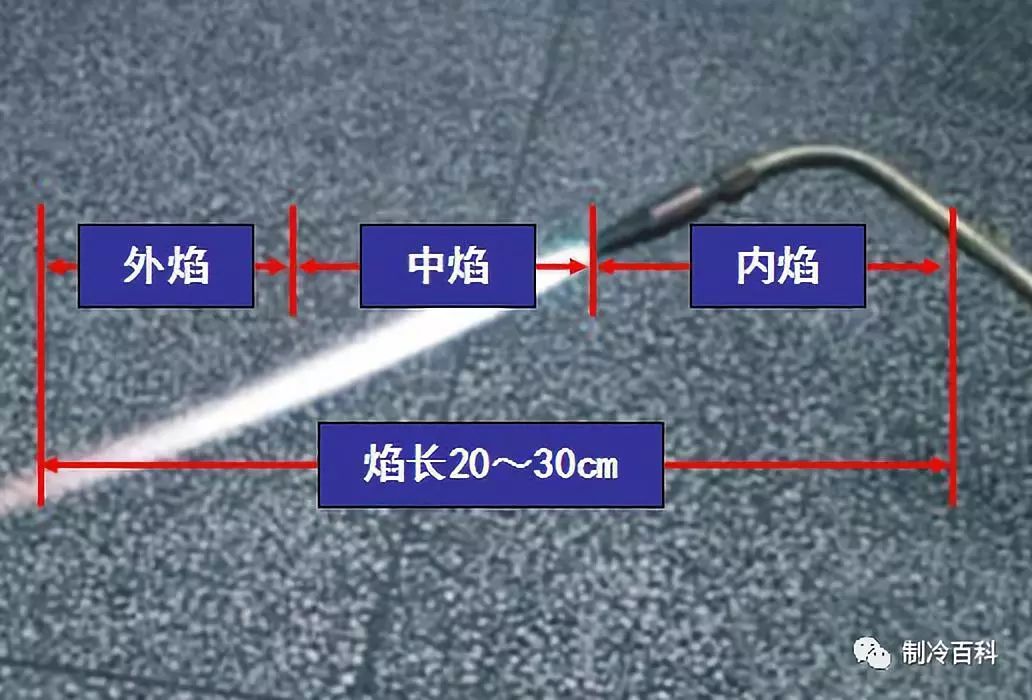
1、调整喷嘴火焰:
管路的焊接要求中性火焰的长度一般为20~30cm。
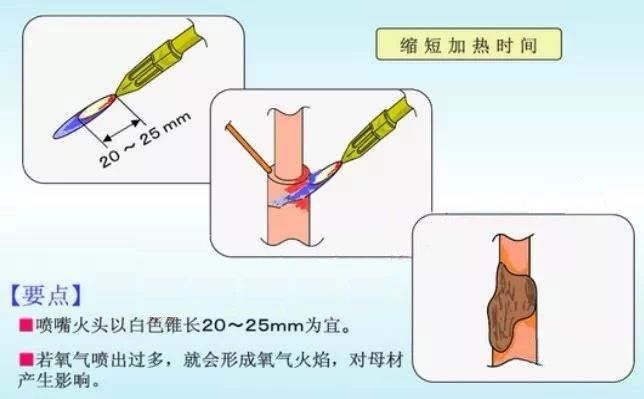
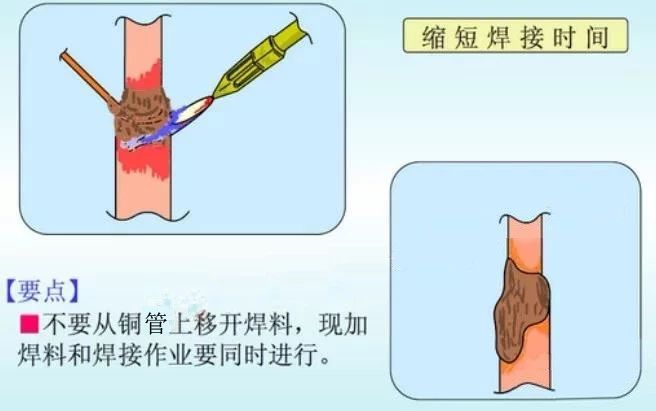
2、加热时焊条的位置:
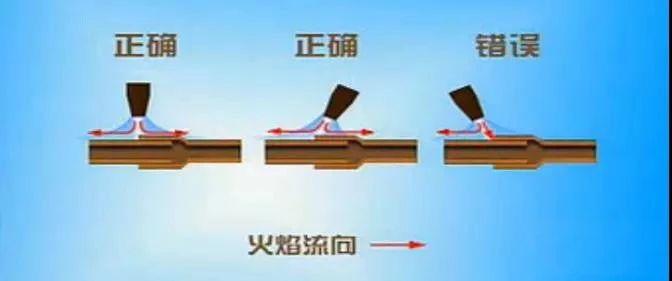
3、铜管加热方向:
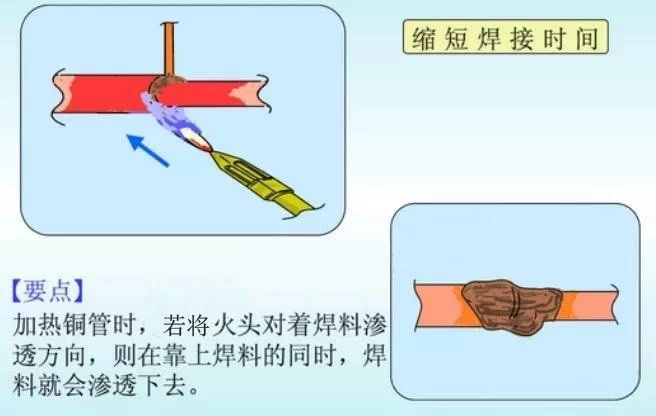
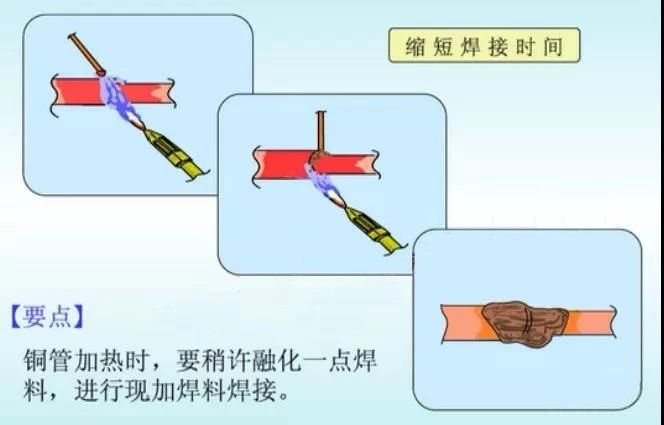
4、加上焊料的位置与方法:

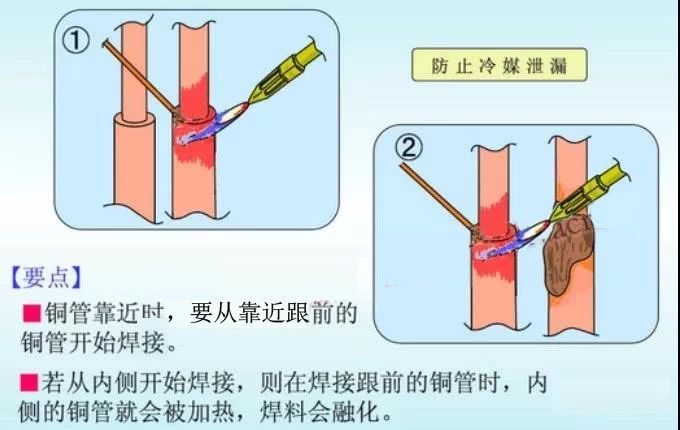
5、铜管靠近时的焊接程序:
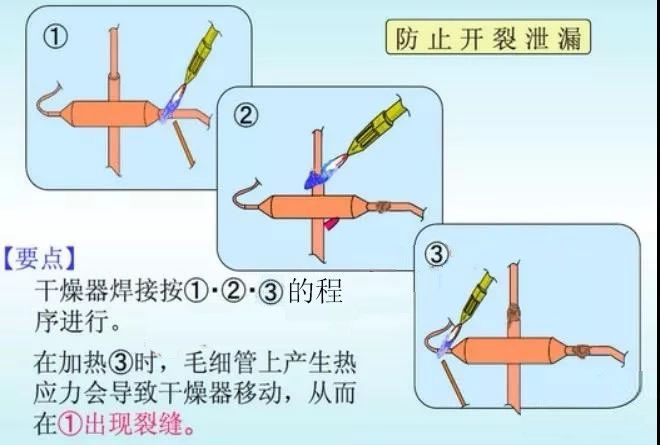
6、干燥器焊接程序:
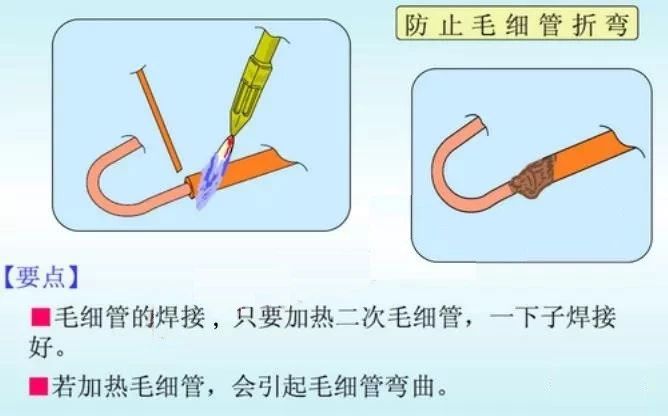
7、毛细管加热方法:
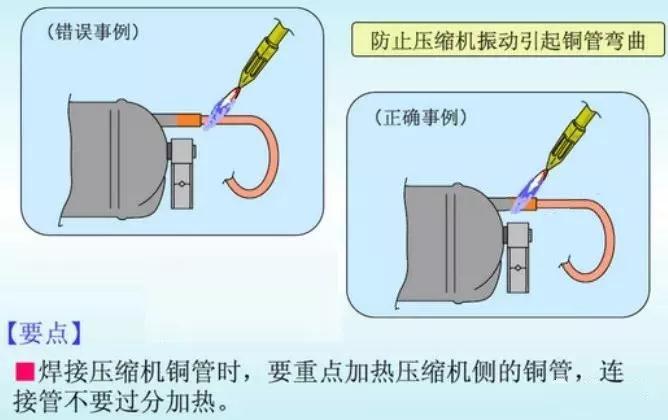
8、压缩机铜管加热方法:
二.焊接氧化处理
制冷设备制造及工程安装维护时,经常需要各铜管的焊接,但焊接后,如果没有进行必要的防氧化防腐处理,焊接处很快就被氧化腐蚀掉,影响设备的整体美观度。那如何才能快速经济的进行防氧化防腐蚀处理呢?

使用紫铜防腐喷漆进行喷涂,铜喷漆有良好的导向性,为铜金属表面提供良好的防氧化保护,可以防氧化防腐蚀。此种工艺是用含铜纯度99.9%的薄铜粉配制的铜喷漆,有良好的导向性。
使用应用效果对比:

产品使用方法:
第一步:用毛巾把产品擦拭干净,除去污渍、油脂或是氧化皮。

第二步:使用前摇晃几次罐体。

第三步:使用铜防腐喷漆进行产品喷涂,喷涂距离建议在25cm左右。
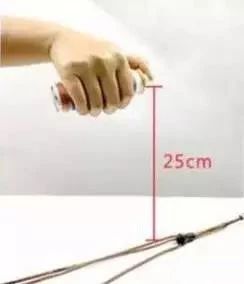
第四步:喷涂完成。

更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:韩鑫
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章
无相关信息

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763