
连多硫酸加氢处理应力腐蚀开裂解决方案一
2020-07-03 14:33:26
作者:世纪熊 来源:设备管理与防腐
分享至:


加氢处理是几乎所有炼油厂的主要工序,该工艺去除不需要的原料污染物,如硫、氮和金属,并使烯烃和/或芳烃饱和,以生产高质量的产品。近年来,随着燃料标准要求将运输燃料的硫含量降低到非常低的水平,加氢处理已经走在了前列。
加氢裂化是一种更为严格的加氢处理形式。加氢裂化装置的目的不仅是去除原料中的污染物,而且是降低产品的分子量。虽然加氢处理装置处理的原料种类繁多,加工目标也各不相同,但有一个共同点,就是这些原料通常含有不同数量的硫。这个过程会产生大量的硫化氢(H2S)。
奥氏体不锈钢包括304型、316型、317型、321型和347型等材料,以及合金800型、825型和625型等其他材料,常用于加氢装置的某些区域,以抵抗高温下H2S的腐蚀。图1是典型的加氢处理装置。将指定奥氏体设备的区域用红色表示。这些领域包括反应器给水交换器、加热器、反应器、管道和仪表。
加氢处理装置需要的反应温度在700°F (370°C) 到830°F (443°C)之间。在这些操作温度下,奥氏体不锈钢有敏化的倾向。其机理包括铬(Cr)和碳扩散到晶界,然后结合形成碳化铬(见图2)。这种反应称为敏化微观结构。其结果是近晶界区的Cr相对于其余材料有所欠缺。由于Cr是赋予耐腐蚀性的关键元素,材料会受到损害。当晶界处的Cr含量降低到约12%时,就不再具有不锈钢的性能,会像碳钢一样被腐蚀。
敏化并不足以引起问题。发生连多硫酸应力腐蚀开裂(PTA SCC)必须同时具备五个条件。这些条件包括:
碳化铬在晶界处析出
金属表面有金属硫化物垢
液态水(H2O)
氧气(O2)
拉伸应力(残余或应用)
如果PTA SCC发生,其结果可能是灾难性的脆性断裂,对设备造成广泛的损害,并对人员造成危险。
如果以上任何一项条件不具备,PTA SCC将不会发生。然而,这五种情况的存在并不罕见,特别是在周转期间,装置可以打开并暴露在空气中。运行过程中会出现晶界处碳化铬沉淀和金属表面的硫化物垢,而只有在装置关停、设备开启检修时才会出现H2O和O2。拉伸应力一直是存在的。
当硫化物垢、液体H2O和O2存在时,会形成连多硫酸。硫化铁(FeS)、H2O以及O2之间的化学反应如公式1所示:
8FeS + 11O2 + 2H2O → 4Fe2O3+ 2H2S4O6 (1)
连多硫酸是一类具有一般分子式H2SxO6的酸,其中x的取值范围为1-6。x等于4时的连多硫酸被认为是最具腐蚀性的。
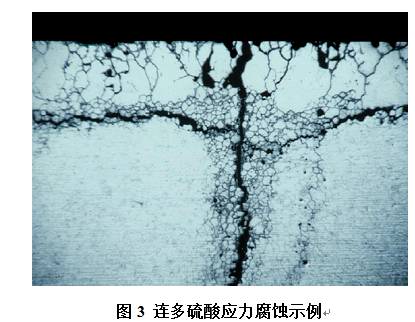
由于碳化铬的沉淀,导致敏化材料晶界的Cr缺乏。由于应力的存在,连多硫酸会破坏这些敏感区域,导致材料在晶界处产生裂纹(见图3)。
当装置不运行时,可以采取一些措施来避免连多硫酸的形成,也就是用干燥的空气或氮气对敏化材料进行清洗,或保持材料的温度来消除H2O。用氮气清洗也有助于消除氧气。
操作包含奥氏体不锈钢的加氢处理装置的炼厂熟悉PTA SCC。避免将材料暴露在H2O或O2下并不总是可能的。最常用的技术是用纯碱溶液清洗受影响的材料,以中和它们形成的任何连多硫酸。
这种技术有其潜在的问题。用于制作纯碱溶液的水,以及纯碱本身,氯化物含量必须非常低,以避免氯化物SCC。中和会带来额外的成本,以及在设备和管道排水后进行操作和正确处理溶液所需的时间。由于中和只能在机组不运行时进行,这就增加了周转时间,并导致收入损失。
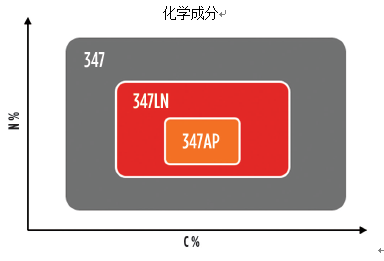
如果不锈钢不能被描述的其他一种方法保护,那么中和就是保证PTA SCC不会发生的唯一方法。研制了一种新型奥氏体不锈钢材料,该材料具有抗敏性。没有敏化,PTASCC就无法发生,从而避免了中和,以及这一步所需的时间和费用。这种材料称为347AP,是347LN (UNS S34751)的一个子集(如图4所示)。
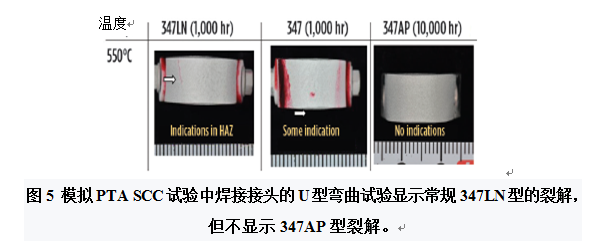
然而,并不是所有的347LN型都抗敏化。只有满足生产347AP型要求的化学成分和磨机处理已被证明对敏化免疫。常规的347LN在347H敏化和开裂的条件下测试,敏化和开裂了常规的347LN,但347AP没有敏化和开裂(图5)。
347AP型是一种材料,可用于加氢处理装置反应器部分需要奥氏体不锈钢的部件。它具有比347LN型更严格的化学控制,并含有额外的专利稳定剂。实验室测试和现场经验表明,这种新型不锈钢在长期高温暴露后不会敏化,而通用的347LN型可以在相同条件下敏化。不需要中和,这导致在周转操作过程中成本和时间的节省,同时消除了为执行中和步骤所需的相关设备和劳动力。其它潜在的问题也被消除了。这些问题与以下导致故障的原因有关:
不完整的中和。
残余中和溶液在冶金过程中产生的碱性应力开裂。
接触催化剂的残余纯碱污染导致催化剂损坏。
由于用于制备中和溶液的H2O中存在氯化物,导致氯化物应力腐蚀开裂。与废弃中和溶液的处理相关的问题也被消除了。
在一些司法管辖区,废弃的中和溶液必须作为危险废物处理,从而产生额外的费用。氮的加入弥补了由于碳含量降低而导致的强度降低,导致类似于347H型的高温强度和蠕变。降低铌的需求有助于改善焊接性以及降低应力弛豫敏感性。
在需要奥氏体不锈钢的地方应用347AP型材料的好处主要体现在两个方面:制造和TAR操作。(未完待续)
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741