
克拉2气田Cr22双相不锈钢管道酸洗技术
2016-05-31 13:38:38
作者:樊三新,孙卫松,大庆油田工程建设公司天宇设计院,张立新,杨伟 来源:《腐蚀防护之友》
分享至:


克拉2中央气田在国内首次大面积采用Cr22双相不锈钢管,针对在管线施工中发现焊缝及热影响区有部分氧化现象,必须对此进行处理,为此我们对Cr22钢管焊接后整体酸洗钝化技术进行了攻关研究,我们从工程实际出发研究管道内部清理、酸洗液的配比、酸洗液的注入、酸洗液的回收、酸洗后管道干燥、酸洗后的质量检查以及安全环保等进行了系统的研究,并制定了详细的实施方案,以保证管线投产后能顺利运行。
工程概况
克拉2中央气田地面建设集输管网工程是克拉2中央气田地面建设工程一个组成部分,其管线采用的是UNS S32205双相不锈钢的材质。在管线进行焊接的过程中,由于条件的限制,管线焊缝处及热影响区有部分氧化,出现一些发蓝的现象,因此使得管线防腐的性能有所下降。为了提高管线的耐腐蚀的能力,特别是焊缝及热影响区的防腐蚀能力,对其氧化的部位必须进行严格的处理。
管线布置是按照东西两个方向布置的,并且各井口的管线以支线的形式汇聚到干线上,这样管线进行酸洗时的难度比较大。同时现场地形有一定的起伏,最大的高差能有15-20 米左右。
总体施工技术方案
根据瑞典AVESTA WELDING AB 提供、中国石油天然气集团公司管材研究所翻译的焊接手册我们制定如下酸洗钝化方案:
首先进行内焊缝的机械清理,将焊接产生的内表面的氧化杂物及粗糙的表面进行处理;然后,进行酸洗钝化处理。酸洗方法选用分段式管内浸泡通球循环法进行酸洗钝化。
用管道内焊口除锈机进行清理
管道内焊口除锈机主要用于管道内焊口处表面处理。施工时,将除锈机放入管道内,启动行走电机,爬行至最远的焊缝处,利用CCD 定好焊缝位置后关闭行走电机,除锈钢丝刷开始工作,启动除锈系统的同时打开除尘系统,可吸收除锈时产生的尘埃,较大颗粒的尘埃吸收不起来时,可在除锈完成时,利用除尘系统的强力吹扫功能,将除下来的尘埃吹扫至焊缝较远处;关闭除锈系统和除尘系统,用CCD检查环向焊缝,修复缺陷直至达到质量要求后,启动行走电机,除锈机后退至下一焊缝处继续作业。
该除锈机能连续作业300米,因此可连续焊完几根钢管后再进行管线内表面氧化物及杂物的机械清理。除锈机形式如下图1 所示:
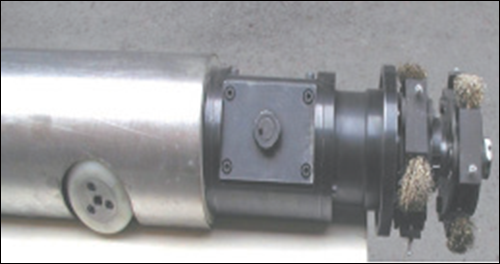
图1 管道内焊口清理机
通球酸洗法(见图2)
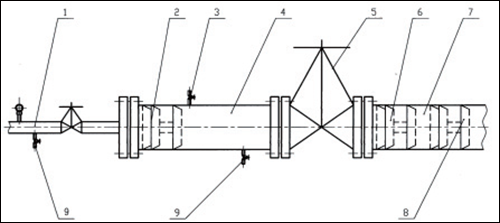
1 进水管 2 清水推的清管器 3 酸洗液进口管道 4 发射装置 5 发射装置处通球阀6 酸洗液推的清管器或涂敷器 7 被酸洗的管道 8 清水推的清管器 9 排泄阀1 进水管 2 清水推的清管器 3 酸洗液进口管道 4 发射装置 5 发射装置处通球阀6 酸洗液推的清管器或涂敷器 7 被酸洗的管道 8 清水推的清管器 9 排泄阀
图2 通球酸洗法示意图
对于东、西集气干线及KL205 井支线,可采用此方法进行酸洗。用连接法兰将发射装置、接收装置和待酸洗管道连接起来,在4 个皮碗式清管器与内涂敷器中间用SS1000 型压裂车注入酸洗液,形成300 米长度的液柱,并在酸液柱前端加一段50 米长的水柱做密封段。待此液柱位置达到酸洗的时间后,用SS1000 型压裂车进行注水作为推动力,将此段的酸液推到下段300 米段,停下待达到酸洗时间后,注入清水再进行下一段的酸洗。以此类推,直至把管线酸洗完。在接收装置处将余下的酸液用运酸车运走。并用罐车把后续的清洗用的废水通过接收装置拉走,进行中和处理后在指定地点进行排放。再第二次大量的清水注入, 进行管线的二次清洗,以保证管线无残余酸液。
此方案的优点是既可节省大量酸洗液,同时又能保证管道顶部不出现漏洗而形成完整的钝化膜,并能及时进行清洗。
对于干线的三通到支线阀门处的管线采用喷淋酸洗法。
由于距离较短,而且有阀门控制,可拆卸后使用喷淋的方法进行酸洗。
井口工艺管线、发球装置区、计量装置部分的工艺管线采用喷淋和浸泡式酸洗相结合的方法进行酸洗。
施工工艺及施工技术措施
管内焊口机械清理工艺及技术措施
1、管内焊口处的机械清理应在当天焊接完成时,焊口内部的机械清理也应该同时完成,最好是在焊口没有冷却时进行。
2、进行机械清理时,应保证发电系统的正常运行,以确保清理设备的行走及钢丝刷子的转动。
3、所用的机械清理设备应保证其行走及清理部分等与所清理的管壁接触的设施必须是不锈钢的,以避免普通碳钢污染管壁。
4、使用前必须校核光学定位系统,保证其准确性。
5、机械清理后管线必须封闭好,避免二次污染。
酸洗及技术措施
1、在待酸洗管道的两端安装发射和接收装置。
2、清管:即用清管器、涂敷器在待酸洗管道中过1-2 遍,以清除管内杂物,保障下一步酸洗钝化能顺利进行。
3、酸洗液的配比设置:
酸洗液不得加入硫化物和氯化物,使氯离子含量严格控制在25ppm 以下。由于野外作业,不用电能,不加热,利用常温,为做到酸洗钝化一步法,我们选用了HNO3+HF酸洗钝化液。酸洗液的配比为HNO3 介质为20% 加HF 介质为2% 加缓蚀剂Lan-826 介质为0.25%。
酸洗钝化的配比量及时间要经过现场试验后来确定。
经初步计算300 米干线需要配制66.7 吨酸液。支线KL205 井管线300米管线需配制26.35 吨酸液。
采用运酸车进行原始酸液的运输,使用40m3 配酸罐进行配液。配好后的酸用20m3 立式酸罐进行储存,并运到管线注酸的入口处。
4、酸洗钝化:
将第一个清管器放在管道中,第二个涂敷器放在发射装置入口处, 按50 米长度管道通过加料口用转酸泵把水加到清管器与涂敷器之间,用清管器自带的电子定位接收机确定其在管线中的位置。待水加到要求的长度后,再放入自带电子定位接收机的清管球,进行酸液的加注,按300 米的管道长加注酸液。待酸洗液加到要求的长度后关闭进料阀门。
5、加酸液的管段进行浸泡酸洗钝化,当钝化时间达到要求时间后启动压裂车,向管线里注水推动涂敷器、酸洗液柱和清管器均匀通过这段管道后进入下段管道。并在此段管停留足够的酸洗钝化时间后,再进水推动涂敷器进入下段酸洗段。以此类推,完成整段管线的清洗,在酸洗过程中,可用清管器通过指示器检测运行情况,掌握运行速度及行走的位置。
使用的清水含Cl- 必须小于25ppm(25×10-6)。
6、清管器、涂敷器及酸洗液的接收:当清管器运行到达末端时,在接收装置的排污口接收酸洗液,直到涂敷器通过排污口。酸液的接收用1 台转酸泵泵入3 台立式20m3 酸罐进行接收储存,并使用背罐车进行运输。
7、酸洗钝化后管道的清洗:酸洗钝化后应将残余酸洗液清除干净, 并再次采用清水进行冲洗。如检验合格后,进行下道吹扫干燥程序。如检验不合格仍继续进行清洗,直至达到合格。
8、清洗废液经处理后可排放。
采用加碱中和的办法对废液进行处理后直接排放到指定地点。
支线与三通处的酸洗处理方法
1、干线与支线连接处的三通
通球酸洗法是在整条管线焊好后进行的,因此在管线三通处就存在酸洗液流串不易控制的问题,我们采用如下方案进行解决( 见图3):
如图3 所示,在三通一端焊上临时法兰,装上耐酸橡胶垫。在盲板端头焊上一个排液阀。在管线进行整体酸洗之后,此接口作为检查口进行酸洗效果的检验。
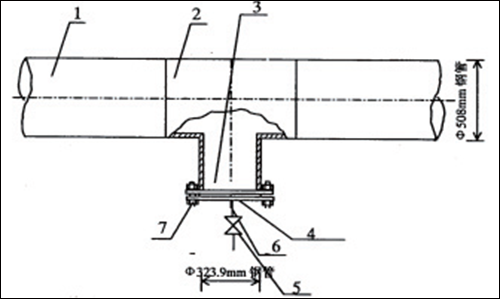
1 待酸洗钢管 2 三通 3 临时法兰4 法兰盲板 5 排液阀 6 放液接管 7 紧固螺母
图3 三通酸洗钝化处理示意图
2、支线从三通处至阀井段的酸洗钝化处理
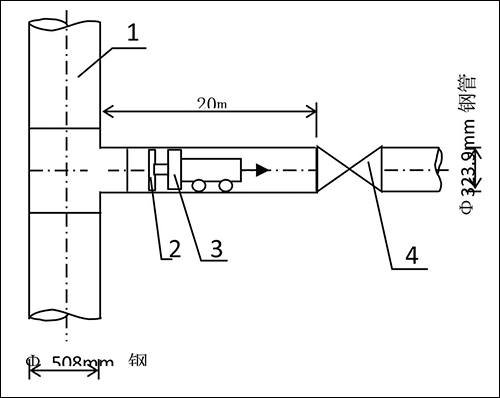
1 干线 2 软体封挡 3 喷头 4 阀井
图4 三通至阀井20m管段酸洗钝化示意图
Φ323.9mm 支线管线从三通至阀井约20 米,对该20 米管线采用以下方法进行处理,其余支线部分采用整体通球酸洗法进行酸洗钝化。
用耐酸喷涂机对从三通到阀井的20 米管线采用倒退喷涂法进行酸洗钝化及清洗处理,如图4 示:
图中,3 为耐酸喷涂机喷头,2 为软体封挡,2 与3 连为一体,它的作用是防止液体倒串至主干线,这样可以一边喷涂,一边倒退,直至完成20m 的酸洗钝化清洗。
管线机械清理及酸洗钝化的质量检验
管线进行酸洗钝化处理后的质量检验从以下二个方面来考虑:
残液检查
1、试纸检验
用酚酞试纸检查表面上残液的冲净程度,pH值中性为合格。
2、蓝点试验
酸洗钝化处理质量,根据需要还可采用蓝点试验法来检验: 用1 克铁氰化钾K3[Fe(CN6)]+3 毫升(65%—85%) 硝酸HNO3+100 毫升水配制成溶液( 宜现用现配)。然后用滤纸浸渍溶液后,贴附于待测表面或直接将溶液涂在待测表面,30 秒内观察表面显现蓝点情况,有蓝点为不合格。需注意的是该试验需待酸洗钝化表面基本干燥后进行,试验后对试验液也应冲洗干净。
钝化膜质量检查
1、外观检验酸洗钝化表面应呈均匀的银白色。不得有明显的腐蚀痕迹,焊缝及热影响区表面不得有氧化色,不得有颜色不均匀的斑痕。
2、活动试件抽检法在干线和支线的三通处加装活动试件,管道酸洗完成后把活动试件取出,进行质量检查,如达不到要求可重复酸洗程序,直至酸洗钝化质量达到要求为止。
管线酸洗后的干燥
管线酸洗后用水冲洗干净,之后必须进行干燥处理,以防止Cl-、Br-、F- 等卤素离子对钝化膜的破坏。
方案:干空气吹扫干燥法
干空气吹扫干燥法一般需空压机和空气干燥机配合应用。在吹扫过程中,还可以加发泡沫清管器来增大扰动,使水膜进一步摊开,能有效提高干燥速率,缩短干燥时间。
干空气吹扫干燥过程分为擦试除水、干空气吹扫、密闭稳定观察和验收四个阶段,其工艺流程见图5。
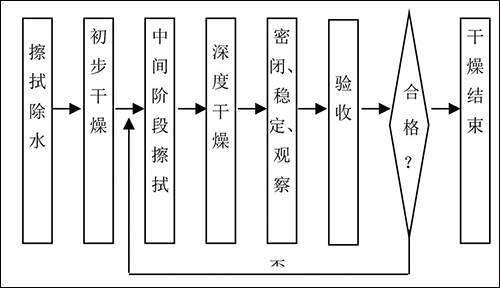
图5 干燥工艺流程图
酸洗过程中的安全技术措施
1、严格按照化学物品管理的要求,在清洗现场必须穿戴口罩和面罩,确保呼吸道不受到化学物品的伤害。
2、严格劳动保护用品使用的管理,及时采取预防措施,特别是安全帽及面罩使用的管理。
3、化学物品的搬运、储存保管严格执行化学用品的管理规定;在搬运和使用的过程中,严格按照要求配戴劳动保护用品,严格执行清洗施工的操作规程。
4、按照化学清洗的要求配备劳动用品,并保证其使用的功能及稳定性。
5、施工人员在槽上投加药剂时,应该在槽上安装跳板和护栏,以防止跌入槽内。
6、加强对现场化学用品保管的管理,对于储存的化学用品要下铺上盖,并建立专门的库房,保证其通风良好,必要时采取措施进行低温保管。
7、使用的设备、设施及连接用的管子必须进行密封试验合格后才能进行清洗作业的施工。
8、废水处理严格按照要求进行处理,检查时必须由业主方、监理方和施工方的HSE 监督员检查合格后,方可按照指定的地点进行排放。
9、在清洗操作时,要在操作的场所铺垫隔离布,避免使化学物品滴落在场地上。
10、按照HSE 例卷的要求,设置便所。
克拉2 中央气田Cr22 双相不锈钢高压集气管道酸洗技术方案,在新疆塔指组织的方案竞标中,经与会专家论证获得通过,实施后取得良好效果。
作者简介

樊三新,高级工程师,1983年毕业于吉林工业大学,在大庆油田工程建设有限公司工程设计研究院从事施工技术研究工作,发表过多篇论文。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475