



镍基高温合金作为现代高端制造业的关键材料,在600℃以上承受应力的极端工况下仍能保持优异性能,其卓越的高温强度、抗氧化性、抗疲劳等特性,成为航空航天、能源等领域不可或缺的材料。纯净度在性能调控中占据重要地位。夹杂物和有害元素的存在,会严重破坏合金微观结构的均匀性,进而降低其稳定性、力学性能、耐腐蚀性能等。在高温服役条件下,这些缺陷极易诱发裂纹萌生与扩展,导致材料过早失效。因此,实现对合金纯净度的精准控制,优化熔炼工艺以最大程度减少缺陷,是提升合金性能的关键所在。 经过半个多世纪发展,镍基高温合金熔炼工艺主要包括电弧炉熔炼(Electric Arc Furnace Melting,EAFM)、等离子感应电炉熔炼(Plasma Induction Fur⁃nace Melting,PIFM)、真空感应熔炼(Vacuum Induc⁃tion Melting, VIM)等单炼工艺;VIM+电渣重熔(Electroslag Remelting,ESR)、VIM+真空自耗重熔(Vacuum Arc Remelting, VAR)等双联熔炼工艺和VIM+ESR+VAR 等三联熔炼工艺,其中最为普遍的是双联或三联熔炼工艺。单炼工艺操作相对简单,但难以满足高性能合金对高纯净度、成分精确控制等严格要求;双联熔炼工艺巧妙结合不同熔炼方法的优势,在提升合金质量方面有一定成效;三联熔炼工艺则通过多工序协同,实现对合金成分、质量和性能的深度调控,最大限度保证合金高纯净度,但工艺复杂、生产成本偏高。 近年来,国内外学者对镍基高温合金的熔炼工艺进行了广泛探索并取得重要进展,然而,当前该领域仍面临一些亟待攻克难题。比如,杂质元素难以精确控制、合金元素烧损问题难以解决、偏析和斑点缺陷的形成机制复杂,缺乏可靠的预测与控制方法等。深入研究熔炼工艺,对提高合金纯净度及改善其性能具有重要意义。因此,本文对镍基高温合金在熔炼中的特点、缺陷问题及解决策略展开探讨,旨在为熔炼工艺的持续优化与未来研究方向提供参考依据。
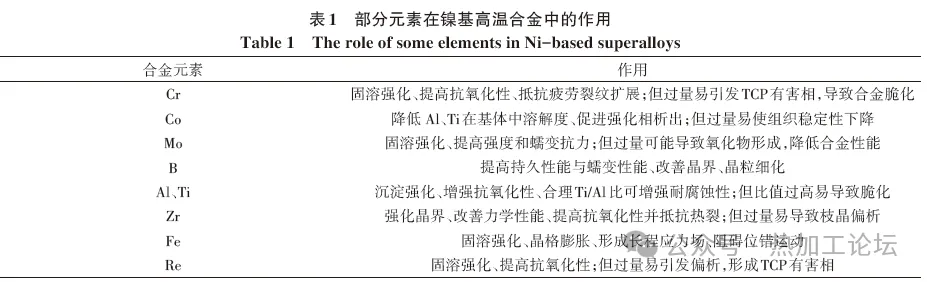
01|镍基高温合金的熔炼特点 镍基高温合金因镍基体1455℃的高熔点特性,加之Cr、Mo、Zr、Re等合金化元素的引入调整合金体系能量状态来维持高熔点水平,从一定程度上对熔炼工艺选择提出了严格要求,部分元素在镍基合金中的作用见表1。镍基合金熔炼过程面临多重挑战,首先是高熔点导致熔体需在高温区间长时间保持液态,加剧了熔体与炉衬材料的物理化学作用,引发合金元素烧损与夹杂物生成。再者熔体对氢、氧、氮等气体具有较强吸附能力,研究表明,在高温环境下,镍熔体中氧溶解度会急剧增加。而水蒸气、二氧化碳等氧化性气氛则会促进氧化亚镍(NiO)生成,一氧化碳和氮气的引入也可能形成气孔等缺陷。值得注意的是,尽管镍的氧化活化能高于铁基合金,但其熔体在高温下与二氧化硫反应生成硫化镍(Ni3S2)倾向显著,此脆性相易沿晶界析出,严重危害材料性能。针对以上难点,现代镍基高温合金熔炼普遍采用多级工艺来协同控制。VIM熔炼作为首炼工艺,利用真空环境有效抑制合金氧化,并通过电磁搅拌实现成分均匀化;后续二次重熔ESR过程中,渣系在高温下形成液态渣池,通过渣-金界面反应去除硫、氧等有害元素;而VAR重熔则利用水冷铜结晶器来控制凝固速率,抑制元素偏析并减少缩孔缺陷。工业实践也表明,真空感应炉的真空装置、电渣炉的精确控温装置以及真空自耗炉的良好冷却装置,共同实现着复杂炉气环境下对合金质量的精准控制。
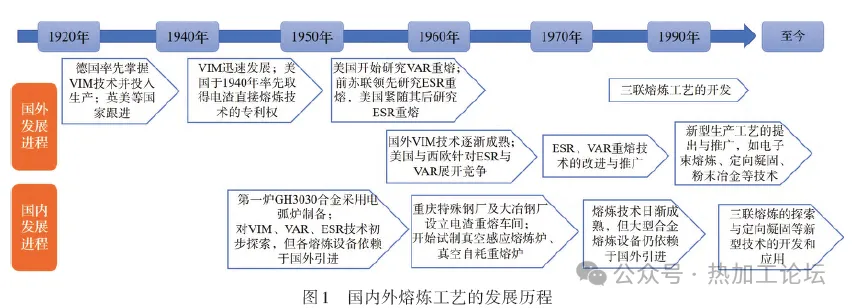
02|熔炼工艺发展历程 镍基高温合金单炼工艺中目前普遍采用的是VIM熔炼工艺。VIM熔炼依托的真空感应炉最早起于20世纪20年代,被用于镍铬合金的熔炼,德国率先安装一台4t容量炉子并投入工业生产。然而,第二次世界大战期间,随着真空技术的进步,VIM熔炼才迎来实质性发展。同时,欧美及日本迅速跟进,将该技术推至实用化水平。二战结束后,尤其是20世纪50年代起,航空产业蓬勃发展,对高强度耐高温合金的需求急剧增长,VIM熔炼更加成熟。目前,美国已有容量为60 t的真空感应炉。 相较于国际发展进程,我国研发起步较晚,起初在苏联专家指导下,我国第一炉高温合金GH3030于1956年在抚顺特钢一炼车间开始试炼,但由于当时技术落后,该合金仅采用电弧炉制备。之后同年又进口了2台10 kg级真空感应炉。自改革开放以来,我国真空感应炉制造业迎来飞速发展,目前已成功研制了近千台各种容量的炉子。例如,抚顺特钢VIM设备容量涵盖3、12、20 t等;宝钢特钢VIM设备容量涵盖1、6、12 t等。科研单位和高校实验室同样配备真空感应炉,例如,北京航空材料研究院、中国科学院金属研究所、北京科技大学等。 在ESR熔炼方面,美国于1940年率先取得电渣直接熔炼技术的专利,Kellogg公司利用此技术生产高速钢及Fe-16Cr-25Ni-6Mo高温合金。而电渣重熔技术的发展则追溯至20世纪50年代,苏联在该领域的工业化进程较领先,1958年,乌克兰扎波洛什市的德聂伯尔地区便建立配有4台0.5t电渣炉的电渣重熔车间;美国的菲尔思特林公司(Firth Sterling)紧随其后于1959年建成3.6 t工业级电渣炉。但此技术在欧美的全面推广直至1965年才真正启动。我国在电渣焊的基础上对ESR熔炼工艺的掌握始于1958年。随后于1960年在重庆特殊钢厂及大冶钢厂设立了电渣重熔车间。1962年开始把ESR熔炼应用于生产GH4037合金。在随后的70~80年代里,该重熔工艺被各国广泛应用于熔炼冶金等多个领域。目前,德国萨尔钢厂配备的165 t电渣炉是国外容量最大的电渣设备。我国上海重型机器厂也曾与北京钢铁学院(现北京科技大学)合作建成200 t级电渣炉;抚钢安装有1、3、15 t等容量电渣炉;宝钢特钢有1、15、20 t等容量电渣炉,我国电渣炉容量正逐步扩大,但与之相关的先进技术如同轴导电、恒熔速控制等与国外相比仍有差距。 VAR 熔炼工艺专为生产钛、钴等活泼金属及钨、钽、钼等难熔金属而开发,自20世纪50年代末在美国开始应用于航空材料(包括钛及高温合金)的重熔过程。美国和西欧于1959至1965年在其与ESR熔炼上展开过激烈竞争,最终综合评估后得出结论:单就纯净度而言,两者相当;而在去硫及非金属夹杂方面,VAR熔炼不及ESR熔炼;在气体(N、H、O)脱除效果上,VAR熔炼优于ESR熔炼。随着航空航天及燃气轮机工业快速发展,对自耗锭的直径规格要求日益严格,从ϕ406 mm→ϕ508 mm→ϕ660 mm(GH4169)→ϕ810 mm(GH4738、GH4698)→ϕ920 mm(GH2706)→ϕ1050 mm(GH4169),意味着真空自耗炉需不断改进。我国于20世纪60年代初开始试制自耗炉,经多年发展,目前抚钢装有3、18、30 t(国内吨位最大)等容量真空自耗炉;宝钢特钢有1、6、12 t等容量真空自耗炉;一些科研院所如中科院金属研究所等同样配备有自耗炉。但值得注意的是,国内多数6t及以上的大型真空自耗炉仍依赖于国外引进。 除传统的VIM、ESR 和VAR 熔炼工艺以外,镍基高温合金的制备领域还涉及新型技术的应用。 这些技术包括电子束熔炼(Electron Beam Melting,EBM)、激光增材制造(Laser Additive Manufac⁃turing, LAM)、粉末冶金(Powder Metallurgy,PM,以及定向凝固(Directional Solidification,DS)等,新技术的引入不仅为提升镍基高温合金的纯净度开辟了新路径,还致力于进一步优化合金组织结构与综合性能。 结合以上内容,总结了国内外熔炼工艺的发展历程,如图1所示。
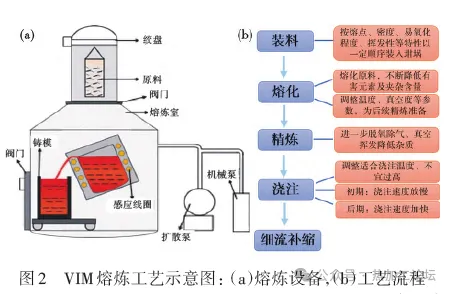
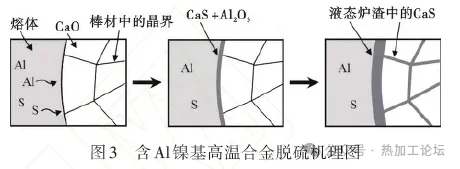
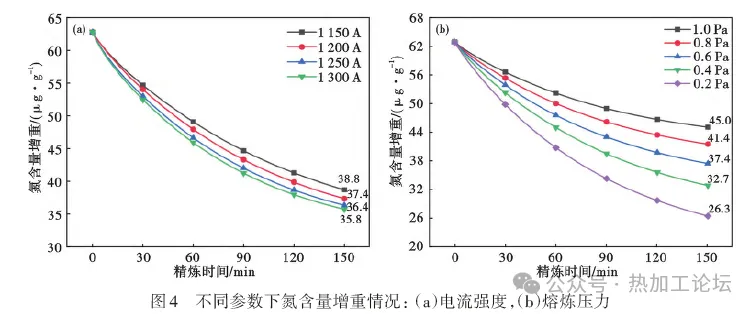
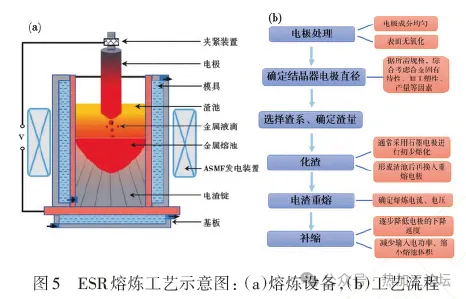
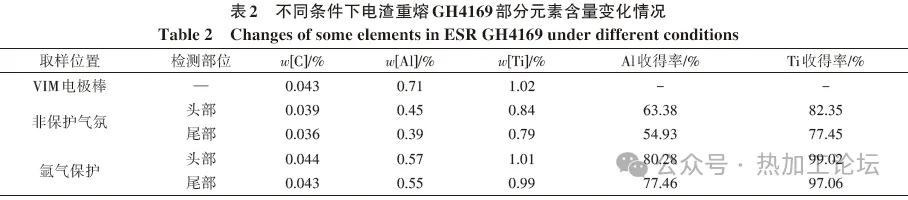
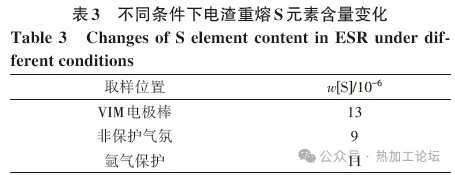
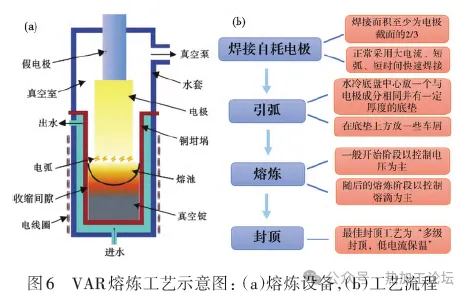
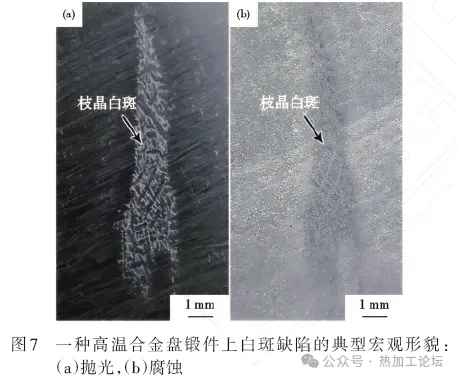
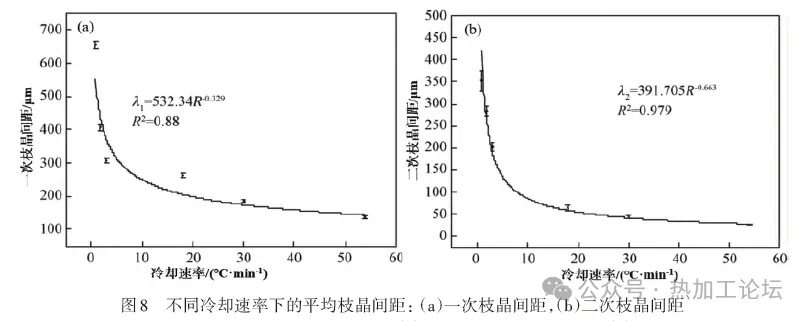
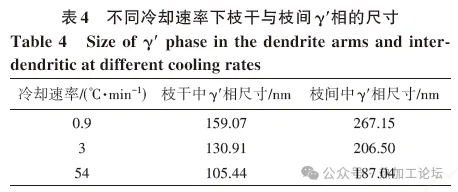
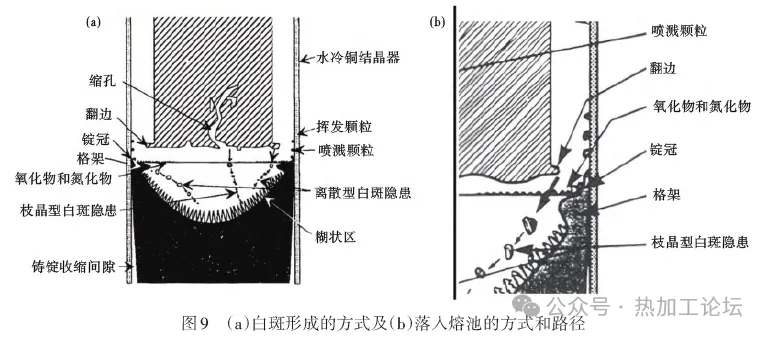
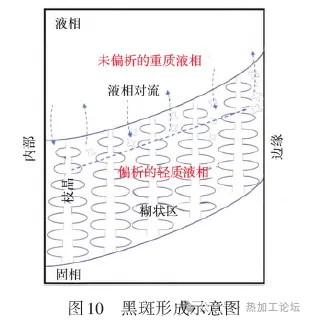
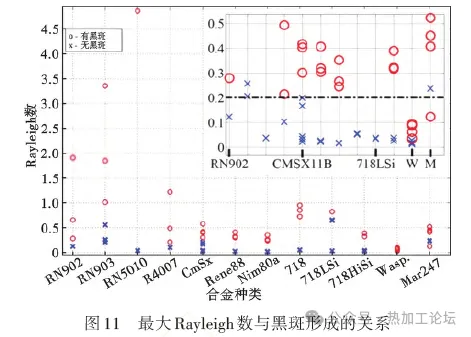
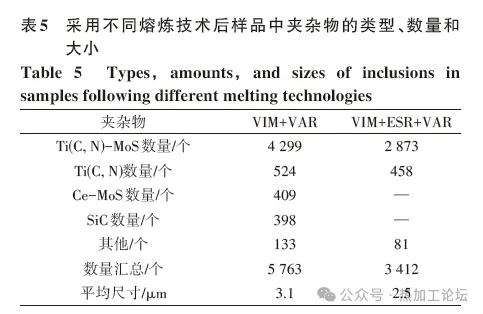
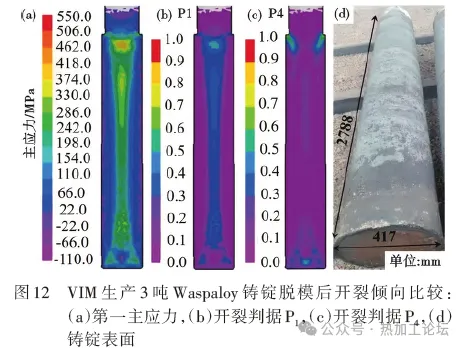
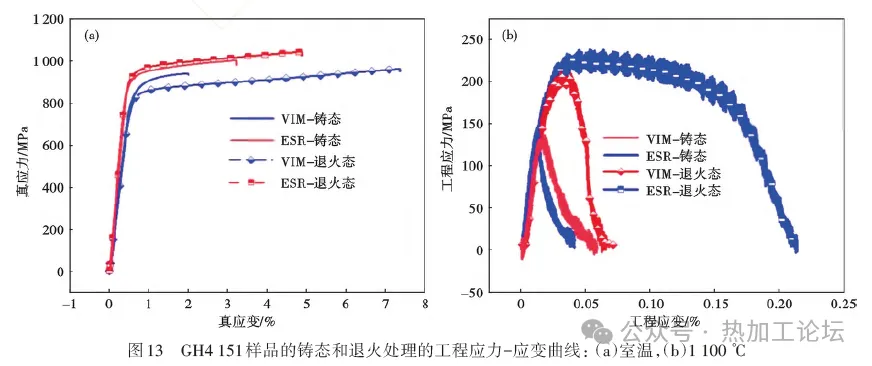
03|熔炼工艺方法及其质量控制 3.1 单炼工艺(VIM) VIM熔炼源于感应加热技术。其原理遵循电磁感应、集肤效应和热传导三个基本原则。即在真空下,利用磁性较好的金属导体通过电磁感应获取感应电流,当电流以一定频率变化时,便产生感应磁场,这时导体由于磁场作用而在自身内部产生涡流,涡流通过电阻热效应进而产生热量,使金属迅速升温。图2展示了VIM熔炼设备及工艺流程的示意图。 该工艺具备如下特性:(1)由于除装料外的步骤均在真空下进行,因此,避免了金属液与气体反应而导致的污染问题。(2)碳元素具备强脱氧能力,其产物CO被抽离至系统外部,降低了因脱氧产物残留于熔体中造成的污染。(3)能够对合金化学成分精确控制,特别是Al、Ti及Zr等元素,其含量可被控制在极窄波动范围内。(4)合金内气体成分及低熔点有害杂质元素,在熔炼中得以部分蒸发或通过炉渣去除。然而,该工艺亦存在局限性,包括在高温下熔体与耐火材料坩埚之间发生反应、脱硫难度较大,以及所制备铸锭内部可能存在疏松、缩孔、夹杂等。 众多学者对VIM熔炼存在的各类局限进行研究力求寻找解决方案。 1)S的脱除。S在高温合金中以杂质元素存在,形成的夹杂物往往成为疲劳裂纹萌生和扩展的通道,对整体性能产生负面影响。Zhang等在CaO坩埚熔炼中分析一种镍基高温合金内ω[S]变化,发现虽然CaO能够与硫反应生成CaS,但脱硫效果有限,ω[S]仅从0.002 4% 降至0.001 6%左右。而添加ω[Al]为0.6%后,ω[S]进一步降至0.000 5%以下。同时,Utada等也发现CaO坩埚确实能够降低ω[S],但CaO会与Al反应生成三钙铝酸盐(Ca3Al2O6)导致ω[Al]减少,可能降低合金的蠕变性能。为进一步揭示脱硫机制,Kishimoto等开展CaO坩埚在1400~1600 ℃下对含Al镍基合金的脱硫实验,脱硫机理如图3所示。合金内Al和S元素与CaO发生反应,在CaO表面生成CaS和Al2O3。而Al2O3与CaO会进一步结合形成液态炉渣,通过大量捕获CaS使硫脱除。且此炉渣还可能促进精炼反应而加快脱硫效率。Horie等的研究还发现在CaO中加入适量MgO比单独CaO坩埚具有更高脱硫率。稀土元素也有助于脱硫,Lin等研究熔炼中稀土氧化物对CaO坩埚脱硫的影响,确定了脱硫的中间产物为CaxREyAlzOm。Fan等对CaO-Y2O3复合体系与熔体间的界面反应机制进行研究,发现了脱硫过程的界面分层现象,这为后续开发更高效脱硫和稀土元素控制技术提供了重要参考。 2)O的脱除。O在镍基高温合金中主要以微量杂质形式存在,主要包括固溶态和氧化物夹杂两种。固溶态氧对合金性能影响较小,而氧化物夹杂则常常成为疲劳裂纹的萌生点和扩展通道,对合金持久强度、蠕变等关键性能产生负面影响。 在CaO坩埚熔炼方面,李清华等探究熔炼时的脱氧效果时发现,采用较长熔化期对脱氧过程有利。当向合金中添加ω[C]为0.02%时,可提高熔化期的氧脱除效率;加入ω[Al]为0.5%时可再次促进脱氧反应,最终在适当精炼时间后,合金中ω[O]降至低于0.000 6%。针对上述脱氧现象,王国全等进一步探究碳和铝元素在脱氧中的机理。发现在合金液中碳与氧的反应可表示为[C]Ni+[O]Ni=CO↑,而铝与氧的反应则可表示为2[Al]Ni+3[O]Ni=Al2O3。而铝脱氧中还会在CaO坩埚壁形成低熔点3CaO·Al2O3渣而进一步促进脱氧。在MgO 坩埚熔炼方面,杨玉军等研究C、Al、Ca等元素在MgO坩埚熔炼时的脱氧反应。发现通过C、Al、Ca等元素的综合作用,可将合金中的ω[O]快速降至0.001%以下,这一发现为元素与脱氧工艺的结合提供了新思路。近年来,随着对合金纯净度要求的不断提高,学者们致力于通过调整工艺参数来减少杂质氧,通过不断调整熔化时间、真空度、C初始加入量等条件控制ω[O],确定最佳参数范围而生产出高纯净度镍基高温合金。 3)N的脱除。N在镍基高温合金中主要以溶解态、氮化物或碳氮化物形式存在。当合金中ω[N]超出TiN在固相线温度下的饱和溶解度时,会形成粗大TiN夹杂。其含量有时会高出氧化物夹杂一个数量级,从而对合金力学性能产生严重影响。 脱氮的首选坩埚通常是CaO坩埚,其在高温下与氮反应生成氮化钙(Ca3N2)而具备强脱氮能力。在工艺参数方面,真空度、精炼温度和时间对氮脱除有重要影响。王旻等对高Cr镍基高温合金的脱氮热力学研究,发现氮在合金中的平衡溶解度较高且主要受真空压力控制。李清华等调整真空压力时发现,在0.1 Pa条件下可将ω[N]从0.000 5%降至0.000 1%,而在6~19 Pa 时ω[N]只能降至0.000 3%,结合以上分析提高真空度是降低熔体中ω[N]的有效措施。精炼温度与时间需合理设置,通常精炼温度在1500 ℃左右能使耐火材料中的氮等杂质元素进入合金液最少;长精炼时间有利于降低气体含量,但过长易使合金与坩埚发生有害反应而降低纯净度。电磁搅拌对氮分布也有一定作用,Wang 等在IN718 合金脱氮的数值模拟中发现,电磁搅拌能加速氮传质速率,且增加电流强度和降低熔炼压力均能有效降低氮在熔体中的溶解度,如图4所示。Qian等进一步研究不同搅拌强度的脱氮机制,发现在高速搅拌下,脱氮过程受液相质量传递和气-液界面反应混合控制;而在低速搅拌下主要受气-液界面化学反应控制。 脱氮机理方面,目前普遍认可的脱氮过程是氮原子扩散至熔体表面、界面反应生成N2及N2扩散至气相。此过程通常在不同条件下符合一级即扩散反应、二级即界面化学反应或两者混合的规律。随着模拟技术的发展,脱氮反应模型正不断改进,Zhao等提出的多物理场模型,通过模拟电磁场、流场及温度场的作用来分析熔池内的氮传质机理,显著提高了脱氮动力学的预测精度。但在脱氮热力学方面,目前的大量模拟多停留于铁基合金,如Wang等在脱氮计算中所参考的参数多是铁基合金数据,这将导致计算结果与实际有较大偏差。因此,未来建立适合镍基合金的热力学数据显得尤为重要。 4)凝固缩孔消除。缩孔疏松常出现于合金液经过浇注得到的感应锭中,主要由凝固时熔体补缩不足导致。早期研究对合金成分、浇注工艺、冒口等因素的作用进行过探讨并取得一些成果,但作为直接影响熔体流动性与补缩能力的浇注温度等参数却少有提及,主要源于浇注过程的复杂物理机制导致研究难度大。但近年来数值模拟的兴起使此问题得到一定解决。如Zhang等通过模拟建立多维模型来优化浇注参数,指出浇注温度1450℃、浇注时间14 s时缩孔率最小。但值得注意的是,仅VIM熔炼的合金缩孔、偏析等缺陷仍不少存在。 可见,众多学者针对VIM熔炼工艺在S、O、N等杂质元素消除与缺陷控制方面展开了研究并取得重要成果。然而,该工艺在高温下熔体易与坩埚反应、某些杂质含量依然偏高及缩孔偏析缺陷仍普遍存在等问题,始终未能得到有效解决。在此背景下,双联熔炼工艺应运而生。 3.2 双联熔炼工艺 为满足更高纯净度要求,联合熔炼成为镍基高温合金生产的主导方式。在此过程中,一次熔炼旨在精确获取合金所需的化学成分,而二次重熔则着重进一步减少气体与夹杂含量。以下将重点介绍VIM+ESR和VIM+VAR两种双联熔炼工艺。 3.2.1 真空感应熔炼+电渣重熔双联熔炼工艺(VIM+ESR) ESR熔炼的核心是利用电流通过熔渣时产生的电阻热为热源来熔炼金属及其合金。在渣池的加热下,电极端部逐渐熔化形成熔滴,随后经渣池进入金属熔池。熔渣与渣池较高的温度及电磁搅拌作用,为熔渣与熔体的充分接触提供了良好的热力学与动力学条件。最后通过结合化学精炼与控制凝固技术,生产出高品质铸锭。图5展示了ESR熔炼设备及工艺流程的示意图。 ESR熔炼具备以下特点:(1)脱硫效果好,脱硫方式主要有三种:熔渣脱硫、气化脱硫和电化学反应脱硫。有研究发现熔炼中的CeO2熔渣有极高的脱硫效率,脱硫率可达约90%。(2)去除气体和夹杂物。由于熔炼设备良好的结晶条件,使再生夹杂的尺寸细小、分布均匀,硫化物夹杂的形态与分布也明显改善,但除氢效果差,所以必须选择合适的熔渣成分控制氢的来源。 结合ESR熔炼特点看,在VIM基础上进行ESR熔炼可发挥两者的优点以精炼合金,从而呈现更高纯净度。但化学成分难以精确控制和对熔渣要求高是ESR 熔炼中的主要挑战。若熔渣中含有氧化铁、氧化硅等不稳定氧化物时,将导致Al、Ti等元素的烧损。因此,如何精确调控合金中Al、Ti元素含量,成为ESR熔炼时需重点关注的核心问题。 学者们集中在渣系选择、参数调整、工艺改进三个方面解决Al、Ti烧损问题。 1)渣系选择方面。Tan等探究渣系中具体成分对Al、Ti含量的影响排序,指出增强Al损失的渣依次为SiO2>FeO>TiO2>CaF2>MgO;而增强Ti 损失的为FeO>SiO2>Al2O3>CaO。邢宝富等在重熔GH4033合金中发现,采用由CaF2、Al2O3、CaO、MgO组成的四元渣系可降低Ti元素烧损且加入约3.4%TiO2粉可再次降低烧损量。Hou 等建立热力学模型分析渣-金属多相反应来优化CaF2∶CaO∶MgO∶Al2O3∶TiO2=47∶25∶3∶(25-x):x渣系时发现,当x=10即w[TiO₂]为10%时,该渣系的熔化温度最低而利于平衡Al、Ti烧损并降低O、S含量,也保证了铸锭表面光滑。巨建涛等在IN825合金低氟渣系的研究中提出Al、Ti含量差异对氧化行为的影响。当两者含量差异较大时,Ti元素易被氧化;而较小时,Al元素易被氧化。Shen 等还建立了GH4706 合金的CaO-MgO-Al2O3-TiO2-CaF2-FeO-SiO2渣系模型,使Al、Ti 烧损量降低至10% 以下且成功用于工业试验。因此,结合以上分析,在实际生产中需合理设计渣系以控制Ti/Al比满足要求。 2)工艺参数方面。李乐松等研究GH4169D合金在不同熔炼温度下Al、Ti元素烧损特点,发现Al烧损程度与温度呈负相关,Ti则呈正相关,这一发现与Duan等在探究IN718合金重熔中Al、Ti的氧化行为相契合,进一步验证了不同条件下元素烧损规律的相似性。Li等还在重熔IN718plus合金中提出了温度参数与渣系成分的协同效应,发现高温下提高w[Al2O3]和w[CaO]可减少Al烧损;低温下提高w[TiO2]可减少Ti烧损。未来ESR熔炼中Ti、Al烧损控制研究将聚焦于多功能渣系与温度的精细协调。 3)技术改进方面。在原基础上还逐步发展出一些新型重熔技术,包括保护气氛电渣重熔(Protec⁃tive Atmosphere Electroslag Remelting, PESR)、真空电渣重熔(Vacuum Electroslag Remelting, VESR)、电渣快速重熔(Electroslag Rapid Remelting, ESRR)等,新型技术的应用以期提升电渣锭质量及缩减成本。 目前阶段,VIM+PESR熔炼相较于VIM+ESR熔炼展现出更大优势,主要归因于ESR熔炼常直接暴露于大气中,易导致O2引入及易氧化元素烧损问题。因此,需采用惰性气体如氩气作为保护气氛。陈韩锋等聚焦于PESR熔炼下GH4169合金的冶金质量研究,结果见表2、表3,可看出相较于非保护气氛,VIM+PESR熔炼下电渣锭在C、Al、Ti等元素的收得率、均匀性分布及脱氧效果方面均有提升,然而脱硫率却略有下降。赵子民等则采取加装全密闭气氛保护罩的方式对电渣炉改造。发现改造后的Ti 元素收得率高达96%(原始状态下为88%),该措施有效缓解了元素严重烧损问题及锭头尾部位分布不均的现象。 可见在VIM+PESR熔炼下,镍基高温合金正呈现更具特色的优势。但随着合金质量和性能要求的不断提高,电渣重熔还需不断升级,最终目标是更高洁净度和更高生产效率。PESR 正逐步向VESR发展,即真空代替惰性气体进行熔炼,做到零氧化,这也有利于减少O2、N2等气体的污染。而国外关于此技术的公开资料有限,我国正逐步突破该领域的技术封锁,并已成功研制出首台用于生产的2t真空电渣炉,但掌握程度较不成熟,未来仍需加大投入与研究。 此外,ESR熔炼的镍基高温合金普遍存在偏析问题,甚至比VAR熔炼更严重,主要是源于其通常以电阻热去熔化电极,使熔炼时热传导率低,与VAR熔炼相比产生更深熔池和更长凝固时间进而加剧偏析,因此,对于元素含量偏高,凝固时两相区温度范围宽的合金不再适合ESR熔炼。大多学者针对偏析多集中于VAR熔炼研究,但也有学者对ESR熔炼的偏析缺陷提出一些解决策略。石骁指出适当降低重熔电流有利于缓解偏析,但过低又易发生吸氮、吸氧现象。Manikandan等研究IN718合金时发现增大冷却速度可抑制Laves相形成而减弱偏析。 Liu等、Medovar等、Dong等均提出通过采用单电源双回路的抽锭式新型电渣重熔设备,能使熔池趋于浅平化以减弱偏析。结合以上分析,选择何种工艺需综合考虑合金特性且如何做到元素控制与偏析消除的协调还有待研究。 3.2.2 真空感应熔炼+真空自耗重熔双联熔炼工艺(VIM+VAR) VAR熔炼原理是将一次熔炼的母合金锭作为重熔电极,在燃弧过程中,电极以一定速率熔化并得到精炼,同时,受水冷铜结晶器强制冷却作用,铸锭顺序凝固,从而改善铸锭结晶结构。此工艺创造出一种低氧的熔炼条件,有效降低了易氧化元素的烧损且偏析缺陷也有所改善。图6展示了VAR熔炼设备及工艺流程的示意图。 结合VAR熔炼过程看,VIM+VAR 双真空熔炼工艺相较于VIM单炼工艺具有更好除杂除气能力。但VAR 熔炼也有自身的两大局限,一是偏析问题,包括宏观偏析和微观偏析,在镍基高温合金中宏观偏析易表现为点状偏析,微观偏析易表现为枝晶偏析,两种偏析均对合金性能不利,且均匀化及热加工过程后难以完全消除。二是斑点问题,同样严重影响合金性能,特别是当周围聚集夹杂物时危害更大。斑点分为白斑和黑斑。白斑中的溶质元素贫化,腐蚀表面呈亮白色,晶粒比基体粗大。根据形状、特点和形成原因可分为分离状白斑、树枝状白斑和凝固白斑。图7展示了一种高温合金中枝晶白斑的典型宏观形貌。而黑斑则是在横截面上以深褐色浸蚀斑点出现,本质上属于宏观偏析,组织一般为等轴晶。斑点缺陷在合金中的形成机制与来源复杂,这类缺陷是当前国内外高温合金领域关注度最高的冶金缺陷之一。 学者们通常通过控制VAR熔炼的两大参数来探讨偏析问题。 1)熔化速率。熔化速率作为VAR熔炼的一个关键参数,对铸锭的偏析行为有显著影响。赵雅婷等利用元素平衡分配计算探究宏观偏析时发现,当熔速过高时,合金中出现由富Ti、C的一次碳化物和富Ti、Cr、W的Laves相组成的“点偏区域”。王资兴等则在IN718合金自耗锭中发现,一次枝晶在合金边缘更密集,而二次枝晶在中心更密集且间距相较半径R/2处略有增加。随熔速提高,中心与R/2区域的二次枝晶间距均增大。而熔速过高,两区域又出现二次枝晶干粗化甚至熔合现象。相关研究还表明适当降低熔速有利于减少疏松和夹杂的数量。然而,熔速也不宜过低,Zhao等的研究指出,过低的熔速会降低熔池流动性,使低密度夹杂难以通过浮力上浮至熔池表面被排除,反而可能在铸锭内聚集。因此,结合以上分析,中等熔速条件对提高高温合金质量较为良好。 2)冷却速率。随着航天事业的迅速发展,自耗锭直径日益增大,冷却速率控制同样受到较多关注。Cui等考虑水冷坩埚对合金铸锭内部电磁场的影响,建立了用于宏观偏析缺陷的预测模型,为理解铸锭内部偏析提供了新视角。Patel 等在IN718合金不同冷却速率下的微观组织研究中发现,随冷却速率降低,二次枝晶臂间距逐渐增大,枝晶间液相中的溶质分离现象也更明显。Nawrocki等则通过建立不同直径IN713C试样的二次枝晶间距与冷却速率的函数模型,发现冷却速率越高,铸造得到的直径越小,晶粒细化效果越显著,枝晶偏析明显改善;并强调模具温度是影响冷却速率的重要因素。黄科杰等探究不同冷却速率对GH4151合金元素偏析的影响规律。如图8与表4所示,发现无论是一次还是二次枝晶,其间距均随冷却速率增加而减小,枝干与枝间γ′相尺寸也呈现类似趋势,组织均匀性随高冷却速率得以提升。结合以上分析提高冷却速率有利于减轻偏析。在具体措施上,国内外学者均认为在铸锭和结晶器间引入导热性良好的气体如氦气,可提高热提取率使熔池深度减小,进而降低偏析程度,使成分分布更均匀。 鉴于斑点问题在国内外备受关注,以下将对其展开深入探讨。 1)白斑。白斑的形成源于真空感应电极冶金质量欠佳及VAR熔炼过程的不匹配。这种现象使熔炼时电弧稳定性遭到破坏,进而导致非金属漂浮物、锭冠、喷溅物和掉块等落入熔池。由于在糊状区这些物质来不及完全熔化,最终形成白斑。图9展示了白斑的具体形成方式和落入熔池的路径,可以看出白斑形成途径多样,锭冠、喷溅物和掉块的掉落路径也各不相同。在VAR熔炼中,任何环节控制稍有疏忽,都极有可能产生白斑。Grignard 等在IN718合金的研究中发现,白斑可能源自冠部、架部及电极环等位置,其中,冠部因下落时间短、初始温度低及合金元素(尤其是Nb)贫化成为其形成的重要来源。谭海兵等则在GH4586合金的白斑组织特征分析中发现,白斑以枝晶白斑形式存在,微观组织由MC型碳化物、M6C型碳化物及大尺寸非共格γ′相组成的第二相团簇构成。指出白斑的形成源于电极本身的内应力和缩孔导致的开裂、掉块行为。李思彤在GH4169合金的白斑研究中发现,铸锭中白斑属于枝晶白斑和块状白斑,白斑部位存在晶粒长大现象,且δ相发生缺失。并指出其形成原因源于熔炼工艺不当、偏弧、弧长过长以及裂纹/缩孔中的气体等。综合以上学者的研究成果,可以看出,提高自耗电极质量及优化VAR熔炼过程是控制白斑的有效措施。 (2)黑斑。黑斑是一种宏观通道偏析现象。在合金凝固过程中两相区内,枝晶生长时会将部分溶质元素如Ti、Nb、B等排入枝晶间的残余熔体中,这将导致富集溶质元素的熔体与正常熔体形成密度差,进而产生流动。当熔化速度较快、熔池较深,且凝固速度较缓慢时,富集溶质元素的熔体在凝固后便形成黑斑。图10展示了一种镍基高温合金黑斑形成的示意图,可以看出,糊状区液体对流引起的部分枝晶碎片流至试样边缘,由于边缘与内部的散热条件差异,边缘处的冷却速率明显高于内部。在此情况下,受垂直对流作用,到达边缘的碎片在重力影响下逐渐凝固形成黑斑。同时,另一部分碎片在到达边缘前在对流通道中凝固形成倾斜黑斑。 Wang等在IN718合金熔炼时的工艺参数对黑斑影响中发现,当电极直径减小或弧隙变化时,会导致熔池深度增加而改变电流分布,使凝固过程更不稳定,进而形成黑斑。代朋超等则在一种镍基高温合金黑斑形成机理研究中发现,黑斑主要由富Ti的碳化物严重偏析造成,结合热力学计算指出Ti与C在液态下不同程度的偏聚行为是造成黑斑富集的原因。李桐等对IN718合金的黑斑数值模拟中发现,黑斑易在凝固早期形成,且熔化速率越快,黑斑数量便越多。Wang等在GH4065合金的研究中指出,降低VAR熔炼的熔化速率、加快冷却速率可减少黑斑形成率。国外学者还在VAR熔炼中黑斑的预测准则与检测方面进行过探索。Aubur⁃tin等通过对一种镍基高温合金进行凝固实验来研究不同凝固界面角度下的黑斑形成情况,并基于传统Rayleigh判据发现,黑斑的形成与凝固界面角度相关。在此基础上充分考虑方向渗透性后提出修正的Rayleigh判据,可用于评估不同凝固条件下的黑斑形成倾向。Valdés等也对Rayleigh判据进行修正,并提出倾斜凝固界面影响下的最大局部Rayleigh数黑斑预测准则。此准则保留了渗透率张量的各向异性,从而能够较好分离有无黑斑的试验情况。最大Rayleigh 数与黑斑形成的关系如图11所示,Rayleigh数的临界值接近0.2,低于此值通常不会出现黑斑。同样指出,倾斜凝固界面会增加黑斑形成率。Böttger等进一步考虑熔池的几何形状、糊状区的渗透性、熔体的密度梯度以及凝固速率提出一种基于熔池中熔体瞬时流动的新判据,通过计算熔池中非等温流动分量而准确预测黑斑形成情况。Genereux等在高强度镍基高温合金的黑斑表征中发现,黑斑与基体密度相似使超声波难以探测;而在宏观蚀刻中,蚀刻剂(HCl+H2O2)虽可有效增强对比度,但此方法在实际生产中却难以广泛应用,因此,黑斑检测在工业中仍面临较大挑战。 可见偏析与斑点缺陷始终是制约VIM+VAR熔炼镍基高温合金性能提升的关键问题。根据合金特点选取恰当工艺参数,并提高自耗电极质量,已成为洁净化熔炼的重要基础。近年来该方向的发展趋势显著,自动控制系统、数值模拟技术等先进手段的应用日益广泛。 3.3 三联熔炼工艺(VIM+ESR+VAR) 针对镍基高温合金对纯净度要求的不断提升,双联熔炼工艺因固有的局限而难以满足大规格合金的需求,进而推动了三联熔炼工艺的发展。三联熔炼工艺包括正三联(VIM+ESR+VAR)和倒三联(VIM+VAR+ESR),然而倒三联熔炼工艺在工业中使用较少。有关研究通过对比ESR 和VAR 发现,相较于VAR熔炼,ESR熔炼展现出更高热惯性,其更易控制进而有效避免温度波动。所以,经改进的ESR熔炼在可靠性上有望超越VAR熔炼。据此三联熔炼工艺普遍遵循先ESR熔炼后VAR熔炼的过程,这样即可将ESR熔炼中去除杂质和VAR熔炼中降低氧化烧损的优点充分结合。国际变形高温合金界也广泛认可三联熔炼工艺的优越性。美国的GE 和PW、英国的RR、法国的SNECMA、德国的MTU、日本的NIMS等知名航空公司与研究机构,均认同三联熔炼工艺是实现变形高温合金具备长寿命与高可靠性的基础。 目前,三联熔炼工艺因生产的合金质量更加可靠已吸引国内外众多学者关注。国外对IN718合金研究较多,Moyer 等的研究发现,相较于VIM+VAR双联熔炼工艺,三联熔炼工艺生产的IN718合金更洁净且性能更稳定,其超声检测信号较双联熔炼工艺减少约一个数量级,黑/白斑缺陷也有所减少。随着对热稳定性能需求的不断提升,IN718合金正逐步向性能更优的IN718plus合金发展。 而我国应用较广泛的GH4169 合金(仿美IN718 合金)和GH4738合金在三联熔炼工艺上也颇有进展,陈国胜等对采用VIM+PESR+VAR 工艺与VIM+VAR工艺生产的GH4169合金进行对比发现,三联熔炼工艺中PESR制作的电极无缩孔且纯度高,使VAR熔炼过程更稳定,宏观缺陷产生率大幅下降。杜金辉等同样指出,三联熔炼工艺的突破提高了GH4169 合金的纯净度,特别是将w[S]降至低于0.000 5%的水平。此外,Chen等对比VIM+VAR和VIM+ESR+VAR 工艺对GH4738 合金纯度的影响,对比结果见表5,可以看出,双联熔炼工艺生产的合金中存在四种主要夹杂物,而三联熔炼工艺中仅存在两种。三联熔炼工艺的夹杂物数量更少、尺寸更小,且研究中还发现三联熔炼工艺生产合金的拉伸强度和疲劳寿命均高于双联熔炼工艺。这些研究成果进一步证实了三联熔炼工艺在大规格铸锭方面的独特优势。 随着镍基合金服役条件的严格化,更大型合金铸锭的熔炼已成为现在的发展方向。然而三联熔炼工艺中依然存在一些缺陷,其中包括开裂及偏析等。熔炼中产生的缺陷会随合金组织遗传而继续存在到后续工件中,尤其是开裂严重限制了大尺寸合金的发展。当VIM电极一旦出现裂纹,将降低后续ESR或VAR熔炼中电流、电压等参数的稳定性,严重时可能导致报废,造成重大经济损失。2016年,德国的Saarschmiede公司生产的23 t,ϕ1 000的Al⁃loy263铸锭是当时世界上最大的三联熔炼工艺铸锭,而同时期最大的VIM+ESR双联熔炼工艺制造的Alloy铸锭却能够达到70t,ϕ1300。因此,学者们多集中于三联熔炼工艺的合金开裂机理探索,通过合适的操作制度或后续处理等方式避免或消除裂纹。 1)铸锭开裂机理。高温下的裂纹形式主要为热裂,其发生在凝固的最后阶段,此时,固相含量较高,热裂纹在枝晶间液膜或晶界中扩展。此阶段的合金处于拉应力状态,液体孔隙率受到限制。因此热裂是由拉伸应力过大与液相不足引起的。影响热裂敏感性的因素主要有铸造参数和化学成分,然而,当前阶段专门针对高温合金铸锭凝固中热裂纹产生的具体机理研究还比较缺乏。 Jia等对GH4151合金在三联熔炼工艺下的开裂行为研究中发现,VIM合金锭的裂纹为热裂且沿枝晶间扩展,形成的主要原因是元素偏析和复杂相的析出;而ESR和VAR合金锭的裂纹为冷裂,其中,ESR合金锭的裂纹穿晶扩展,VAR合金锭则沿晶和穿晶混合扩展,γ′相分布不均是导致这些裂纹的主要原因。Chen等同样对GH4151合金进行研究并提出适用性的热裂敏感性系数公式。指出当冷却速率为10°C/min时,合金对热裂纹最为敏感。减少凝固过程中柱状晶生长也能抑制热裂纹产生,因此,Wang 等对三联熔炼工艺生产的GH4742合金进行研究,发现进行永磁搅拌(Perma⁃nent Magnetic Stirring, PMS)的合金在凝固时能够使枝晶破碎,进而阻止柱状晶生长,但随搅拌转速增加合金开裂现象并未进一步改善。 2)工艺参数优化。三联熔炼工艺中的高温合金由于合金化程度较高,使其在微观中存在枝晶偏析,同时宏观上也存在白斑、宏观偏析等,参数的不合理使铸锭可能出现明显的缩孔、热应力甚至开裂。脱模过程同样可能会产生裂纹,在铸锭凝固中,内部的较大温差导致高热应力水平。如果在炉内冷却停留时间不足便取出进行脱模,应力集中或热应力过大可能导致开裂,甚至整体报废。 Jia等对GH4151合金的三联熔炼工艺进行研究,基于流体力学计算,得到了适合于铸锭脱模时间为57 min的结论。Li等对IN718合金熔炼的脱模过程进行数值模拟,确定了适用于500 kg及以上级别铸锭熔炼的工艺参数。Zhang 等对Waspaloy合金铸锭的熔炼过程使用ProCast软件进行数值模拟,通过构建相应热裂纹产生判据,确定了合适的脱模时间,铸锭脱模后的开裂倾向模拟结果如图12所示,图中开裂判据P1指第一强度理论即最大拉应力理论;开裂判据P4指第四强度理论即畸变能理论。通过对实际生产的3 t铸锭进行对比验证了计算的准确性。同时,Zhang 等也对IN718合金使用MeltFlow和Abaqus软件进行了模拟,进而建立含应力计算的重熔模型和开裂判据,模拟结果与实验相符,能够准确确定安全脱模时间,这为优化熔炼工艺并提高铸锭质量提供了重要参考。 3)热处理及均匀化。在镍基高温合金中,热裂纹的产生是因为枝晶偏析从而生成脆性相,采用热处理的手段可减少合金在VIM熔炼中产生的热裂纹。同时,经过均匀化处理,能够降低合金偏析程度,从而减少缺陷对铸锭的影响。 Jia等对VIM 熔炼的GH4151合金ESR电极进行退火处理,铸态与退火态合金的工程应力-应变曲线如图13所示,可以发现无论室温还是高温,退火处理均改善了合金的力学性能,尤其高温下退火态合金的抗拉强度和伸长率上升趋势更加明显。同时,Jia 等还发现三联熔炼工艺生产的GH4151 铸锭主要由晶界处的MC 碳化物、大尺寸的γ′相及残留的共晶化合物引发裂纹,随后进行热压缩实验,确定了不连续动态再结晶是其主要的形核机制,并绘制热加工图确定了合适的温度范围为1120~1135°C,合适的应变速率为0.1~1 s−1。此外,Yao 等观察并对比了不同工艺生产的GH4169合金热变形行为,包括三联熔炼工艺的铸态、均匀化以及增材制造,其中均匀化态合金表现出比铸态更优异的性能,枝晶偏析明显消除,晶粒尺寸和沉淀相分布也更均匀,大幅度降低了裂纹的形成概率。 结合以上学者的研究看出,尽管三联熔炼工艺已被广泛应用于高质量镍基高温合金的纯净化熔炼中,但有关缺陷的表征与消除仍是众多学者及机构的进一步研究方向。况且我国三联熔炼工艺发展起步较晚,技术掌握方面与欧美国家相比仍不成熟,在洁净度和性能上存在不足之处,尤其是我国自主研制的大规格GH4169合金,成分均匀性与力学性能方面与美国生产的IN718 合金相比仍有差距,在此基础上,我国将进一步着手于GH4169合金的性能优化及新型镍基高温合金的相关研究。
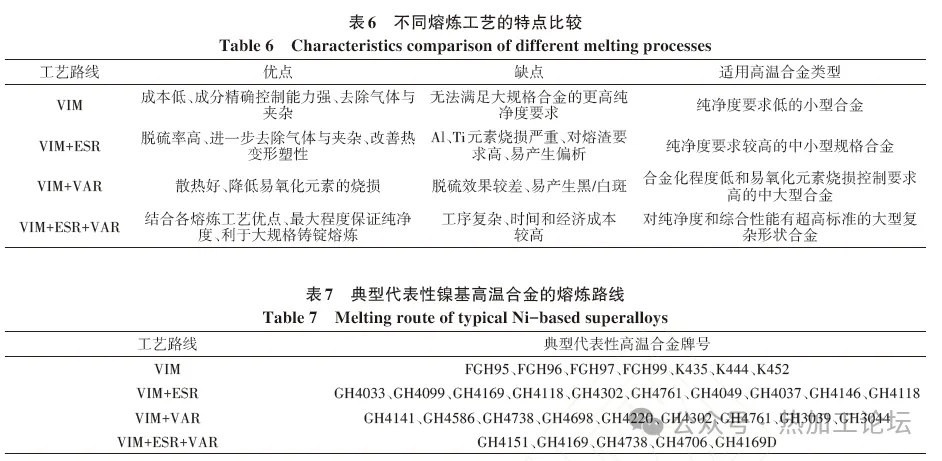
04|熔炼工艺的选择 综合单炼、双联熔炼及三联熔炼工艺的特点来看,三联熔炼工艺无疑是保证镍基高温合金纯净度最好的熔炼方法,但此工艺工序复杂,成本较高,并不适用于每一种合金。在实际生产中,需综合考虑合金成分、性能要求和生产成本等要素,进而选择恰当的熔炼工艺。表6和表7分别展示了不同熔炼工艺的特点比较及典型代表性镍基高温合金的熔炼路线。 VIM熔炼已相当成熟且成本较低,对整个合金的化学成分精确控制能力强,能够去除部分气体和夹杂物,但无法适用于一些对杂质含量很敏感且成分均匀性要求严格的高温合金。因此,对于纯净度要求相对不是很高且有一定性能要求的小型合金,采用VIM熔炼能够初步满足服役条件。具有典型代表性的通常是FGH95、FGH96、FGH97 等粉末高温合金和K435、K444、K452等铸造高温合金。 VIM+ESR双联熔炼工艺能够进一步去除S等杂质元素及非金属夹杂,同时改善热变形塑性,使合金在高温下保持良好力学性能,进而得到表面质量较好的铸锭,但Al、Ti等元素的烧损及偏析问题较为严重,因此,VIM+ESR双联熔炼工艺适用于纯净度要求较高的中小型规格合金,同时,保证Al、Ti等易烧损元素的控制要求低。典型代表性的高温合金牌号有GH4033、GH4099、GH4169等。 VIM+VAR双联熔炼工艺因受到水冷铜结晶器的冷却作用而具备良好的散热条件,且双真空也形成一种低氧环境,有助于降低易氧化元素的氧化烧损。然而,对于P、S等杂质元素的去除效果并不明显,且易产生黑/白斑问题。再结合成本,VIM+VAR双联熔炼工艺适用于合金化程度低和易氧化元素的烧损控制要求高的合金。典型代表性的高温合金牌号有GH4141、GH4586、GH4738等。 VIM+ESR+VAR三联熔炼工艺能够充分结合各熔炼技术的优势,最大限度确保高温合金纯净度,尽管这一工艺会增加相应的时间和经济成本。因此,三联熔炼工艺一般适用于对纯净度和综合性能有超高标准的大型复杂高温合金。典型代表性的高温合金牌号有GH4151、GH4169、GH4738等。
05|结论 镍基高温合金的熔炼工艺对其性能与质量优劣起着重要作用。本文综述了单炼、双联以及三联熔炼工艺特征及其在镍基高温合金的应用情况。主要结论如下: 1)单炼工艺(VIM):适用于对纯净度要求较低的小型高温合金生产。该工艺具备成本低廉、操作流程简便以及化学成分控制精确等优势。然而,在杂质元素控制及缩孔偏析等方面,该工艺仍存在一定局限性。 2)双联熔炼工艺(VIM+ESR、VIM+VAR):在单炼工艺的基础上提升了合金的纯净度与综合性能。 具体而言,VIM+ESR双联熔炼工艺适用于中小型规格的高温合金生产,能够高效去除硫等杂质元素,但会导致Al、Ti 等元素的过度烧损。相比之下,VIM+VAR双联熔炼工艺更适用于合金化程度较低且对易氧化元素烧损控制要求较高的合金,其具备良好的散热条件与低氧环境,但可能会引发偏析及表面斑点等缺陷。 3)三联熔炼工艺(VIM+ESR+VAR):三联熔炼工艺充分综合VIM、ESR和VAR的优点,能够最大限度保证合金纯净度,适用于对纯净度和性能有超高标准的大型复杂形状高温合金。然而,该工艺工序复杂、成本较高,且在我国的技术掌握与应用方面仍有提升空间。 当前,虽然熔炼工艺已取得显著进步,镍基高温合金的熔炼仍存在一些亟待解决的问题,熔炼工艺的研究与发展将主要体现在以下几个方面: 4)在VIM熔炼方面,应致力于优化熔炼工艺中的各项关键参数,如熔炼时间、真空度等,并持续探索和开发新型熔炼技术,以实现对S、O、N等杂质元素及某些缺陷的高精度控制。 5)在ESR/VAR熔炼方面,针对元素烧损、偏析、黑/白斑等缺陷,进一步探究其形成规律与协同控制机理,借助数值模拟技术和大数据分析等手段,精准预测不同缺陷的形成规律,进而调整其关系降低缺陷形成概率。 6)在三联熔炼工艺方面,为满足大规格高温合金的迫切需求,亟须优化各熔炼阶段的协调性,以提高合金整体均匀性及力学性能,缩小我国熔炼技术与国外先进水平之间的差距。 来源:北京科技大学材料科学与工程学院
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”