



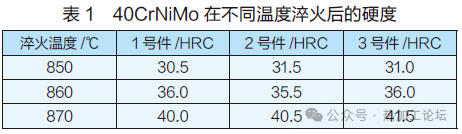
钢的热处理是将钢在固态时以一定的方式加热、保温,然后采用合适的方式冷却,使其最终获得所需要的组织结构和性能的工艺。热处理工艺按照加热、保温和冷却方式的不同,可以分为3种:整体热处理、表面热处理和化学热处理。整体热处理是对工件整体进行加热,常用方法有退火、正火、淬火(淬火+低温回火)、回火、调质(淬火+高温回火)等。表面热处理是对工件的表面(一般深度为几毫米)进行的热处理工艺。常用的方法有表面淬火和回火(如感应加热淬火)、气相沉积等。化学热处理可以改变工件表层的化学成分、组织和性能。常用方法有渗碳、渗氮、碳氮共渗等。以中煤公司目前的设备和加工能力,工件都采用整体热处理的加工方式。 热处理可以改善钢材使用性能和工艺性能,通过恰当的热处理,才能充分挖掘材料潜力,从而起到减少零件重量,提高产品质量,延长使用寿命的作用。中煤公司生产的液压支架产品中,元件、连接件、和部分结构件都需要经过热处理工序,以提高工件的组织结构和使用性能,而检测工件热处理后力学性能主要有强度、塑性、硬度、韧性、疲劳极限等。力学性能不仅是机械零件设计、选材、验收、鉴定的主要依据,还是对产品加工过程实行质量控制的重要参数。中煤公司实行以硬度检测为主的质量控制过程。 材料的硬度是指其抵抗局部变形,特别是塑性变形、压痕或划痕的能力。用于机械加工的各种工具,某些机械零件都应具备足够的硬度。生产中常用压入法测量硬度,其方法是将一定几何形状的压头,在一定的压力作用下,压入材料的表面,根据压入的程度来测量硬度值。压入法测量硬度常用的方法有布氏硬度(HB表示)、洛氏硬度(HR表示)、维氏硬度(HV表示)。 中煤公司有两台门式布氏硬度计和多台洛氏硬度计(金刚石圆锥)用于日常检测使用。由于两种硬度计所使用压头不同,计算方法的差异,布氏硬度计适用于硬度较低的钢(如退火、正火、调质的钢),洛氏硬度计(金刚石圆锥)适用于硬度较高的钢(如淬火钢、调质钢、深层表面硬化钢)。在测量硬度时,首先要确保硬度计的合格,排除因硬度计不合格导致的硬度检测误差,所以要定期校验硬度计。 工件经热处理后,出现硬度不合格的情况,主要分为以下情况:硬度超高,硬度不足,和硬度不均匀。中煤公司生产的有硬度要求的热处理零部件主要涉及调质(淬火+ 高温回火)和淬火(淬火+ 低温回火),调质一般要求240~280HB 或260~290HB,淬火一般要求35~40HRC或40~45HRC。出现硬度不合格的主要原因则可以主要概括为以下几种情况:材质问题,淬火对硬度的影响,回火对硬度的影响。 1 材质原因 1.1 碳含量 淬硬性是以钢在理想条件下淬火能达到的最高硬度来表征的材料特性,是表示钢淬火后获得硬度高低的能力,而决定钢淬硬性的主要因素是钢中碳的质量分数。碳含量越高,钢的淬硬性越高。我们所用钢材大部分为外进材料,厂家不同,批次不同,钢材的碳含量也不同。另外钢材化学成分国家标准对碳含量的范围要求较宽松,例如常见合金钢27SiMn含碳量在0.24%~0.32% 之间,上下线之间差距0.08%,直接影响了不同碳含量钢材的淬硬性。 1.2 其他元素 为了获得或提高碳钢的某些性能而在冶炼时特意加入碳钢中的元素称为合金元素。但是,由于原料、冶炼方法及工艺操作等问题的影响,总有少量硫、磷,硅、锰等元素残留下来,这些称之为杂质元素。杂质元素一般会对钢的性能有不利影响,合金元素则会改善钢的性能。 (1)杂质元素的影响 锰:锰具有较强的脱氧能力,可消除钢中氧化铁夹杂物,降低钢的脆性。锰在钢中能溶解于铁素体中,起到强化钢的作用。因此,锰在钢中是一种有益元素。 硅:硅比锰有较强的脱氧能力,使铁素体强化,提高钢的强度和硬度,但同时也降低了钢的塑性和韧性,总体而言,硅还是有益元素。 硫:硫不溶于铁,常以硫化铁形式存在奥氏体晶界上,熔点低,易导致钢的热脆性,因此硫是有害元素,含量要严格控制。 磷:磷能溶入铁素体中产生固溶强化作用,使钢的强度、硬度显著提高,但塑性、韧性却急剧下降,尤其是钢的低温脆性(冷脆)更大,因此磷是有害元素,含量要严格控制。 (2)合金元素的影响 几乎所有合金元素均能不同程度地溶于铁素体、奥氏体中形成固溶体,使钢的强度、硬度提高,但塑性、韧性却有所下降。其中Si、Mn、Ni 等元素的强化效果显著;Ni、Cr、Mn 等元素在少量加入时不仅能强化材料,还能使钢保持好的韧性。 Ti、Mo、Cr、Mn、W、V等元素在钢中能与碳结合形成碳化物,这些碳化物一般都有高的硬度、高熔点和稳定性,当均匀弥散分布时,显著提高钢的强度、硬度、耐磨性。 1.3 组织晶粒 原材料出现组织严重不均匀,部分晶粒过于粗大,会直接影响淬火后硬度的均匀性或材料的淬透性,造成硬度不均匀。 1.4 脱碳层 原材料、铸、锻件表面出现脱碳层或是有氧化皮、锈斑等,造成表面脱碳,淬火后会出现表面硬度不均匀。尤其锻件容易出现脱碳现象。 2 淬火对硬度的影响 淬火加热温度低或保温时间短,炉温分布不均、炉内温差大、零件相互接触影响了热量传递的速度等,造成零件的加热不均匀,奥氏体成分不均匀,碳化物溶解不充分,或者亚共析钢中铁素体未全部溶入奥氏体中,都可造成表面硬度的不均匀。常见钢材淬火加热温度见表1。 40CrNiMo在最初确定淬火温度时经历几次试验才最终确定下来,初查《热处理手册》空气炉淬火温度为850~870℃,油冷。试验后不同温度下淬火硬度如下表1。 850℃、860℃淬火后的硬度低,未完成马氏体转变,870℃淬火后硬度符合马氏体转变后的硬度,所以确定40CrNiMo淬火温度为870℃。 淬火冷却介质及冷却方式。淬火冷却介质的选择不当或冷却介质温度过高,零件在淬火冷却时速度未超过临界冷却速度,冷却不充分。缸类零件在冷却介质中未作平稳的上下作用运动导致缸管中间温度高,外面温度低,冷却不均匀,或是淬火时零件出现堆积现象。冷却介质中存在杂质,零件表面存在气泡等附着物或在介质中形成蒸汽膜而未充分运动或冷却介质未进行强制循环,冷却介质性能下降,淬火后零件表面硬度不均匀。对于双液淬火,严格控制进入第一种淬火介质的时间,冷却时间按有效厚度3~5mm/s 计算,视材质、形状、尺寸而调整。常见钢材淬火冷却介质见表2。 零件在加热过程中执行了错误的工艺或加热质量差是造成硬度不合格的重要原因。每种材质的淬火温度都不相同(常见钢材淬火温度见表1),没有在要求的淬火温度内进行正常的热处理,或者保温时间不足或过长,都有可能造成零件的欠热、过热、过烧、氧化、脱碳及变形、开裂等问题,最终导致淬火硬度不合格,甚至报废(如过烧,变形,开裂等)。 3 回火对硬度的影响 3.1 回火温度的影响 正常的回火温度是根据淬火后零件的硬度和零件的设计要求制定的。如果回火温度高于正常要求的温度,会造成马氏体的分解而降低硬度。如果回火温度低于正常要求的温度,淬火马氏体未完全转变为回火组织,则会造成硬度超高。另外,对含有强碳化物形成元素的钢,当500~600℃回火时,马氏体中析出细小弥散分布的合金碳化物,使钢的硬度不降反升,这种现象称为二次硬化。零件在二次硬化区进行回火,势必造成硬度的提高,因此要避开此温度回火。常见钢材回火温度见表3。 3.2 回火时间的影响 当回火时间过短,淬火马氏体未完全转变为回火组织,组织中存在残余马氏体,造成硬度偏高。 3.3 回火脆性的影响 虽然脆性和硬度不是正相关的关系,但是,通常情况下,硬度高,脆性大。钢在回火过程中,可能发生两种类型的脆性:一种是碳钢和合金钢在200~400℃范围内回火时出现,时间越长越明显,这类回火脆性即使回火快冷或重新回火都无法避免,称为第一类回火脆性,也称不可逆回火脆性。它与材质有关,因此在材料选择上要认真考虑。 另一种是某些合金钢在450~550℃温度区间加热回火或是高于600℃回火后在450~550℃温度内缓慢冷却而出现的回火脆性。它与冷却速度有关,重新加热到600℃以上后快速冷却即可消除,称为第二类回火脆性,也称可逆回火脆性。因此,在选择回火冷却介质时,要充分考虑是否会出现第二类回火脆性,如果会,回火时要选择快速冷却方法,如水冷。常见钢材回火冷却介质见表3。 4 防止硬度不合格的措施 通过分析热处理前后可能出现的导致硬度不合格的原因,总结出以下几方面来避免硬度不合格,或是硬度不合格后改正的方法。 事先检查原材料的组织缺陷,对出现质量问题的材料采取措施加以消除,如进行预先热处理,退火等方法。 对原材料存在脱碳层、氧化皮、锈斑等情况,应加工除掉后才能进行热处理。如果条件允许,可以在零件的加热过程中,选用合理的热处理设备和加热介质,如可控气氛炉、盐浴炉、流动粒子炉或真空炉等,避免在加热时出现表面氧化和脱碳。 编制合理热处理工艺,确定合理的装炉量、装炉方式、冷却介质。淬火时,工件在淬火温度下入炉,保证合理的加热温度和加热时间,使组织完全转变为成分均匀的奥氏体。 回火时,选定合理的回火温度和回火时间,使组织完全转变为回火组织。对于双液淬火,严格控制进入第一种淬火介质的时间,避免淬火硬度过高或发生变形、开裂。 对于截面悬殊大和比较薄的工件,有缺口和棱角的工件应进行合理的加热和冷却保护。形状复杂的零件,有不需淬火的孔眼,尖角以及厚度变化很大时,为防止变形和开裂,可堵塞石棉绳和耐火泥或采用专用工具加以保护。工件在冷却介质中做平稳的上下运动,减少零件间的叠加,零件在热处理前避免加工成封闭的形状。 冷却介质温度要保证在合理的范围内,水温保持在20~40℃,油温≤ 70℃,对冷却介质进行良好的搅拌或补充,确保冷却的均匀一致,消除硬度不均现象。 零件加热过程中,多关注设备供电状况及仪器仪表是否出现故障或失灵,避免因设备故障造成热处理不合格。 对回火后硬度偏高的零件可以适当提高回火温度,重新回火;对硬度偏低的零件则要重新淬火处理。对偏离硬度要求较大的零件则要考虑工艺温度之外的影响因素,改用其他处理方法,或报废。 当硬度出现大范围不合格时,考虑硬度计是否为正常状态,取试块校验硬度计,如压头有损坏或变形,应及时更换压头。 来源:热加工论坛


免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”