
【技术帖】塑料油底壳与钢制油底壳的失效分析
2018-05-04 10:39:32
作者:宋林林;董争(南京星乔威泰克汽车零部件有限公司) 来源:《内燃机与配件》
分享至:


0 引言
近年来,随着科技发展和市场需求,汽车工业发展的主要趋势是优化系统成本、提高生产率、促进可持续性以及减少环境污染。主机厂希望在保证汽车性能和质量的前提下,汽车的制造工艺越来越简化,汽车的制造成本控制的越来越低。而作为消费者当然是希望汽车在高性价比的条件下油耗越低越好。发动机油底壳作为润滑油的储存室是汽车上重要的安全部件,现在正朝着低成本、轻量化的方向发展。目前市场上发动机油底壳以钢制和铝合金油底壳为主广泛应用在汽车发动机中。与此同时,具有优异性能的塑料油底壳也逐渐崛起。早在2007 年之前国外就已经将SMC(片状模塑料)复合材料材质的油底壳应用于载货车的发动动机中。2010 年康明斯ISF 系列柴油发动机就采用了伊顿生产的聚酰胺塑料油底壳,此款油底壳是中国第一款量产的塑料油底壳。塑料油底壳的出现无疑顺应了汽车工业发展的主要趋势。

1 油底壳的特点
作为油底壳必须满足一定的机械强度,如高强度、高刚度和耐高温等特点。
1.1 塑料油底壳的特点
塑料油底壳采用如,SMC 复合材料、BASF 的聚酰胺、帝斯曼的PA6 等工程塑料通过注塑成型工艺进行生产制造。塑料油底壳在使用性能方面完全能满足要求,例如帝斯曼的PA6 塑料油底壳满足在应用中对其刚性、抗冲击性和耐化学性的要求。塑料油底壳在隔热、减振降噪等方面也具有优异的性能。而且塑料油底壳采用注塑成型可以提高油底壳的设计自由度,如可生产形状复杂的油底壳,根据CAE 分析出的易受力失效区域,可进行加高保护筋等成型方式消除隐患。另外,在生产成本方面,注塑生产塑料油底壳既可以减少模具制造过程中所产生的费用,还可以缩短其后续的机械加工工序环节。再者生产塑料油底壳的模具使用寿命是铝合金油底壳的9 倍,其生产成本也比铝合金油底壳减少15%~45%。
1.2 钢制油底壳的特点
钢制油底壳是选用薄钢板通过冲压的形式制造的,冲压油底壳在制作生产的过程中具有成本低、效率高和重量轻等优点,而且在使用性能方面具有高刚性、高强度、耐高温等特点。但是其在应用上只适合于那些结构比较简单的产品,并且其在NVH方面也比较差。
2 油底壳的失效分析
在油底壳的失效分析中需考察油底壳所处的位置和环境。由于油底壳位于发动机底部,要经受超强的机械压力,例如路面上飞起的石子或汽车开至人行道时路面台阶造成的冲击。飞石在外表面的每一次撞击,都会在油底壳的内表面产生拉伸应力,这些拉伸应力会导致内表面生成难以检测出来的微裂纹,在发动机继续使用过程中这些微裂纹会继续扩大以致油底壳开裂。油底壳属于薄壳体结构,它的固有频率低,容易与发动机点火激励等机体低频振动的频率接近,导致油底壳因共振而出现疲劳开裂。加强肋的撕裂作用也是导致油底壳开裂失效的主要原因,当油底壳加强肋的强度太低时,在外界交变载荷、低频振动、弯曲振动等外力作用下易造成断裂,加强肋断裂后与薄板的相对运动加剧,薄板便在交变载荷的作用下,产生疲劳断裂或被撕裂。
另外,在实际使用中油底壳的使用温度可高达160℃,大多须在110℃~140℃温度间进行长时间的运转。这种冷热交替的模式将加速塑料油底壳老化失效。
2.1 塑料油底壳的失效分析
塑料油底壳作为工程塑料制品有着塑料本身老化失效的共性,其在,成型加工、贮存、使用和运输过程地中,都不可避免地受到热、光、空气、水分、生物和机械应力等外界因素的作用,会产生氧化、水解、降解、交联、支化和结晶等各种化学、物理变化,致使分子组成、结构状态和分子量发生改变,最终导致塑料油底壳的物理、化学性能变化,使其重要应用性能如强度、刚度等变差而失效。
由于油底壳是处于发动机底部,所处的环境温度较高而几乎无光照,其老化的外在因素主要是热影响和机械应力。油底壳采用的高分子聚合物中若含有活泼侧基,在温度影响下侧基易与主链脱离,导致主链的结构发生变化,使得大分子主链出现不饱和现象,另外高分子聚合物在高温作用下大分子主链也会发生断裂,出现热降解后果。此外,塑料还会与氧气发生氧化降解,使高分子聚合物的分子量降低,并分解产生大量的醛、酮、酸的氧化产物。
塑料油底壳也存在老化的内在因素,主要包括高分子聚合物的化学结构变化,分子量及其分布、物理形态和其立体规整性。
2.2 钢制油底壳的失效分析
针对钢制油底壳失效模式以腐蚀和开裂为主。钢制油底壳一般都经过涂装,当涂层遭到破坏后,裸露的金属基体在腐蚀介质的作用下发生腐蚀反应,尤其是在沿海环境中高浓度的氯离子和工作中高温的油底壳会大大加快点蚀的速度,最终油底壳被腐蚀透而报废。
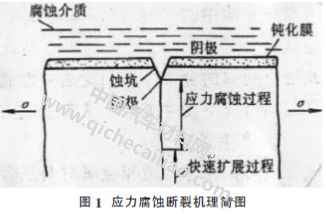
在以开裂为主的失效模式中也存在应力腐蚀(见图1),产生应力腐蚀的应力主要是其中的静态部分,它可以是外加载荷,如飞石在外表面的每一次撞击,都会在油底壳的内表面产生拉伸应力;或装配力(例如拧螺栓的力、胀接力等)引起的应力,中的静态部分,它可以是外加载荷,如由于飞石在外表面的撞击,在油底壳的内表面产生拉伸应力;或装配力(例如拧螺栓的力、胀接力等)引起的应力,也可以是构件在加工、热处理、焊接等过程中产生的内应力。不管来源如何,导致应力腐蚀开裂的应力必须有拉伸应力的成分,在静拉伸力和腐蚀介质的共同作用下将导致金属的应力腐蚀开裂。它与单纯由应力造成的破坏不同,这种腐蚀在极低的应力条件下也能发生;它与单纯由腐蚀引起的破坏也不同,腐蚀性极弱的介质也能引起腐蚀开裂。它往往是没有先兆的进展迅速的突然断裂,容易造成严重的事故。因此它是一种危害性极大的破坏形式。
3 结论
根据目前汽车行业的发展趋势看,塑料油底壳因其具有的减重、降噪、低成本、高效率等优势将越来越广泛使用在发动机上。
从油底壳的失效分析看,两种材质的油底壳失效均以开裂为主。钢制油底壳主要以应力腐蚀开裂失效为主,同时涂层破坏后的腐蚀也不容忽视。塑料油底壳除了受力开裂,其受热、氧等影响发生的老化失效也将是今后在塑料油底壳设计和选材中关注的重点。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763