
热喷涂用碳化钨及几个典型应用介绍
2017-03-27 17:15:51
作者:本网整理 来源:热喷涂与再制造
分享至:


随着国家环保政策的收紧及电镀铬面对用户装备性能、长寿命的要求显得力不从心,超音速火焰喷涂碳化钨正逐渐为众多工业企业接受成为耐磨损、耐腐蚀应用的标准工艺。
通常针对纯粹的耐磨应用,比如钢铁工艺辊、耐磨导辊等可以选择钴/碳化钨,比如Wc 12Co或Wc17Co; 而当面对腐蚀或磨损、腐蚀兼而有之时,钴铬/碳化钨(如Wc 10Co4Cr)则有更好表现。
例如瓦楞纸机的瓦楞辊,辊子间通过齿形配合相互挤压传动,随着辊体及纸浆间长期挤压、磨损,齿形发生变化使瓦楞辊失效。此时通过超音速火焰工艺(HVOF或HVAF)喷涂 Wc 12Co或Wc 10Co4Cr可大幅提升瓦楞辊表面耐磨性能。
又由于瓦楞辊齿形密集,喷涂后需要抛光,采用碳化钨细粉(如5-25微米)可以降低喷涂态粗糙度进而节约喷涂后精加工时间、降低抛光成本。

在石油天然气的螺杆钻具中,由于面临泥沙冲刷乃至饱和盐水的腐蚀,超音速火焰喷涂Wc10Co4Cr正成为欧美乃至中国众多用户的第一选择。

在喷涂粉末的选择上,除化学成份、粒度大小对涂层性能有重要影响外,粉末的粒度分布尤其是粒度分布的批次稳定性极大程度的影响到用户喷涂产品的批次稳定性。 通常用户没有能力对每批来料粉末进行分析,只能依赖供应商的分析结果,这对粉末供应商的质量保障体系提出更高要求。
碳化钨粉末扫描电镜照片(SEM)示例
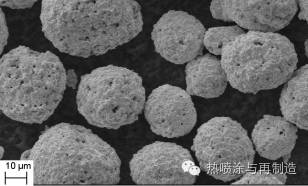
纯进口品牌(Wc 10Co4Cr)
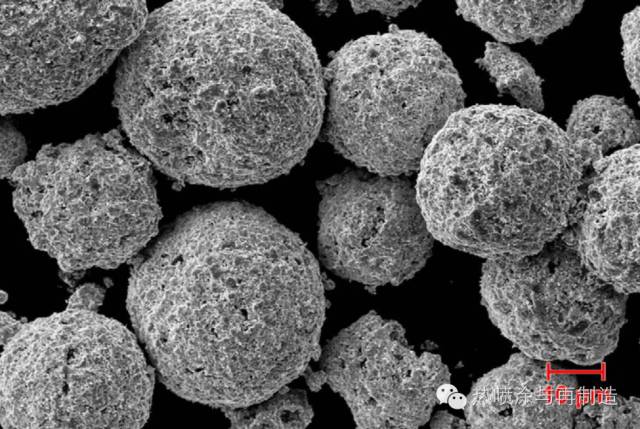
进口品牌国产化产品(Wc 10Co4Cr)
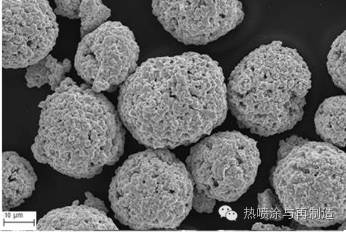
纯进口品牌(Wc 12Co)
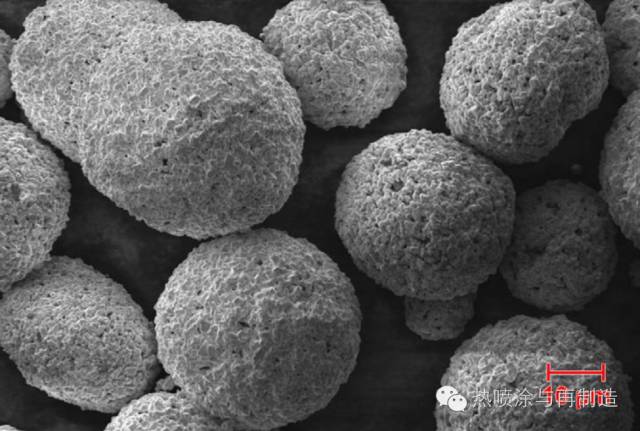
进口品牌国产化产品(Wc 12Co)
用户可根据自身对涂层规范、粉末品质及价格的需要与相应供应商联络以获得最有利于各自业务发展的碳化钨粉末。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:庞雪洁
投稿联系:编辑部
电话:010-62313558-806
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461