
喷丸对材料表面有何影响?
2020-02-24 13:36:41
作者:俞应炜,沈国喜,李智勇 来源:金属加工
分享至:


导读
喷丸强化作为表面强化工艺之一,其工艺相对其他表面改性工艺而言比较简单,但是使用效果却非常显著,目前已应用于航天航空、机车、汽车等各个领域。
喷丸强化原理是利用喷射出的弹丸强烈撞击材料,在表面形成小凹坑,使材料表面发生塑性变形,从而在金属表面产生残余应力。表层下压缩的晶粒由于要恢复到原来的形状,从而会产生一个均匀的残余压应力层,使材料表面得到强化,经过喷丸处理之后,材料表层的组织结构发生变化,晶粒细化,位错密度增大,晶格畸变增大,最终形成很高的残余压应力。材料表层残余应力的存在将明显地提高材料的抗疲劳性能和疲劳寿命,提高材料表面的强度和硬度、以及抗应力腐蚀及耐高温氧化等性能。
一、试验用材料
试验选用2A14铝合金桶形零件,其材料强度较高,热强性好,具有良好的可切削性,电焊和焊缝性能良好,其具体成分如表1所示。
表1 2A14铝合金化学成分

将2A14铝合金桶形零件分为4组(见图1),第一组表面粗糙度值Ra=0.30~0.65μm,第二组表面粗糙度值Ra=2.20~4.71μm,第三组表面粗糙度值Ra=6.5~7.1μm,第四组表面粗糙度值Ra=1.40~1.75μm。

(a)第一组

(b)第二组

(c)第三组

(d)第四组
图1 喷丸处理前的零件
采用型号为SP1200 G4的气动式喷丸机,其工作原理如图2所示,玻璃钢丸在负压的情况下被吸附到了高压喷嘴前,弹丸在高压的作用下喷射到零件的表面,使得在零件表面上产生塑性变形。喷丸丸粒采用规格为AGB70的玻璃弹丸,符合AMS 2431/6标准,其形貌如图3所示。
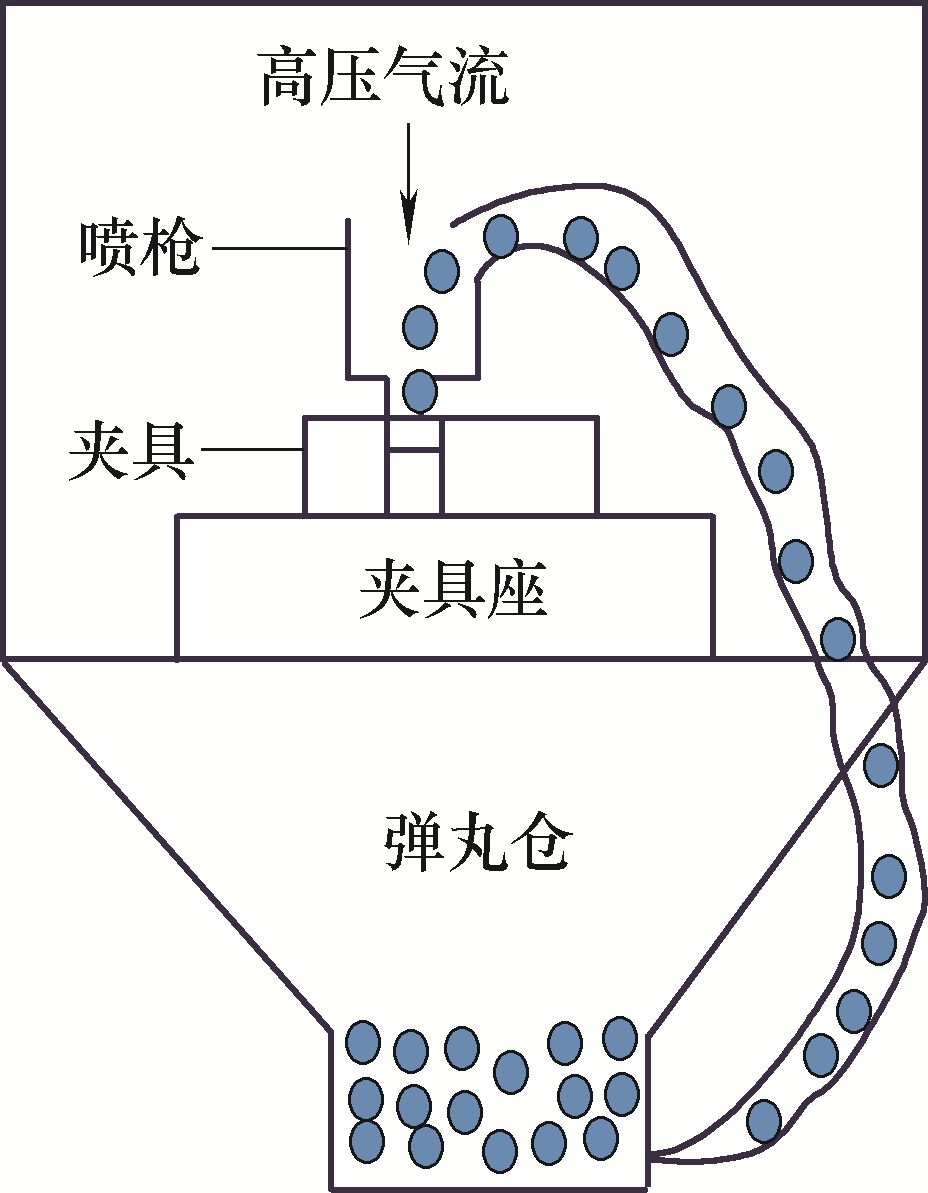
图2 喷丸处理

图3 玻璃丸粒
喷丸强度的验证采用如图4所示的自制工装,将验证ALMEN试片的标准底座通过螺钉固定在自制工装中,并将ALMEN标准试片固定于标准底座上。ALMEN标准试片满足SAE J 442和AMS 2431/2文件要求。测试次数满足最低要求的4次。
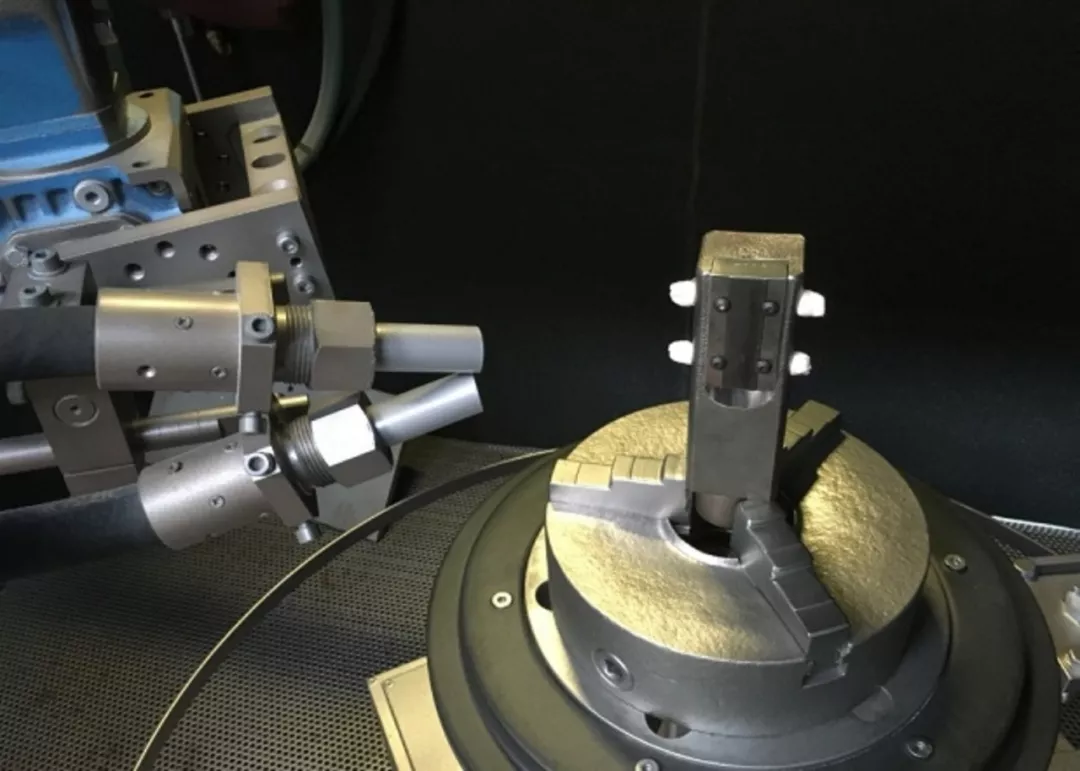
图4 自制工装
二、试验方法
1、喷丸压力和丸流量的选择
喷丸时,在有一定压力气流的情况下,弹丸以一定的动能形成一条有规律的弹丸流作用于材料表面。而弹丸喷出速度和冲击力量是由气流压力的大小决定的,材料塑性变形的程度是由喷丸在材料表面的强度决定的。而通过ALMEN试片的验证,绘制出饱和曲线,确定出饱和点,就能确定出相应的喷丸强度。在确定气流的压力值时,应尽量考虑使用较低的气流压力,以减少对于材料表面的磨损。
弹丸流量是单位时间内喷嘴喷射出弹丸的数量,流量和气流压力相关,低的气流压力应该对应较低的流量,对于该零件选择将气流压力定为0.5×105Pa,弹丸流量为3kg/min。弹丸流量和气流压力确定后,通过调整喷枪上下移动的速度,可以得到不同的喷丸强度,通过调整喷枪上下移动的速度为300mm/min、600mm/min和900mm/min时,分别得到对该零件的喷丸强度为三个固定值:0.35mm(A)、0.31mm(A)和0.27mm(A)。
2、喷丸时间的确定和覆盖率的检测
喷丸时间由ALMEN试片的饱和时间决定,但可根据试片达到的饱和时间对零件表面达到100%覆盖率的时间,进行相应的借鉴,阿夫拉米方程对于平均覆盖率是基于随机统计的颗粒到达速度一致的假设,该方程为
式中,C为覆盖率(%);n为阿夫拉米指数;r为凹痕半径;R为形成凹痕的平均速度;t为形成凹痕所需时间。
根据阿夫拉米方程,可以观察到覆盖率越来越接近百分之百,但理论上不可能达到百分之百。最后百分之十覆盖率所需时间是开始百分之九十覆盖率所需时间的1.5倍。达到100%覆盖率的最后1%所用喷丸时间将大约占总时间的20%,达到最后2%覆盖率所需喷丸时间将接近总时间的40%,在99%的覆盖率情况下,有85%的位置被击打过两次或更多,有50%的位置被击打过5次或更多。一般来说,覆盖率达到98%,就可以说是等于100%覆盖了。如果想要达到百分之百的覆盖率,可能会导致过度喷丸情况。98%的覆盖率控制将会显著节省喷丸时间。通过以上公式推测,凹坑半径就为弹丸的半径,形成凹坑的平均速度近似为喷射速度,得出达到100%覆盖率的时间为20min。
表面覆盖率采用荧光法进行测定,在进行喷丸前在零件表面涂抹上一层荧光剂,并在黑灯下进行照射,确保零件表面完全覆盖上一层荧光剂,再对零件进行喷丸。喷丸后在黑灯下进行照射,若无荧光,或基本没有荧光,则可判断其覆盖率达到100%。具体过程如图5所示。
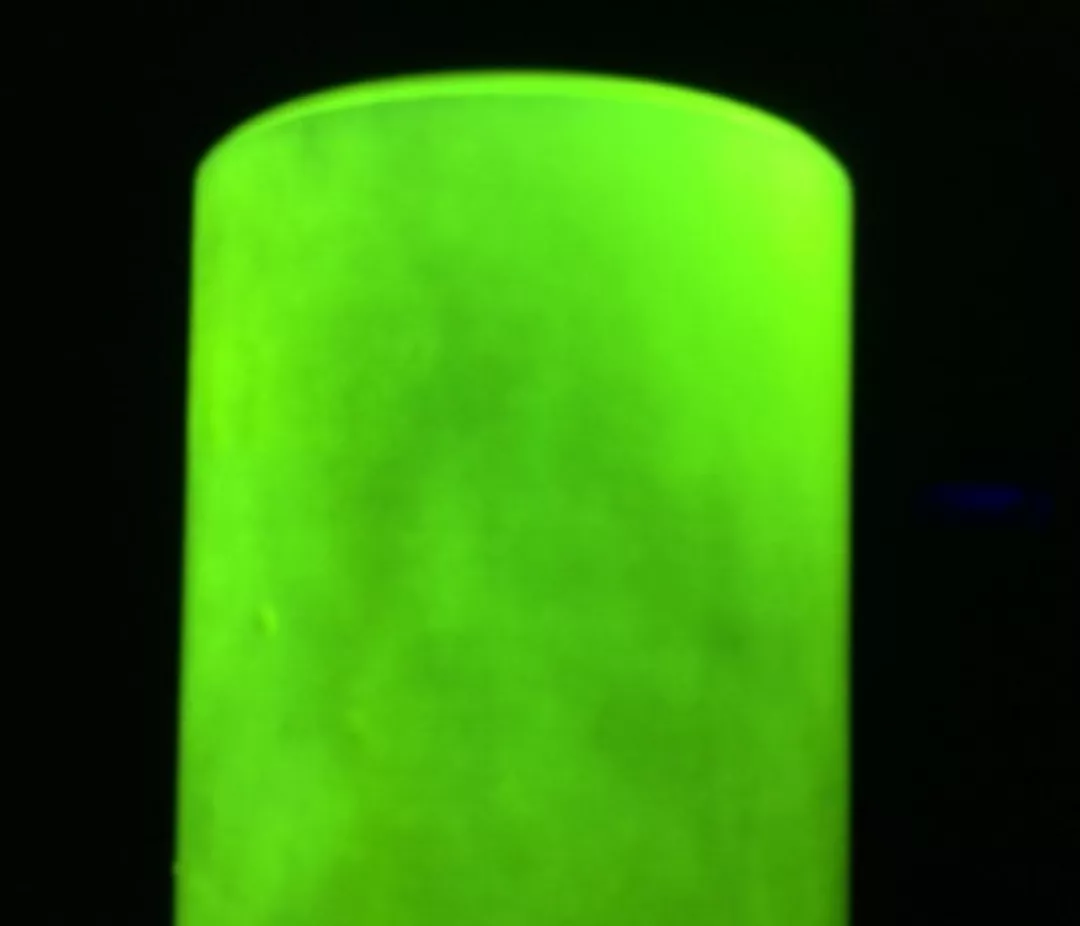
(a)零件表面涂荧光剂效果
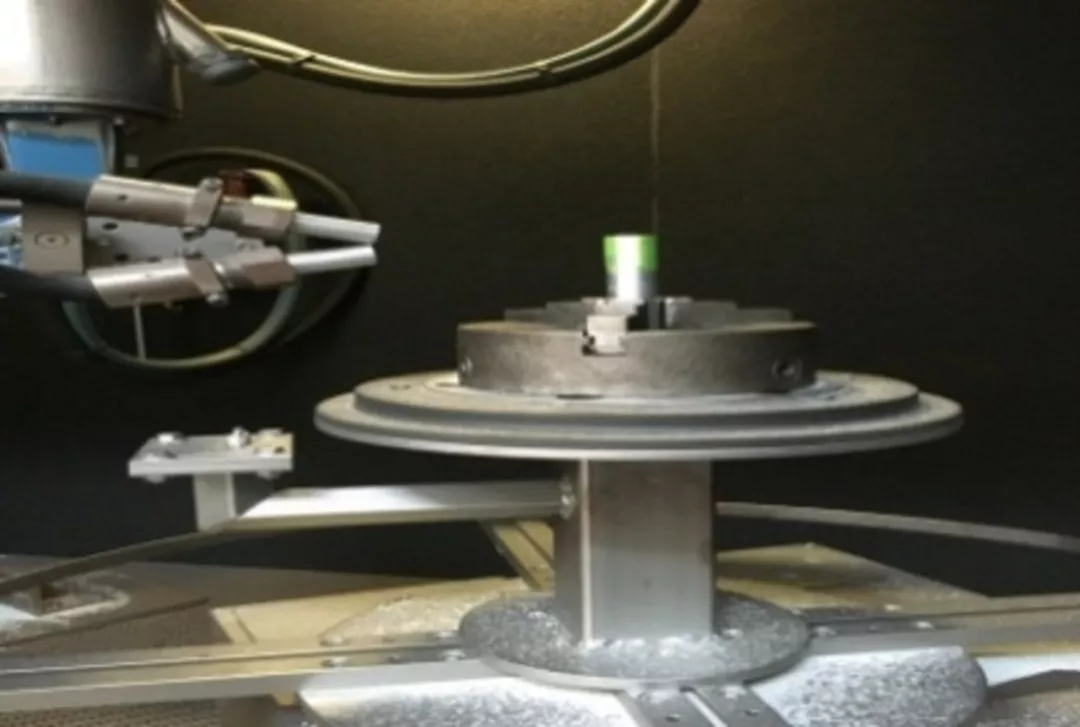
(b)零件进行喷丸前

(c)零件喷丸后效果
图5 荧光法进行覆盖率测试过程
选取一个零件,进一步对其表面喷丸后的形貌进行检测,如图6所示,从图6a、图6b中可以看出,弹丸坑均匀分布在零件表面上,没有出现喷射不到的面,和荧光覆盖率检测一致,说明表面覆盖率良好。放大后如图6c所示,表面无裂纹出现,且形成了一层较为致密的强化层。
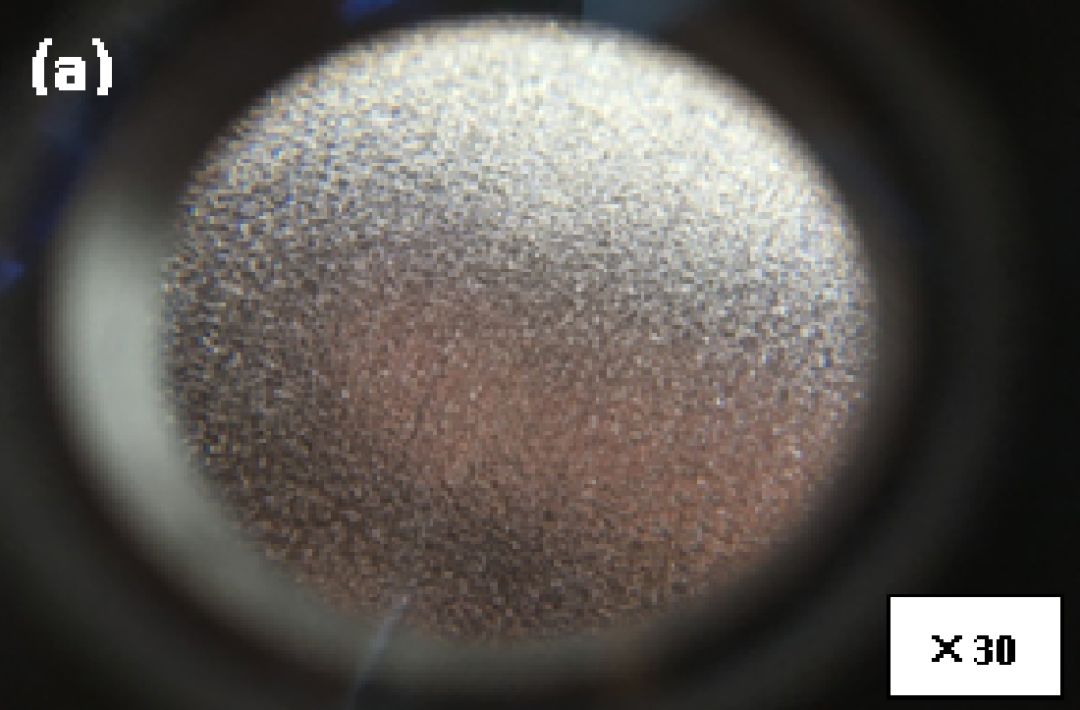
(a)
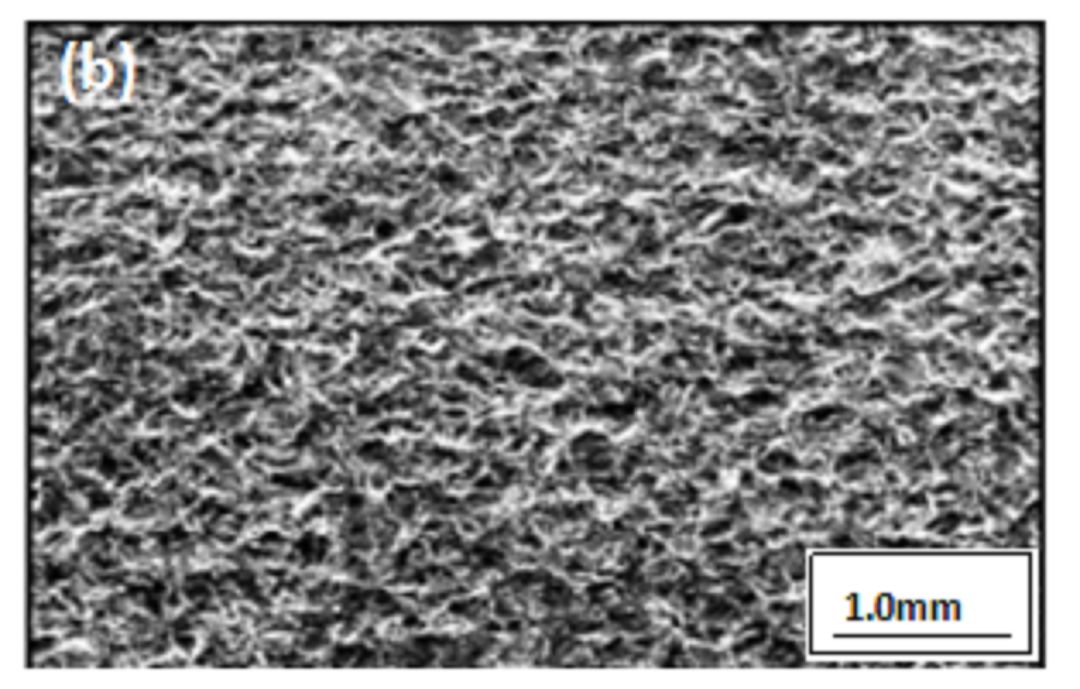
(b)
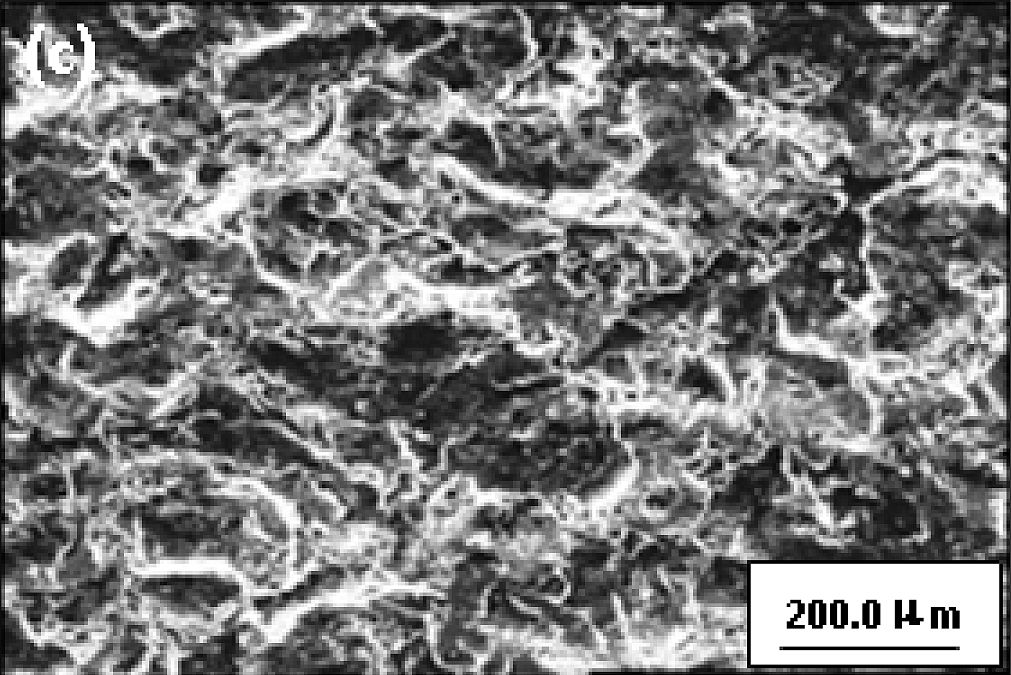
(c)
图6 铝合金桶形件喷丸后表面形貌
三、表面粗糙度分析
利用针尖曲率半径为2μm左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学长度传感器转化成电信号,经放大、滤波、计算后显示仪表指示出表面粗糙度值,并用Ra来评定轮廓表面的粗糙度。
利用粗糙度仪对2A14铝合金表面进行粗糙度测试,分别测量了喷丸前和喷丸后的表面粗糙度,如表2所示。当未喷丸零件表面粗糙度值较小时,喷丸以后表面粗糙度值开始增大,这是因为喷丸前零件表面硬度不是太高,零件表面较均整,且弹丸在零件表面产生的撞击能量是不均匀的,导致在相对较平整的材料表面形成较大的凹坑,从而造成表面粗糙度值增大;但是当被喷丸零件的表面粗糙度值较大时,零件表面本身就是不均匀的,且是不平整的,当弹丸以均匀的速度打击在零件表面时,造成表面的塑性变形,反而会使原本粗糙不平整的表面变得平整。
表2 喷丸工艺对铝合金表面粗糙度的影响
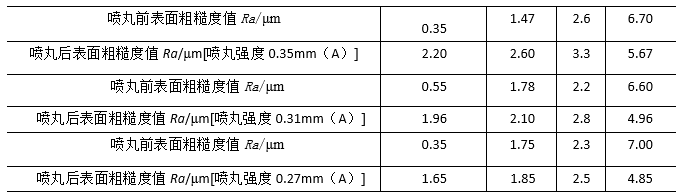
从表2可以看出,不同的喷丸强度下,表面产生的强度越高,其相对低强度对表面的影响也越大,但是对表面粗糙度的影响总的趋势是一致的。零件表面喷丸的实际效果主要取决于弹丸喷射在零件表面上能量的传递,而能量主要取决于弹丸的质量和速度,如图7所示为弹丸粒子受力与加速方向示意图。
图7 弹丸粒子受力与加速方向
其中c为积分常数,当边界条件t=0、弹丸速度v=0时,c=1/vG,因此从以上推导公式可以看出,不同喷丸工艺参数对表层的性能影响可以归结为:弹丸的动能和喷嘴输出气流弹丸的速度、弹丸到达零件表面的时间、弹丸密度以及时间有关。
若需更大范围地控制零件表面的粗糙度,即改变零件表面状态,还需调整弹丸的丸粒大小,其不仅能够反映零件表面喷丸后的微观集合形状特征,也可以反映表面凹坑轮廓的最大高度,也可以控制不平整的表面。对零件表面粗糙度的影响,不仅和喷丸的强度有关,同时也和喷丸粒子的尺寸以及表面覆盖率都有相应的关系。
四、结语
(1)有出现喷射不到的面,说明表面覆盖率良好,表面无裂纹出现,且形成了一层较为致密的强化层。
(2)同种弹丸不同的喷丸强度可以在一定范围内改变零件的表面粗糙度,当零件表面粗糙度值Ra=0.30~0.65μm时,可将 表面粗糙度值提高到Ra=2.2μ m左右。当零件表面粗糙度值Ra=1.40~1.75μ m时,喷丸后表面粗糙度将和零件表面粗糙度基本一 致,在Ra=1.6μ m左右。当零件表面粗糙度值Ra=2.8~7.1μ m时,可将表面粗糙度值降低到Ra=2.3~6.1μm。
(3)从弹丸粒子的微分方程推导出不同喷丸工艺参数对表层的性能影响,可以归结为弹丸的动能和喷嘴输出气流弹丸的速度、弹丸到达零件表面的时间、 弹丸密度以及时间有关,其强度越高,相比于低强度对表面的影响也越大,但是对表面粗糙度的影响总的趋势是一致的。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741