
极限规格钢板先进离线热处理工艺技术与装备
2019-06-10 09:25:54
作者:本网整理 来源:世界金属导报
分享至:


针对极限规格钢板热处理控制精度低、复杂工艺实现困难等问题,东北大学先进轧制及热处理研究团队在国家重点项目的支持下,开展了先进加热、淬火、回火新工艺与装备技术研究,探索了多场耦合条件下换热机制,研制出高温辊底式连续热处理炉、多功能辊式淬火机、高精度中低温回火炉等核心装备,开发出系列高精度、高均匀性热处理核心技术,构建了多级分布式控制系统与成套工艺数学模型,实现大型热处理线自动化稳定生产,成套技术装备推广至宝钢、鞍钢等26条热处理线,建成国家级示范产线2条,国内市场占有率稳定在60%以上,成为我国大型板带材热处理线主流技术装备,高品质特种钢板满足了国家海工、能源、电力、工程机械、军工等领域需求,批量出口30余个国家。
1 背景
我国中厚板年产量已接近9000万吨,产能过剩和同质化竞争问题严重。然而,部分高端高附加值中厚板产品仍依赖进口,其中绝大多数是热处理产品。热轧钢材热处理按工艺分在线和离线两种,尽管控轧控冷(TMCP)、即时温控等在线热处理技术已得到普遍应用,但对于性能均匀性和强度等级要求较高的低温压力容器钢板、桥梁钢板、工程机械用钢板、耐磨钢板、高层建筑钢板等仍需通过正火、调质等手段来改善组织分布,利用强韧化机制提高整体力学性能和加工性能,实现成分减量化。
高端中厚板热处理生产始终围绕加热、冷却两个核心工艺展开。加热方面,热处理炉炉温控制精度直接影响钢板板形及性能均匀性,一般要求偏差小于±5℃,而对于某些高端产品,如超高强工程机械用钢、低合金耐磨钢等,一般要求回火炉温在300℃以下,且要求热处理炉低温控温精度更高。目前国内钢铁企业热处理低温回火在控温精度方面仍无法满足高品质钢材生产需要,研制与开发新型高精度热处理炉对稳定生产高品质特殊钢、升级热处理装备技术水平意义重大。
辊式淬火机是板带材热处理线的核心工艺装备,常规的辊式淬火机(淬火厚度范围为10-120mm)及其核心淬火工艺技术被德国、美国、日本少数公司长期垄断。进口设备采用垄断捆绑供货,价格高昂,供货周期长,已成为我国钢铁企业实现产品结构调整的巨大障碍。此外,进口设备不具备高品质薄规格板材的生产能力,目前此类热处理产品仅由瑞典等国外一两家企业批量供货,价格昂贵,生产技术完全保密,阻碍了其使用性能的发挥,限制了我国高端装备制造等领域的发展。
目前,厚度大于120mm的特厚钢板主要采用传统淬火池(槽)等设备生产,通过搅拌池内冷却水加速钢板表面换热效率。由于对流换热过程受淬火装置容积限制,冷却强度偏低,钢板板面各处冷却强度分布不均。随着淬火装备技术的发展,连续辊式淬火方式在中厚规格钢板(4mm<钢板厚度<120mm)淬火生产过程中应用普遍,将其引入到特厚钢板淬火生产中,结合特厚钢板淬火生产工艺特点,实现按工艺路径淬火和厚向均匀冷却将是一条可行之路。然而,目前在特厚钢板淬火领域,专用连续辊式冷却系统的应用尚属空白。
针对上述问题,2011钢铁共性协同创新中心设立了“极限规格板材离线热处理工艺技术与装备”研究方向。围绕极限规格钢板热处理多场耦合协同控制、高强均匀淬火技术、先进加热-淬火-回火热处理装备和系列高品质板材热处理产品几个方面开展攻关,取得了如下成果。
2 主要研究内容
2.1特种钢板高温辊底式热处理炉
2.1.1研发出极限温度1200℃的大型热处理炉高效、高均匀脉冲加热系统,提出新型复合脉冲燃烧控制技术
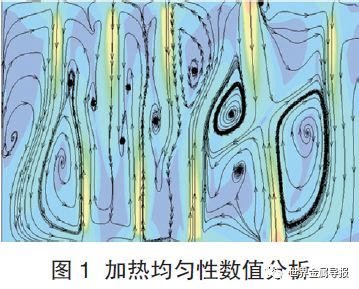
为满足钢板横向-纵向加热均一、加热工艺高精度制定及实现、高效节能等生产及研发需求,深入研究高温热处理炉烧嘴特性及其布置对燃烧加热均匀性和炉内热平衡的影响,通过建立基于FLUENT的明火固溶炉数值仿真平台,开发数值分配优化技术。为获得最优的烧嘴分布方案,分析得出最佳的水平脉冲射流形成的旋流场,实验获得脉冲射流速度、射流频率、射流火焰长度等系列工艺参数对均匀加热的影响机制,如图1所示。开发了板材在炉内热处理全过程温度历程预测及评价技术,为特种钢板高均匀热处理加热奠定了重要技术基础。
基于高精度均匀化脉冲加热技术,集成开发出基于水平脉冲射流的最优分布的成套烧嘴系统,实现板材加热均匀化,使炉温均匀性更高的同时提高换热效率。开发出新型复合式燃烧控制技术,建立了新型复合式脉冲燃烧控制策略,根据负荷需求量或变换燃烧(脉宽)时间,或变换燃烧停止(消隐)时间,进而计算整个脉冲周期,实现全负荷范围的高精度控制和高效、高均匀性换热。研发的新型脉冲燃烧控制技术可以使得温度控制精度达到±3℃以内,响应速度更快,抗干扰能力更强。
2.1.2研制出新一代无结瘤、耐高温、长寿命、低成本炉底辊,开发出特殊钢板表面质量控制技术
特种钢板固溶处理时,炉温一般超过1100℃,辊底式热处理炉的辊必须具备耐热温度高、高温承载力强的性能。传统辊底炉采用耐热合金炉辊,这类炉辊生产中极易结瘤,结瘤物粘附在炉辊上不易脱落,造成钢板产生凹坑、麻点、擦划伤等缺陷,不仅破坏产品外观形象,还带来巨大的人工修磨工作量;此外,耐热合金炉辊造价高,仅炉辊一项就可占整体辊底炉全部价格的20%-30%,直接增大了热处理炉的投资。为解决该问题,项目完成单位通过对结瘤物形成机理以及成分构成进行分析,提出研制新一代高温耐磨纤维炉辊以及开发板材高表面质量控制技术。研发内容涉及纤维辊强度及稳定性设计、纤维辊硬度及耐磨性调优、纤维辊冷却技术、钢板表面氧化皮抑制技术以及炉内气氛精确控制技术。
纤维辊强度及稳定性设计。钢板热处理品种和规格多变,加之炉内气流扰动、辊道速度实时大范围调整等因素,对炉辊强度及运行稳定性提出了严峻考验。针对纤维辊生产时易产生的纤维片脱落、辊体鼓胀和辊身裂纹等问题,创新开发出环形钢片“鱼骨式”结构、纤维片快速压装装置和纤维辊快速换辊机构,显著提升了辊身强度和耐用性,简化了纤维辊压装和更换流程。
纤维辊硬度及耐磨性调优。对比分析不同纤维片配方对纤维辊高温状态下硬度及耐磨性的影响,不断优化纤维片成分及配比,减少钢板氧化皮压入,提高炉辊使用寿命。通过实验室测试和生产测试结合,开发出平均寿命长达5万吨/根的炉辊。开发的炉辊如图2所示。

研制的新一代炉辊替代了传统的耐热合金炉辊,显著提升了产品质量,降低了热处理炉装备的投资及维护费用。炉辊首次投资成本降低70%,成套设备投资成本可节约20%。同时这种炉辊绝热性好,大大降低了热负荷需求,节省了能源介质消耗。
2.1.3研制出高温辊底式热处理炉成套装备,建立了系统的特殊钢板高温热处理工艺制度体系
针对特种钢板辊底式热处理炉成套装备集成开发技术难点,基于高效、高精度脉冲加热技术及系统,开发与之匹配的燃气与空气系统装置集成、密封保温装置集成、多传动变频同步系统等成套装备技术,形成整套专利技术和专有技术诀窍。开发的燃烧介质供给系统采用总路自保压装置与支路调压装置结合,通过热值仪检测热值波动调整支路燃气流量,同时设计装置可实现根据负荷变化提前控制空气管路的流量前馈调整,从而保证压力恒定。针对混合煤气热值波动严重等问题,开发了自适应空燃比调整手段,实现烧嘴稳定燃烧时最佳空燃比自动精确调节,确保了不锈钢板材加热质量的稳定性。
高温热处理炉的炉体密封性是炉子保温设计中非常重要的环节,直接影响炉内燃料消耗及钢板的热处理质量。项目研发了高温固溶炉的炉壳分体制备技术、炉壳防膨胀松动技术以及炉门双室隔离技术。1200℃时炉壁温升小于40℃,为保证炉内温度均匀性、提高热处理炉效率提供了很好的保证。为保证辊底式高温热处理的密封性、保温性,降低因炉内压力高造成的热量损失,研发了微正压控制技术。开发出以炉膛压力控制为内环、排烟引射控制为外环的双闭环排烟自动压力控制技术,解决了排烟手动控制时炉压波动大、烟气温度过高等问题,显著降低烟气波动对炉体密封性影响和烧嘴燃烧效率的影响。
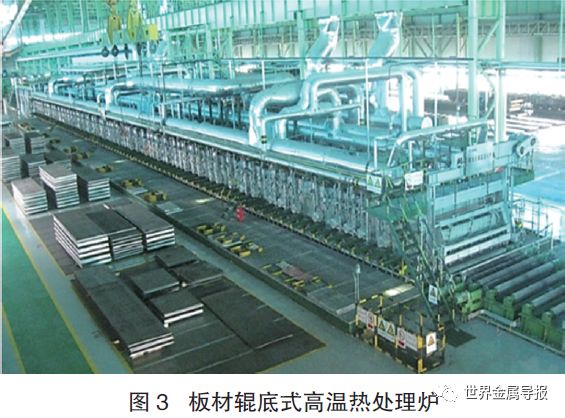
基于上述关键装置集成开发的高温辊底式热处理炉由炉体、加热系统、燃气系统、助燃空气系统、排烟系统、辊道系统、冷却水系统等部分组成,采用明火加热方式。燃气使用高焦混合煤气,烧嘴为自身预热式低NOx烧嘴,排烟方式为单烧嘴100%引射排烟+辅助旁通排烟。炉内辊道单独传动,可实现工艺路径灵活控制,如图3所示。
研制装备通过集成均匀化加热控制方法、工艺智能化控制系统,形成了大型高温辊底式热处理炉装备设计、工艺调试、模型开发等设计制造规范。研发装备解决了传统高温辊底炉的薄规格板加热易变形问题,满足了特殊钢板材多样化热处理工艺的需求。
2.2极限规格钢板辊式淬火装备技术
极薄、超宽、特厚等极限规格热处理钢板,是热轧钢板中的高附加值产品,广泛应用于机械化工、水电核电、海洋工程、国防军工等领域。此类钢板单重大、宽厚比大,其高强度、高均匀性淬火是行业公认的技术难题。通过理论及实验研究,结合工业化实践,创新开发出极薄、超宽、特厚钢板高平直度、高均匀性淬火工艺技术及装备,形成了系列创新成果。
中厚钢板高强度均匀化淬火的关键在于开发冷却能力大且冷却介质均匀分布的喷嘴结构。但由于流速较高(25m/s),湍流流动形态复杂,大型超宽喷嘴(最宽达5m)研发十分困难。基于有限元模拟,系统分析了大型喷嘴进水方式、均流装置、喷嘴形状等结构参数对介质流量分布的影响,开发出具有自水冷和多重阻尼的整体超宽狭缝式喷嘴、内嵌式多排倾斜高密圆孔喷嘴、内嵌式多排弧面多角度倾斜高密圆孔喷嘴等系列高性能射流喷嘴,满足了1.5-300℃/s冷速范围内高均匀性淬火需求。
开发出柔性化冷却系统,具备冷却区长度方向流量分区控制、喷嘴宽向多腔体独立供水控制、喷嘴宽向水凸度控制、钢板头尾流量特殊控制等功能,实现整板长度方向、宽度方向的冷速和冷却均匀性可控,不仅能够实现复杂的热处理工艺过程,还实现了节水、节能,满足了不同规格、钢种热处理对冷却制度和冷速的需求,实现了按工艺路径冷却。
研制成功系列多功能中厚规格钢板辊式淬火成套装备及配套水处理系统,适用于3-300mm厚、最宽5m、最长26m的碳素钢淬火及NAC、不锈钢固溶、高温合金热处理等工艺需求,成为我国中厚钢板热处理线上的主流淬火装备。
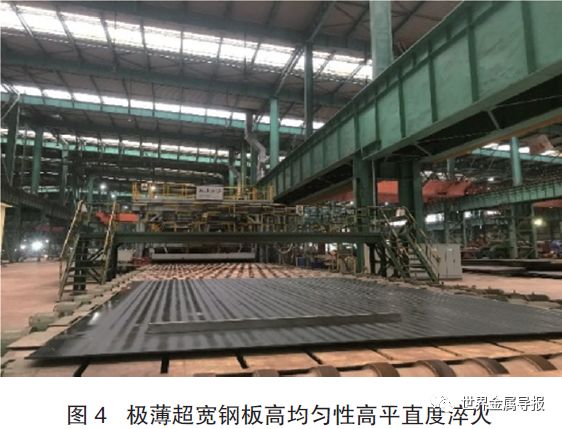
系统研究了钢板淬火温降过程中组织演变规律,以及热应力和组织应力相互作用对淬火残余应力和畸变的影响规律,开发出钢板宽向水凸度控制和纵向自由冷却单元控制的流量分区控制技术、冷速动态高精度调控及冷却参数快速响应技术、钢板上下表面非对称冷却技术、应力演变及残余应力控制技术、全流域残水控制技术等核心技术,在国内首次实现3-10mm极限薄规格钢板连续稳定生产,如图4所示,解决了传统薄钢板淬火后产生的叩头叩尾、横/纵向瓢曲、中浪、边浪等板形问题。
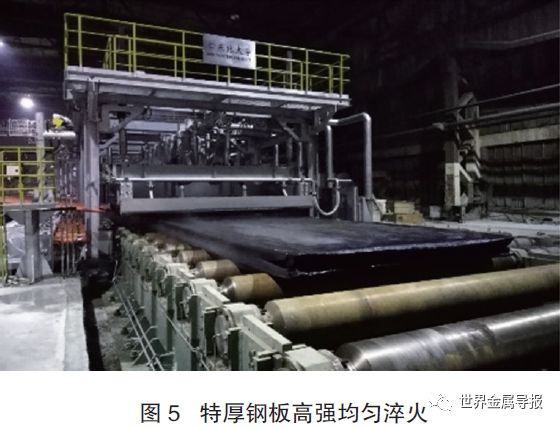
针对传统辊式淬火机高压段瞬时冷却能力不强、常压段持续冷却能力不强等问题,系统开发出高压高强度快冷技术、冷速大范围调节技术、冷却路径控制技术、低壁面温度持续冷却技术等淬火技术。钢板在高压区大冷却强度下大幅提升厚向温度梯度;在常压区持续强制表面换热,大幅提升心部冷速和厚向冷却均匀性。与传统淬火相比,厚规格钢板心部冷速提高1倍以上,目前300mm级大断面超厚钢板连续辊式淬火装备技术已成功在河钢舞钢投产,高品质厚规格钢板生产提供了必要条件,如图5所示。
2.3高精度中低温回火炉技术和装备
极薄高强钢板强度和硬度高、板形要求高,我国依赖JFE、SSAB等公司进口。为获得较高强度,此类钢板需进行回火处理。但国内辊底式低温回火炉控温精度仅为±15℃,无法满足高强薄板±5℃以内的温度均匀性要求。
高速热风循环加热方式是有效的解决途径。回火炉采用强制对流加热技术,加热过程中高速的炉气直接冲击金属进行加热,辅以特殊的炉型结构将与钢板热交换过的炉气回收加热,形成炉内气流的高速循环。
针对强制对流加热的技术特点,研究了不同温度下炉内热交换过程和强制对流加热条件下钢板的加热规律,利用有限元模拟仿真炉气导流、均流系统,分析装备结构参数、气流压力和流量等对均流的影响,优化了炉内热空气导流、均流装备结构,新型的集气室结构设计使气流流动过程中的能量损耗小、各喷箱处的气流压力均匀。建立了在线钢板温度实时跟踪和基于灰色异步粒子群加热优化的工艺数学模型及数据库。通过对炉内热交换的研究,确定了钢板换热的特性,建立了钢板外部综合传热热流计算模型。利用工业试验,确定了炉膛总括热吸收率计算模型。为使炉温接近真实,建立考虑炉段间温度耦合的炉膛温度计算模型。在此基础上,建立了在线加热数学模型,实现了出炉测量温度与计算温度的相对误差在1%以内。
针对钢板加热优化目标的多维性,提出灰色关联分析法GRA与异步粒子群算法APSO组合,建立了高温固溶炉的灰色异步粒子群加热优化策略。所建策略继承了GRA高维多目标决策和APSO并发求解的能力,为热处理炉加热优化提供了新的求解方法。结合高精度回火炉设备特点,建立了炉温设定和板速设定动态优化补偿策略,实现了加热规程的优化,有效保证了钢板出炉温度命中率。
最终形成了具有特色的高精度回火炉装备:高速热风强制对流加热,低温时换热效率高,加热均匀;加热温度范围100-600℃,100-300℃加热均匀性好,升温速度快;炉温控制精度±3℃之内,炉温均匀性±3℃之内;加热器可采用燃气烧嘴或电加热器,加热后钢板表面质量好,满足高性能钢材高品质、高效率、低能耗、低成本生产的需要,如图6所示。

2.4调质钢板组织调控与高端产品开发
针对热轧钢材形变和相变过程组织调控方法独立、手段单一、强度和韧性难以同时提高的行业共性问题,率先提出晶粒细化、析出粒子纳米化、相变柔性化调控原理,开发成功“温控-形变”耦合高渗透性轧制技术,发展了细晶、析出和相变的综合强韧化理论,创建了连铸-轧制-热处理全流程组织控制方法、析出物控制方法、力学性能控制方法和组织性能预测方法。成功开发出系列高等级减量化钢铁材料热轧及热处理产品,包括:
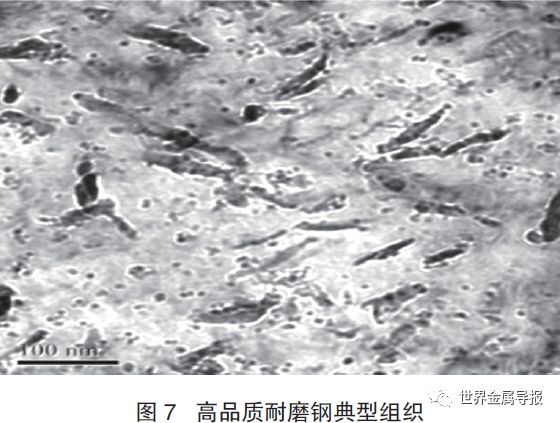
1)在常规C-Mn钢中加入少量Cr、B元素,建立低成本成分体系,开发出100mm厚以下高韧性型、抗高温磨损型、纳米析出型等系列低合金耐磨钢板NM360-NM600,其典型组织为回火马氏体+残余奥氏体+纳米碳化物析出,耐磨性能是同级别瑞典SSAB的1.3倍、德国Dil l ingen的1.7倍,性能均匀性是日本JFE的2.77倍,满足了严寒、高温等特殊工况条件下的使用需求,应用于大型挖掘机、盾构机和掘进机等装备关键部件制造,填补了国内空白,如图7所示;
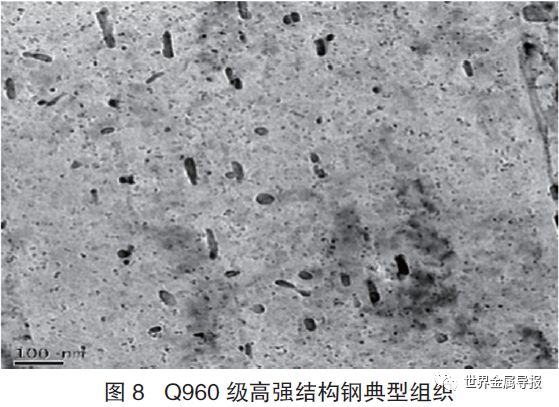
2)开发出系列100mm厚以下高级别(屈服强度最高达1300MPa)结构用钢,Q960级典型热处理组织为回火索氏体+大量纳米碳化物组成的多相组织,Q1300级典型组织为回火马氏体+残余奥氏体+大量纳米碳化物组成的多相组织,成品力学、焊接、成型性能达到或优于瑞典SSAB同级别钢板水平,满足了大吨位起重机、混凝土泵车等高端工程机械设备制造的需求,打破了SSAB长达20余年的垄断局面,并成功的出口到欧美等发达国家和地区,如图8所示。
3)开发出系列高强度海工特厚钢板和大线能量焊接钢板,突破国产化生产、应用瓶颈,成功应用于全球最深半潜钻井平台、南海荔湾油气田、国产二代破冰船、国产大型水面水下舰艇等重点工程关键装备上。
3 结语
基于中心产学研开发平台,东北大学先进轧制与热处理团队研发成功系列钢板离线热处理成套技术与装备,开发出海工、能源、工程机械等系列高等级钢板产品,填补了国内空白,满足了重点领域对高端特种钢板的需求,提升了国家自主保障能力。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763