
案例分享:汽车螺栓装配时多次开裂又是什么情况
2021-09-08 15:32:02
作者: 热处理生态圈 来源: 热处理生态圈
分享至:


螺纹联接是汽车制造技术中最基础、标准程度最高的机械零件,同时也是汽车行业运用最广泛的联接工艺,结构简单,联接可靠,在整车装配过程中具有高精度、装配方便、零件拆装便利、重复使用性好等优点。零件采用螺栓联接,就是依靠“拧紧”所施加扭矩来实现两个被联接体紧密贴合并具备足够的轴向预紧力(即轴向拉应力),以确保被联接零件的可靠联接和正常工作。在装配时,夹紧力必须足够大,以保证被连接零部件在工作过程中不发生相对移动;另外,所施加的夹紧力必须保证螺栓和被联接零部件在装配和服役过程中不会发生破坏或塑性变形。
目前,在汽车装配生产过程中,可将扭矩作为中间量来评价螺栓联接的装配质量,比如扭矩控制法通过控制螺栓的最终扭矩来获得螺栓所需要的轴向预紧力,当拧紧扭矩达到设定的目标扭矩时立即停止拧紧,从而结束扭矩控制。在发动机装配工艺过程中,螺栓联接已经成为最常用的紧固和联接方式,而拧紧工艺过程是其中的重要环节,通过优化设计对拧紧过程监控策略,进行有效的系统性预防,降低拧紧过程的质量风险,从而提高装配工作效率。
汽车螺栓的失效案例频发,失效原因多样,例如在使用过程中因螺栓松动而发生多源疲劳断裂;因加工过程产生的微裂纹导致氢致延迟断裂;表面增碳导致延迟开裂;淬火裂纹在装配时扩展而断裂。某供应商生产的一批用于固定发动机喷油嘴的圆柱头内六角螺栓在装配时多次发生开裂。本文利用金属材料学的基本原理来研究分析螺栓断裂的根本原因,防止失效问题再次发生。如果想更深入更全面的了解金属材料失效不妨报名参加本届的材料失效分析大会,一定会有极具价值的收获!
1. 问题描述
某型号汽车发动机喷油嘴使用46S20钢制圆柱头内六角螺栓进行装配固定,装配工人使用正确的扭矩进行作业时,某批次螺栓多次发生贯穿式的纵向开裂,螺栓的圆柱头与螺纹段均从外向里断裂至中心孔,如图1所示。事后调查,电子程序监控结果显示使用的扭矩符合要求,根据追溯性文件发现断裂的螺栓全部来自某供应商生产的同一批次。

(a) (b)
图1 螺栓断裂形貌特征
2. 试验方法
使用Spectro MaXx型直读光谱仪进行化学成分分析;从中心孔将一个螺栓切开,断裂面自然打开,使用Keyence VHX-1000型超景深三维光学显微镜观察断口形貌特征;在另一个螺栓圆柱头位置切取横截面的金相试样,磨抛处理后经4%硝酸酒精腐蚀,使用Zeiss Axio Imager M2m型显微镜进行观察分析。
3. 结果与分析
(1)化学成分
对断裂的喷油嘴螺栓进行取样,经直读光谱仪进行化学成分分析,结果如表1所示,显示螺栓的化学成分均符合易切削钢46S20的规范要求(EN 10277-3:2008)。46S20属硫系易切削钢牌号,适用于制造对力学性能要求不高的各种零件,如螺栓、螺母等。
表1 螺栓的化学成分(质量分数) (%)

(2)断口观察
从随机挑选的断裂螺栓中心孔将其切开,断裂面自然打开,如图2所示。圆柱头圆周面向内很大深度范围内(蓝色双箭头所示)断裂面较为平整,表面呈现出明暗相间的花纹,蓝色方框放大后发现其具有高温氧化的迹象(见图3);新鲜断裂面如图2黄色双箭头区域所示,该段属于装配工序产生的裂纹,线性起源于高温氧化区域的末端,向中心孔的方向扩展。断裂面具有明显的宏观台阶状特征,无塑性变形。
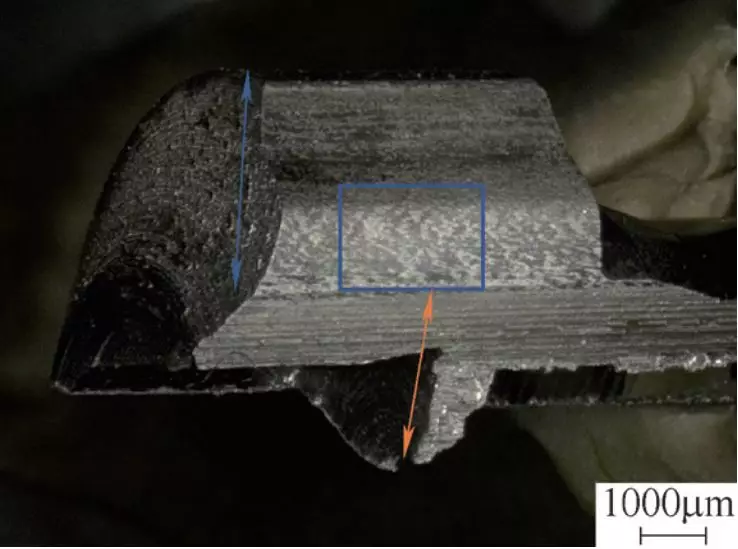
图2 断口的体视学形貌

图3 断裂面上的高温氧化特征
(3)金相组织
沿另一个随机挑选的断裂螺栓圆柱头部制取横截面金相试样,金相观察发现,从外缘向内至约1/2壁厚处,裂缝走向较为平滑,然后转为曲折(见图4)。低倍下观察,平滑段裂缝两侧具有泛白的特征。高倍下观察,平滑段裂缝附近具有明显的高温脱碳特征,脱碳层深度可达0.15mm,如图5所示;而正常区域组织为珠光体加铁素体,晶粒细小,如图6所示。
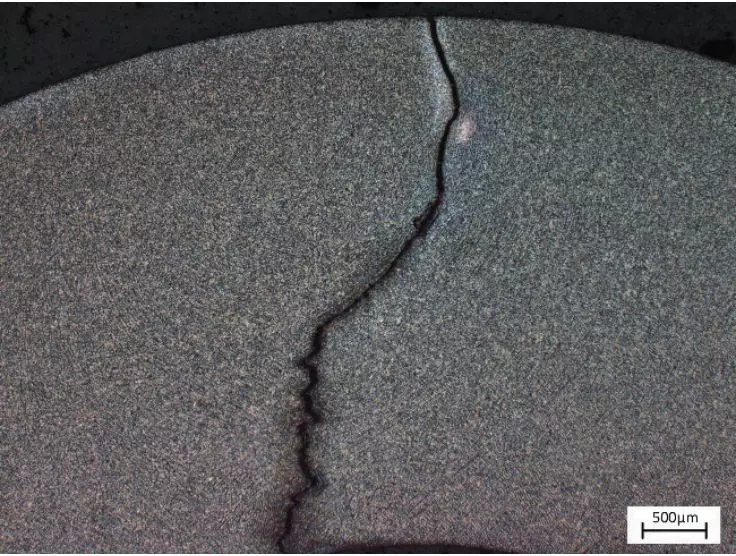
图4 横截面试样的组织特征
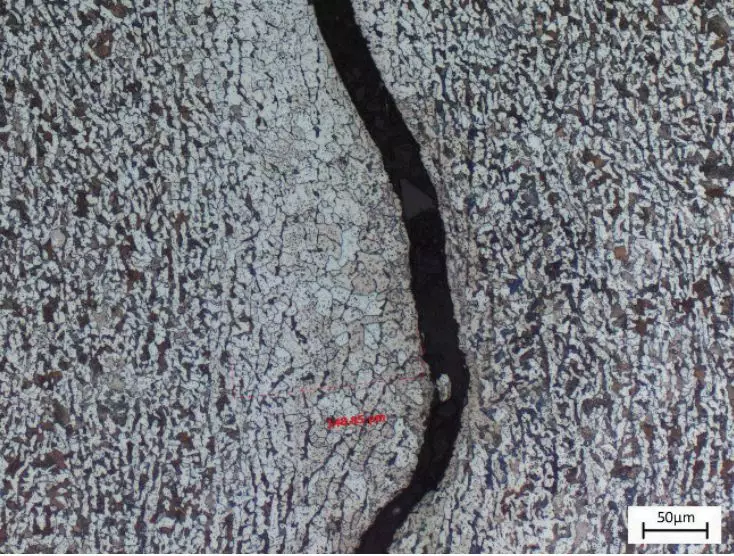
图5 裂缝附近高温脱碳特征
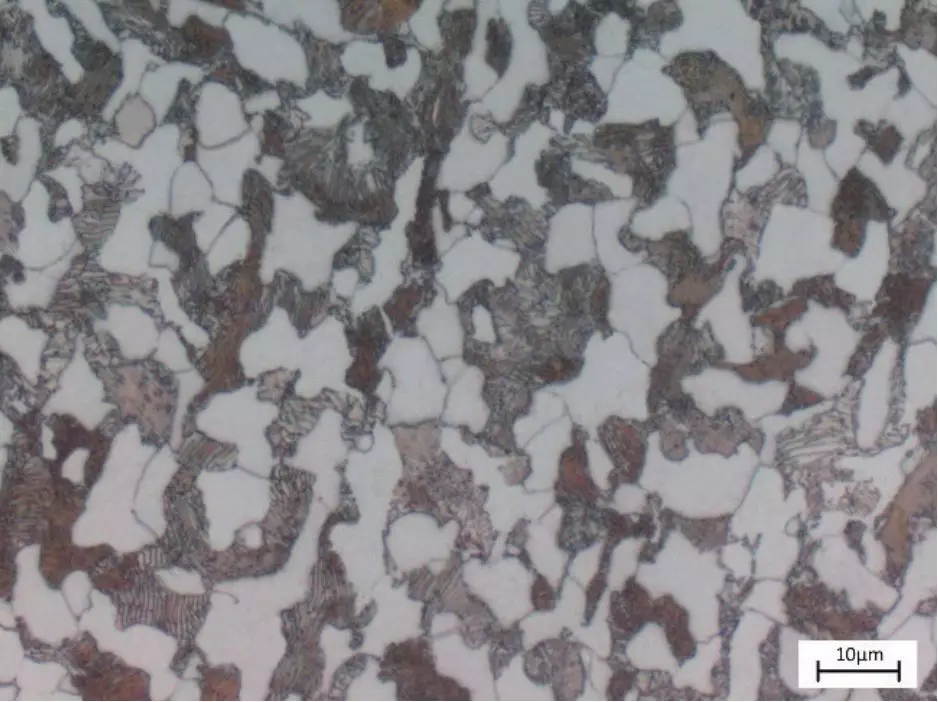
图6 正常区域的金相组织
结合金相组织与体视学形貌的观察结果,可判定外圆周面向内平滑段裂缝其实并非真正的裂纹,而是符合热锻成形工艺中产生的高温折叠特征,并伴有一定深度的氧化与脱碳现象。对同批次未经使用的新螺栓进行抽检,螺栓圆柱头部也发现了折叠缺陷,如图7所示。试样经侵蚀后发现,折叠附近的微观组织结构具有与折叠大致平行的加工流线特性,具有明显的高温脱碳特征,且存有一处较大的氧化物夹渣,如图8所示。
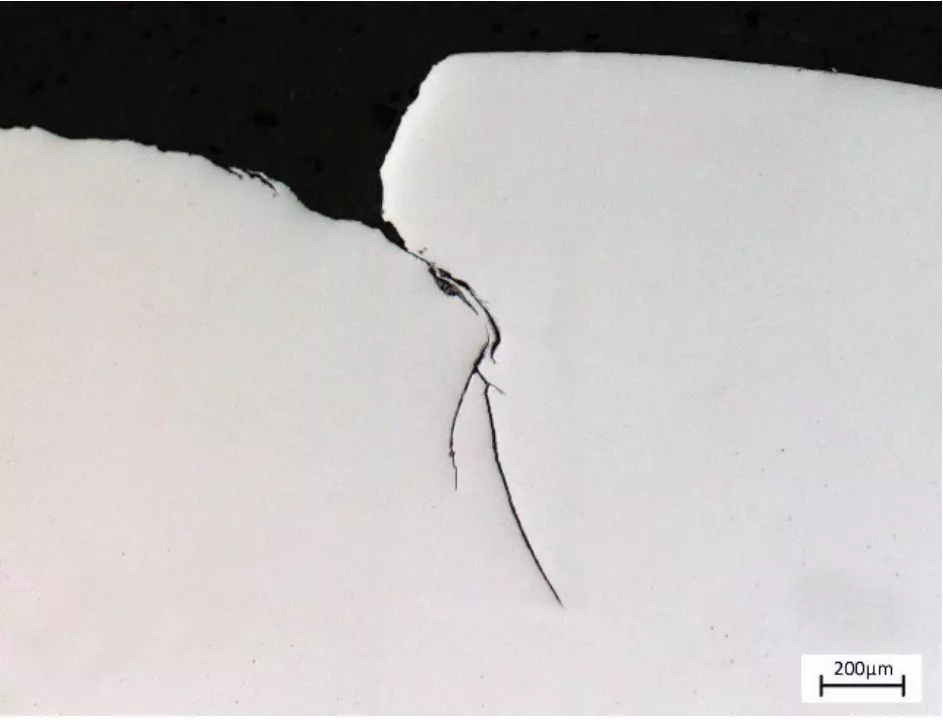
图7 新螺栓横截面试样的折叠缺陷(抛光态)
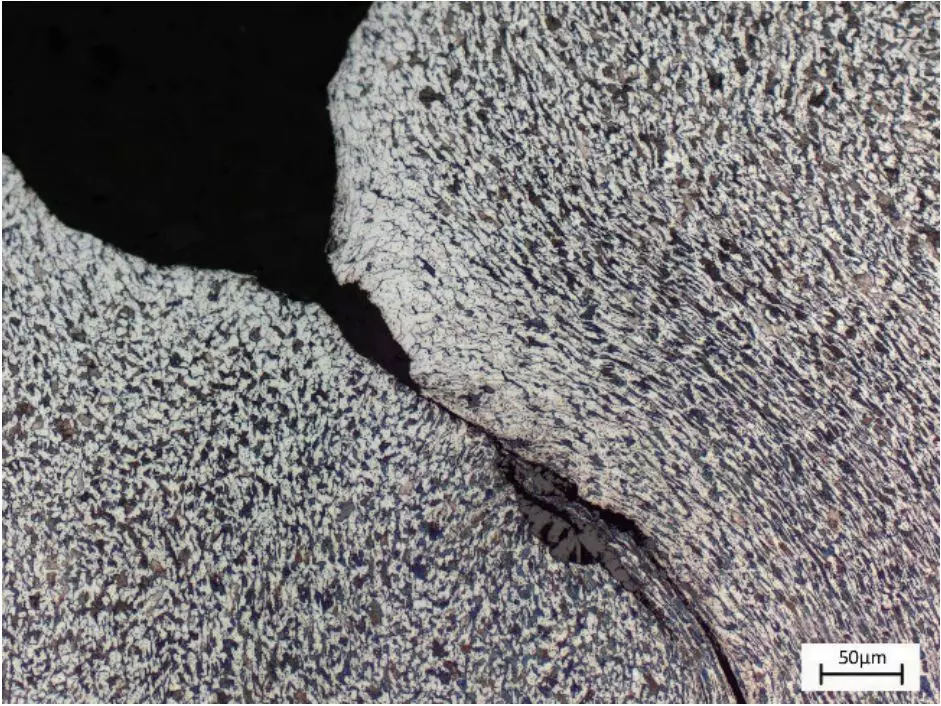
图8 新螺栓横截面试样的折叠缺陷(侵蚀态)
经上述分析,可断定螺栓在正确装配过程中发生断裂与螺栓圆柱头部外表面的折叠缺陷有关。折叠的深度较大,甚至超过1/2壁厚,这显著降低了螺栓可承载应力的有效截面积,而且易引起应力集中。在装配扭矩扳手的扭转作用下,折叠前端形成较强的拉应力,萌生线性裂纹源,并迅速向中心孔方向扩展,导致低应力脆断。
4. 结语
本文对装配中断裂的汽车喷油嘴螺栓油管做了断口观察、光谱分析、金相检验等试验,探究了螺栓断裂的产生原因,主要结论如下。
(1)螺栓的化学成分及金相组织均符合规范要求。
(2)螺栓圆柱头部外表面存在较深的热加工折叠缺陷,是导致螺栓异常断裂的根本原因。
(3)螺栓制造商需合理优化热成形工艺,避免类似折叠缺陷的产生,同时加强质量检验,杜绝问题件出厂。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741