



被称为核电站“主动脉”的一回路主管道,是核岛内七大关键设备之一。它连接着反应堆压力容器、蒸汽发生器和反应堆冷却剂泵,从而组成一条封闭式的循环回路。主管道总共包含两个环路,共计存在12个焊接接头。在核电站运行环境下,这些不锈钢焊接接头不可避免的会受到核电一回路高温高压含硼水的腐蚀,焊接接头的稳定性关系到整个一回路的安全。核电站管道破裂事故分析表明,带有焊缝的管道更容易发生事故,其原因大多与焊接接头的抗腐蚀性能有关。
根据文献报道,不锈钢在高温高压溶液环境中容易形成富Cr的致密内层氧化膜和富Fe的疏松外层氧化物颗粒,这种双层结构氧化膜的形成与腐蚀时间存在较大的联系。较多研究者认为,随着腐蚀时间的增加,氧化膜均由单一的富铁层逐渐变为表层富铁、内层富铬镍的双层结构。目前,大量文献对不锈钢材料在高温高压腐蚀介质中的氧化膜生长进行了观察和研究,而对于不锈钢焊接接头整体在高温高压环境中的腐蚀行为研究较少。除此之外,对于焊缝区 (WM) 和母材区 (BM) 腐蚀行为的差别也尚未见相关报道。为了保证核电站一回路主管道的运行安全,有必要对不锈钢焊接接头在高温高压溶液环境的腐蚀行为进行研究。
本文主要针对316LN不锈钢焊接接头在高温高压含硼水中的腐蚀行为展开研究,围绕其腐蚀变化规律及相应的氧化行为,对不同区域下的氧化膜成分和结构进行了观察和分析,为不锈钢焊接接头的安全服役评价提供一定的参考和数据支持。
1 实验方法
1.1 实验材料
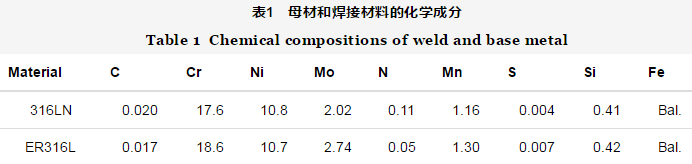
本文实验材料为AP1000核电站锻造主管道316LN不锈钢,焊接材料是ER316L。母材和焊接材料的成分如表1所示。焊接工艺采用25~26 V的焊接电压,焊接电流控制在80~100 A,热输入量为24 kJ/cm,焊接速率为70~80 mm/min,焊接过程在氩气的保护下完成。焊接完成之后,对试样进行615 ℃下16 h的焊后热处理。
1.2 组织形貌观察
在管道的横截面上进行取样,分别在WM和BM截取尺寸为15 mm×15 mm×2 mm的试样。将所有试样用砂纸从60#、120#逐级磨到2000#,用2.5 μm的金刚石研磨膏进行抛光,然后电解侵蚀、蒸馏水洗涤干净后干燥备用。电解液为10% (质量分数) 的草酸溶液,电解电压为5 V,电解时间为30 s。采用Olympus金相显微镜 (OM) 和Zeiss Auriga扫描电镜 (SEM) 对试样组织、氧化膜形貌进行观察和分析。采用Rigaku DMAX-RB 12 kW旋转阳极X射线衍射仪 (XRD) 和AXIS ULTRADLD X射线光电子能谱仪 (XPS) 分别对WM和BM表面氧化膜成分和结构进行分析。
1.3 均匀腐蚀实验
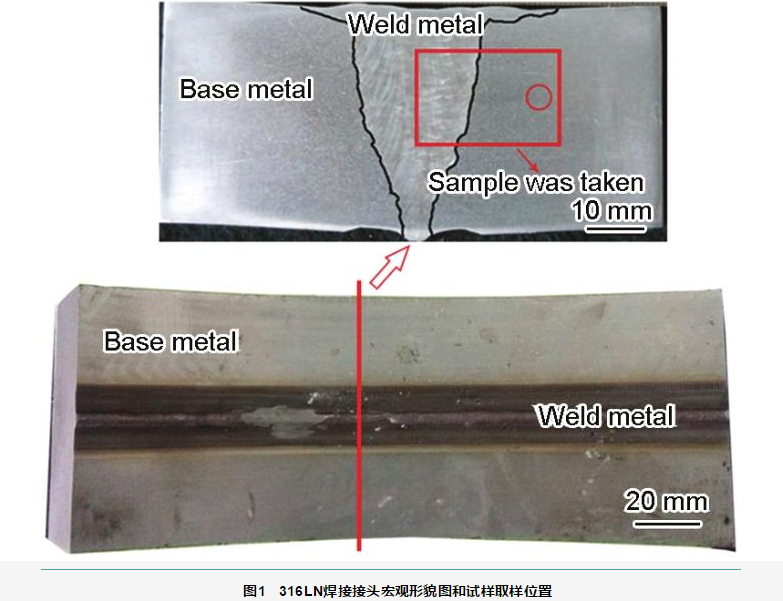
均匀腐蚀实验参考JB/T 7901-2001《金属材料实验室均匀腐蚀试验方法》标准。腐蚀试样尺寸为25 mm×20 mm×2 mm,试样从焊接接头截面处切取,具体取样方向如图1所示。所有切取后的试样都经过SiC砂纸打磨后用去离子水和丙酮清洗干净并干燥备用。在腐蚀实验开始之前,采用精度为0.01 mg的分析天平对均匀腐蚀试样进行称重。高温高压腐蚀实验所用装置为5L静态高温高压釜,温度设定为320 ℃,相应的饱和蒸汽压力为11 MPa,实验介质为模拟压水堆核电站一回路工作介质 (2.2 μg/mL Li+ (LiOH)+800 μg/mL B3+ (H3BO3) 水溶液),溶液体积为2.6 L。实验开始前,用纯度99.9999%的氮气对高温高压釜进行除氧处理1 h。均匀腐蚀实验周期分别为50,200,360,760,1080和1440 h,每周期平行试样为3个。每周期实验完成之后,将试样从高温高压釜中取出,并用丙酮、酒精和去离子水清洗干净后干燥称重,记录不同腐蚀周期下试样的重量,从而得到试样的腐蚀增重和腐蚀增重速率。腐蚀增重速率计算公式如下:

2 结果与讨论
2.1 组织形貌分析
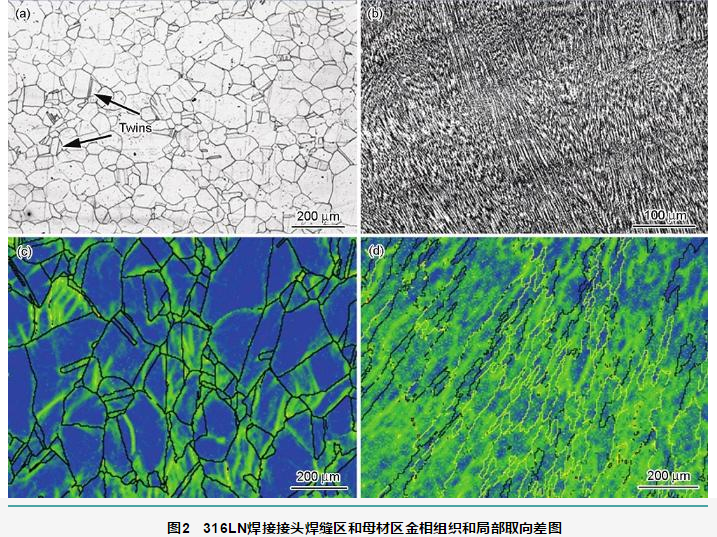
图2a和b分别为316LN焊接接头BM和WM金相组织形貌图。从图2a中可以看出,BM组织为等轴的奥氏体晶粒,有明显的孪晶存在。而从图2b中可以看出,WM组织为奥氏体和蠕虫状或板条状的铁素体。图2c和d分别是316LN焊接接头BM和WM的局部取向差图。可以看出,与BM相比,WM具有更大的局部取向差 (残余应变)。
2.2 腐蚀增重和腐蚀增重速率
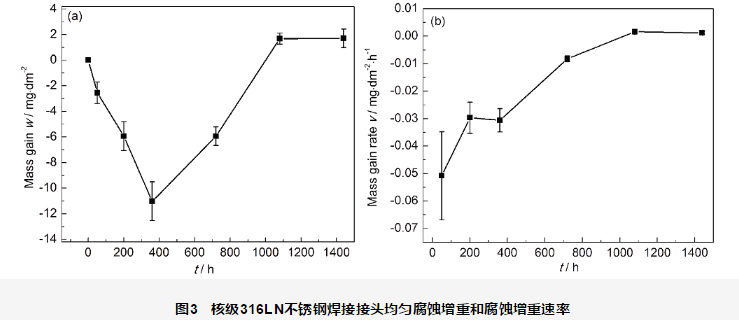
图3a和b分别为316LN焊接接头均匀腐蚀增重和腐蚀增重速率。可以看出,在实验的前期 (360 h之内),试样先失重并且腐蚀增重速率较大,说明在腐蚀前期阶段,焊接接头区域金属的溶解速率大于氧化膜的形成速率,从而导致试样发生腐蚀失重;然后随时间延长,腐蚀失重逐渐减小,一直到发生腐蚀增重;1080 h以后,腐蚀增重趋于稳定,腐蚀增重速率略有降低。说明随着腐蚀时间的增加,焊接接头试样表面形成了致密稳定的氧化膜,使金属溶解受到抑制,基体材料得到了有效的保护。
2.3 氧化膜形貌和成分
图4为不同腐蚀时间下试样表面典型的氧化膜形貌。可以看出,在腐蚀时间较短时,焊接接头试样表面形成了较少的氧化物颗粒,其平均尺寸约为200 nm;随着腐蚀时间的延长,一方面,氧化物颗粒数量逐渐增加,氧化膜变得更为致密;另一方面,氧化物颗粒尺寸逐渐增加,其中试样表面出现少许较大尺寸的氧化物颗粒 (平均尺寸为500 nm),这些氧化物颗粒都具有规则外形和较直的棱边。

为了分析316LN焊接接头中WM和BM腐蚀情况的差别,分别对腐蚀360和1440 h后试样WM和BM的表面氧化膜进行了观察和分析,其结果如图5所示。随着腐蚀时间的延长,WM和BM表面氧化物颗粒分布较为均匀和紧凑,这种致密分布的氧化物颗粒能够有效地减缓材料的溶解速率[9],从而保证焊接接头具有较好的耐均匀腐蚀性能。
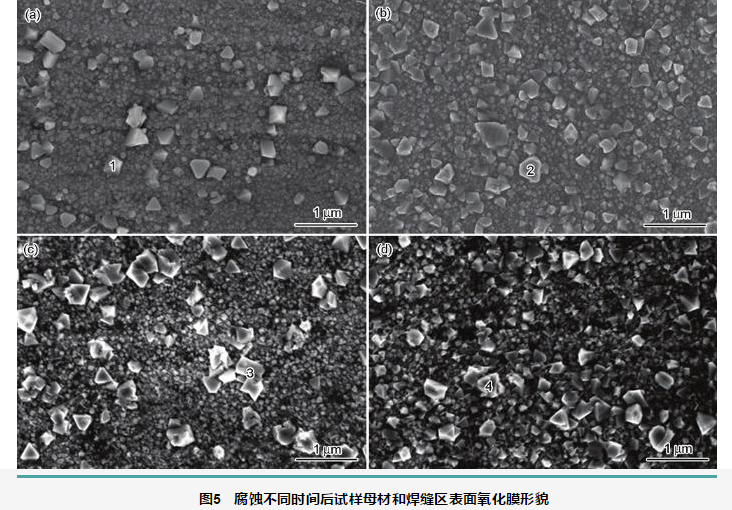
对不同腐蚀时间下的外层氧化物颗粒 (图5中1~4点) 进行了EDS分析,结果如表2所示。可以看出,试样表面氧化物颗粒主要由Fe和Cr的氧化物组成;随着实验周期的增加,试样表面氧化物颗粒中的Cr含量和Ni含量相对减少较多。结合本文图5和表2结果可以得出,随着腐蚀时间的增加,WM和BM表面氧化膜表层逐渐形成较多的富Fe氧化物颗粒,同时二者表面氧化膜成分和结构没有明显的差别。
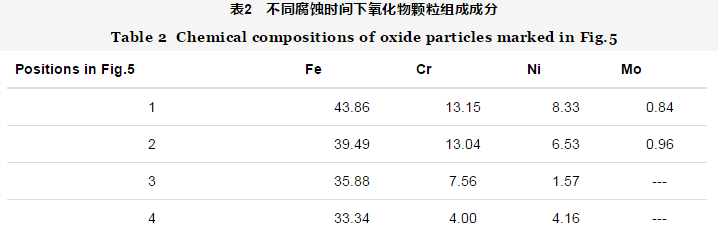
图6为腐蚀360和1440 h后,316LN焊接接头BM和WM表面氧化膜的XRD谱。可以看出,所有试样表面氧化膜成分差别不大。由于氧化膜较薄易被X射线穿透,图谱中也出现了基体衍射峰。在不同周期下的试样表面氧化膜均主要由FeOOH,FeCr2O4和Fe3O4组成。同时,还可以看出,在腐蚀360 h后WM和BM均出现了较为明显的FeOOH峰,说明此时,离子溶解会形成较多的水化物,因此在短期腐蚀时间下焊接接头的腐蚀敏感性较高。随着腐蚀时间延长到1440 h,WM和BM表面氧化膜相组成没有明显的差别,主要由FeCr2O4和Fe3O4组成。

2.4 氧化膜结构和相组成
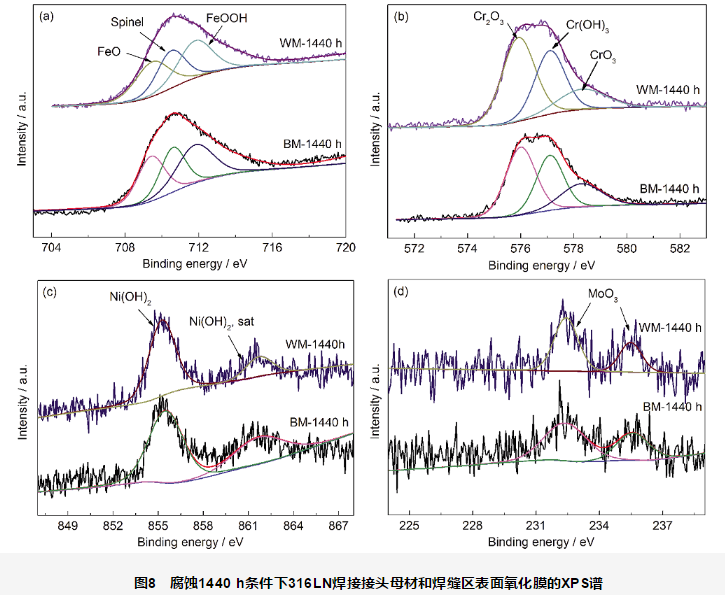
图7和8分别为腐蚀360和1440 h后试样WM和BM表面氧化膜的XPS谱。
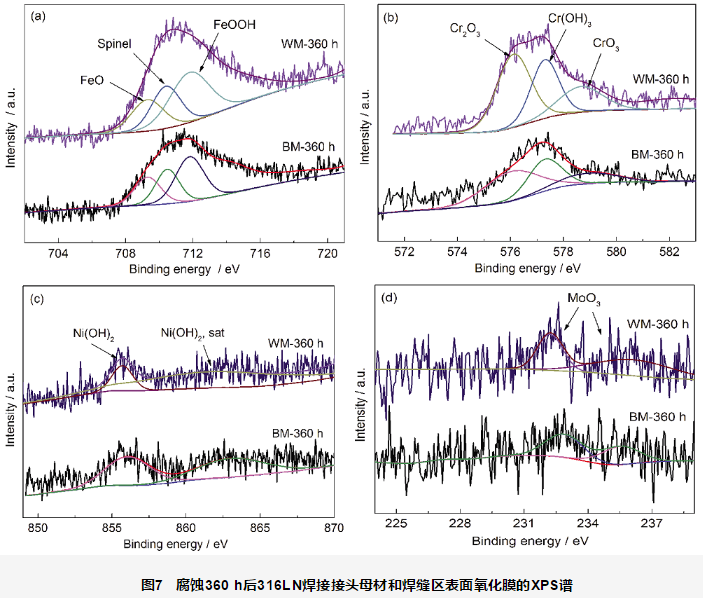
从图7a中Fe 2p3/2谱中可以看出,不同实验周期下试样表面氧化膜Fe 2p3/2的结合能都位于约711 eV。通过分峰拟合可以看出,试样表面氧化膜中Fe主要以FeCr2O4或Fe3O4 (结合能为710.5 eV)、FeOOH (结合能为711.8 eV) 和FeO (结合能为709.5 eV) 形式存在[8]。从图7b的Cr 2p3/2谱图中可以看出,试样表面氧化膜Cr 2p3/2的结合能约在577 eV,不同周期下试样表面氧化膜中Cr主要以Cr2O3 (结合能为576 eV)、Cr(OH)3 (结合能为577.4 eV) 和CrO3 (结合能为579 eV) 形式存在。从图7c的Ni 2p3/2谱图中可以看出,试样表面氧化膜Ni 2p3/2的结合能约在856 eV,不同周期下试样表面氧化膜中Ni主要以Ni(OH)2 (结合能为 856 eV) 形式存在。从图7d的Mo 3d5/2谱图中可以看出,试样表面氧化膜中Mo 3d5/2的结合能约在233 eV,不同周期下试样表面氧化膜中Mo主要以MoO3 (结合能为232.85 eV) 形式存在。除此之外,还可以看出,WM和BM表面氧化膜成分没有明显的差别,说明在高温高压环境中WM和BM腐蚀机理是一致的。
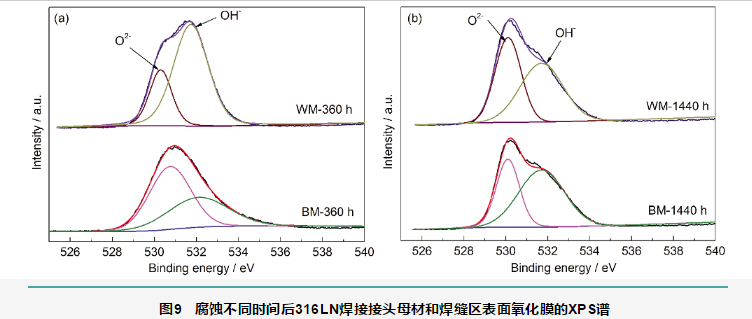
图9为不同腐蚀时间下WM和BM表面氧化膜中O的XPS谱。可以看出,不同实验周期下试样表面氧化膜O 1s的结合能都位于约531 eV。通过分峰拟合可以看出,所有试样表面氧化膜中O主要以O2- (结合能为531 eV) 和OH- (结合能为532.5 eV) 形式存在[8]。腐蚀360 h后,WM区表面氧化膜中O主要以OH-为主,说明在较短的腐蚀时间下,WM中有较多的金属离子溶解从而形成了大量的水化物。以上结果表明,WM存在更多金属离子的溶解和沉积,在较短的腐蚀时间下,WM会表现出更高的腐蚀敏感性,这与焊接过程中WM形成较大的残余应变 (图2)、析出物[2,3,4]等有着密不可分的关系。同时,由于WM中铁素体相的存在 (图2),致使WM和BM发生电偶腐蚀以及WM内部出现铁素体/奥氏体相电偶腐蚀,进一步增大了WM的腐蚀敏感性。但随着腐蚀时间延长到1440 h,WM和BM中O均以O2-为主。结合XRD谱 (图6) 和EDS结果 (表2) 说明,腐蚀1440 h后WM和BM表面氧化膜无明显差别,两者都形成了稳定的氧化膜,从而使316LN焊接接头区域在高温高压水环境下具有较好的耐均匀腐蚀性能。
3 结论
(1) 316LN不锈钢焊接接头中,焊缝区具有与母材区相当的耐均匀腐蚀性能。
(2) 焊接接头随着腐蚀时间的延长,先发生腐蚀失重,随后失重减小直至发生较小增重,并保持稳定。焊缝区在腐蚀初期大量离子溶解形成水化物,较母材区表现出更高的腐蚀敏感性。
(3) 焊接接头表面随着腐蚀时间的增加,氧化物颗粒数量和尺寸逐渐增加。表面氧化膜主要由FeOOH,FeCr2O4和Fe3O4组成。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”