
碳纤维增强复合材料结构的激光切割介绍
2018-10-19 11:54:24
作者:本网整理 来源:荣格工业资源网
分享至:


充分利用资源是当今时代最大的挑战之一。为了解决这一问题,轻量化的概念已深入到汽车航空航天等交通领域。为了扩大轻质材料和部件的使用,需要能对各种材料进行适当加工、测试和测量的技术,这是实现经济、灵活和自动化大批量生产的先决条件。在这方面,光子技术可以提供有价值的解决方案。
由于激光器的工作模式具备高度的柔性和非接触性,不会发生磨损,因此它为材料加工提供了许多好处,特别是作为对受刀具严重磨损制约的传统加工方法的替代。此外,可根据各自的要求定制能量输入,为加工对温度敏感的复合材料结构提供了新的可能性。

图1:用于资源高效型轻量化建设的光子工艺和工具计划由联邦教育与研究部支持,并由Laser Zentrum Hannover 协调
在支持德国光子研究计划框架内的措施中,德国联邦教育与研究部(BMBF;德国波恩)将目标确定为克服批量生产中广泛采用的轻质材料所存在的制约因素。对于相应的研发(R&D)活动,BMBF提供了总额约为3000万欧元的资金。用于资源高效型轻量化建设,采用了用光子工艺,该计划由Laser Zentrum Hannover(德国汉诺威,图1)进行协调。
计划活动
这个研究计划包含了9个业界领导下的合作项目,分别致力于激光源和光学元件、以及系统技术和应用的开发。除了用于金属部件和混合材料的焊接技术和表面预处理加工外,基于激光的复合材料(特别是不可胜数的碳纤维和玻璃纤维增强塑料)加工,构成了BMBF计划的核心议题。
在这方面,重要的研发活动集中在复合材料加工上,包括树脂传递模塑(RTM)部件的切割和钻削、机器人引导的三维(3D)扫描光学器件、以及使用短脉冲激光辐射的碳纤维增强塑料(CFRP)的修复准备。进一步的实例包括用于粘合剂应用的复合材料表面准备、直接粘合、金属-金属界面的连接,以及复合材料-金属混合物。

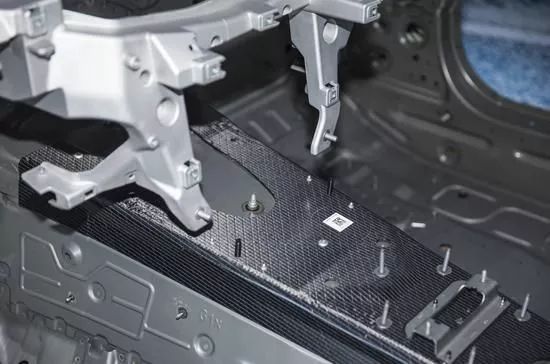
图2:汽车 CFRP 部件遥控激光加工实例
在激光材料加工领域,连续的CFRP基部件和组件代表了相对较新的材料类别,在低密度下表现出优异的力学性能。因此,已确认这些复合材料在轻质建筑中具有实现广泛工业应用的巨大潜力。
应对挑战
在CFRP零部件的制造工艺中,修整、铣削和烧蚀步骤举足轻重。另外一项是材料的逐层去除,以准备由于纤维和基体缺陷或由于纤维与基体粘合不良而引起的复合材料结构的修复或返工。在此背景下,当涉及CFRP加工要求时,传统的加工技术,如铣削、钻削、磨削或磨料水射流切割(这些技术已针对各种现有材料获得了很好的发展),遭遇到工具严重磨损、质量欠佳、设置复杂或灵活性不足等制约。
其主要原因是CFRP材料构造的异质性。以热固性或热塑性聚合物为基质,将两种碳纤维组合为织物或非卷曲织物,从而产生单独材料性质迥然不同的一种统一材料,其结果是从材料加工层面提出了独特的挑战。此外,在切割材料时,必须同步处理两种成分,这造成了巨大的困难。在这方面,CFRP组件的加工带来了很多挑战。
光子工艺可以为许多这些因素提供解决方案,包括激光的高柔性、无接触和无磨损机制,为这种材料的加工提供了优势。局部性的、可调的能量输入为处理复杂的部件或温度敏感型材料提供了新的机会。然而,在批量生产中实施基于激光的工艺需要对过程和高度自动化有透彻的理解,并将环境和职业安全方面的因素纳入考虑。
如果用近红外激光处理CFRP,与基体材料相反,碳纤维会表现出优异的光吸收和散热性能。因此,热量从激光器聚焦点耗散到材料中是由纤维的热传导驱动的。基体则由通过纤维传递的热量间接加热。
为了切割CFRP,需要同时达到热塑性基体材料的熔化温度或热固性体系的分解温度,以及增强碳纤维的升华温度。解决这个问题的方法之一是使用短脉冲纳秒激光器,正如在HolQueSt3D联合研究项目中所演示的那样。
工艺的开发
基于面向汽车工业的轻量化部件,LZH已经开发了用于3D复合材料结构的遥控切割工艺(图2)。通快(德国迪钦根)最新研制的高功率圆盘激光器被用作基本的工艺技术。该光纤引导激光源的发射波长为1030nm,最大平均输出功率为1.5kW。
在恒定脉冲长度为30 ns时,可实现80 mJ的最大脉冲能量,重复频率为18.8 kHz。
为了对汽车部件进行遥控加工,KMS Automation(德国施拉姆堡)设计了一个夹持系统,它解决了激光加工CFRP部件的一系列要求。要求之一是用于过程排放的集成排气系统。具体加工由工业机器人系统执行,包括一个附加的转动倾斜台,承载经调整的复合部件夹持装置。机器人引导可编程聚焦光学器件(PFO)作为加工头,沿切割轮廓运动。项目合作伙伴大众(德国沃尔夫斯堡)和INVENT(德国布朗什威格)针对激光加工对部件特性和可能的后续工艺(例如,底漆和面漆步骤)的影响进行了研究。

图 3:用于修复过程准备的基于激光的 CFRP表面烧蚀
另一个重点是开发2D和3D组件的适应修复概念。为此,LZH开发了用于缺陷区域清理的工艺策略。凭借系统技术的灵活性,可以对复杂自由曲面进行大面积清理(图3)。在激光前处理之后,用克劳斯塔尔工业大学(德国克劳斯塔尔·采勒费尔德)开发的修复概念,可在压力釜中对部件进行修复而不会发生硬化,从而有望实现更灵活、更具成本效益的工艺。
检测和分析工艺排放物,以及开发符合CFRP工艺要求的催化废气处理系统,均发挥了重要作用。来自德国耶拿的Jenoptik Automatisierungstechnik基于加工过程中的排放检测,开发了一个可完全再生、连续工作的排气净化系统。作为相关最终用户,大众公司在整个项目期间为该工艺的开发提供了支持,并对其批量生产的适用性进行了评估。通过处理汽车工业中使用的现有部件,所开发的工艺的适用性在项目结束时得到了证明。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:韩鑫
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763