
汽车防腐蚀应对措施及涂层耐腐蚀性能评价
2016-07-28 11:34:54
作者:宋华、宫金宝、于泽淼 来源:中国第一汽车股份有限公司技术中心
分享至:


各国汽车整车防腐蚀标准
汽车由各种金属零部件和非金属零部件组成,在使用过程中不可避免地会遇到腐蚀问题,给社会造成了巨大的经济损失。随着社会的发展和人类生活水平的提高,人们对汽车舒适性和耐久性的要求也日益提高;另外,随着消费者维权意识的不断加强,因汽车腐蚀导致的召回事件也越来越多,这就要求汽车整车的防腐蚀性能必须与其使用寿命相适应。为此,发达国家的汽车厂商都制定了针对汽车整车的防腐蚀标准,见表1。

汽车防腐蚀应对措施
2.1 汽车产品设计过程中的防腐蚀措施
2.1.1 汽车产品用板材的选择
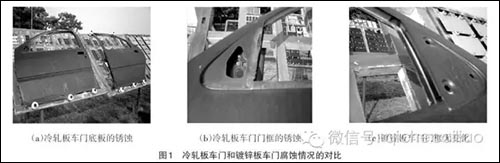
车身板材的选择非常重要,世界各国汽车行业普遍使用单面镀锌钢板或双面镀锌钢板提高车身的耐腐蚀性能。根据瑞典腐蚀研究所的调查,7~ 10 μm厚的镀锌层具有良好的耐腐蚀性,2~5 μm厚的锌-镍层防腐能力小于7年。在青岛海洋腐蚀研究所的腐蚀试验场,发现采用相同涂装工艺、但板材不同的2 个轿车车门8 年后的腐蚀情况出现了明显差别:冷轧板车门由于空腔部位没有泳上电泳漆或电泳漆膜偏薄,在第3年就已经出现锈蚀;而采用镀锌板的车门8 年后基本无腐蚀,见图1。
目前国内绝大部分汽车厂的车身仍全部采用冷轧钢板,只有个别合资企业生产的轿车车身车门等部位采用镀锌钢板。因此,车身外表面用板材推荐采用电镀锌板和热镀锌板等,车身内表面用板材推荐采用电镀锌、热镀锌、铝板、塑料和复合材料等。
目前为满足车身轻量化的需求,高强度钢板和超高强度钢板、铝合金板、复合材料(包括玻璃纤维、碳纤维和天然纤维增强塑料,热塑性塑料和热固性塑料)等在汽车上的应用会越来越广泛。
2.1.2 汽车车身结构的设计
为保证整车防腐质量,车身结构设计应特别注意以下几个方面。
2.1.2.1 接缝处的设计
接缝处的设计要保证外观平整、光滑,且便于密封和/或防腐处理;同时,应按照汽车行进方向和水飞溅方向设计接缝开口,使之朝向水难以进入的方向,见图2。

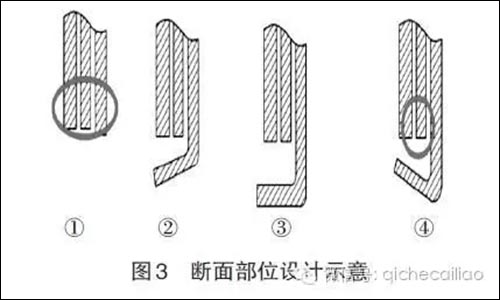
2.1.2.2 板断面部位的设计
在图3中,设计方式
①色圈内区域的漆膜易产生边角效应,漆膜变薄,同时棱边漆膜容易被石击破坏,不利于车身的防腐;
②和③的设计方案比较好,板断面底部漆膜有一个保护面,还可以采用喷涂PVC 的方式来防止漆膜过早腐蚀;
设计方式④的圈内的区域容易堆积淤泥并因此引起锈蚀,不利于车身防腐。
目前,欧洲市场的汽车普遍采用第②种设计方式。
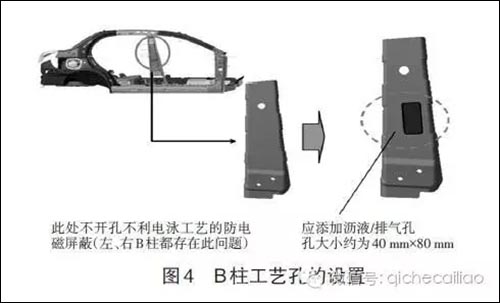
2.1.2.3 工艺孔的设计
众所周知,目前车身(驾驶室)100%采用电泳涂装,为了保证良好的涂装性(泳透性),车身(驾驶室)必须合理设置工艺孔的位置、大小和数量。
一般应遵循以下几条原则。
a.通常电泳工艺孔的间距设置为150~200 mm。间距为150 mm 时,孔的直径φ为15 mm;间距为200 mm时,孔的直径φ为20 mm;
b.在封闭区域,内、外板应该交叉开孔;
c.车身搭接的板材之间一般要有3 mm左右的间隙;
d.尽量“借用”总装装配孔、焊接定位孔和冲压定位孔;
e.增设电泳工艺孔时,尽量使其兼备排液孔及防气泡孔的功能,以便使白车身出槽(脱脂、磷化、纯水洗等)时携带的液体在工艺时间内及时排除,一般沥液时间≤30 s。
f.增设电泳工艺孔时要考虑是否影响整车的密封性。
图4为某轿车B柱开工艺孔的简要说明。
2.2 汽车涂装技术的防腐蚀措施
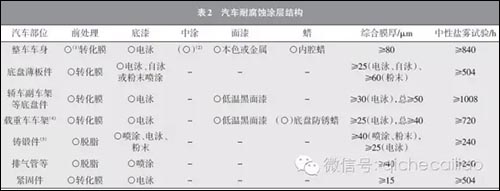
2.2.1 汽车耐腐蚀涂层结构
根据汽车总成及零部件在车上的位置、使用工况和涂层性能(包括耐腐蚀性能)要求不同,使用的涂装材料及采用的涂装工艺也不同。国内外各大汽车公司都有相应的关于汽车油漆涂层的企业标准,国内目前有效的标准是汽车行业标准QC/T484-1999《汽车油漆涂层》。
该标准根据汽车零部件的使用条件和涂漆质量要求,将涂层结构分为10 个组、17 个等级,每个级别都规定了不同的耐腐蚀性能。
随着汽车工业的不断发展,该标准亟需修订。作者根据多年的工作经验、大量试验结果及目前汽车涂装材料的性能,按汽车各个部位推荐几种耐腐蚀的涂层结构及涂层所能达到的耐腐蚀性能,见表2。
注:
a.为必须采用的工艺;
b.为可以取消的工艺;
c.载货车车架推荐采用环氧电泳涂料+喷涂快干聚脲底面合一涂料,中性盐雾时间≥720 h,耐候性能≥500 h;
d.铸锻件涂装要根据铸锻件表面粗糙度确定最佳膜厚。
经验值是,涂膜厚度为产品材质表面粗糙度值的3倍以上,才能获得良好的耐腐蚀性能。
2.2.2 汽车特殊部位的防腐措施
2.2.2.1 车底喷涂PVC涂料、裙边喷涂抗石击涂料汽车底板和轮罩等部位在汽车行驶过程中经常受到泥沙、碎石、盐和污水等撞击腐蚀,一般需要喷涂PVC 车底涂料;另外,轿车车门裙边、发动机舱盖和A 立柱等部位距离地面较近,一般要喷涂抗石击涂料。
2.2.2.2 PVC焊缝密封
为提高车身抗腐蚀能力,所有粘接、焊缝或接缝部位在电泳涂装后都应涂覆密封胶,避免水等介质的浸入而造成腐蚀。
2.2.2.3 内腔注蜡(灌蜡)、发泡
汽车内腔部位(如乘用车的前翼子板支撑板、立柱空腔、和车门下部空腔等)因焊接形成的焊缝、夹层和空腔由于屏蔽作用,电泳漆膜较薄、防腐蚀能力较差。为此,通常对这些部位进行喷蜡或注蜡(灌蜡)处理(内腔防锈蜡);高档客车和微型车等进行发泡处理来提高整车耐腐蚀性能。
2.3 汽车储运过程中的防腐蚀措施
为保证汽车(尤其是出口汽车)涂层在储运过程中完好如初、无锈蚀现象产生,目前在储运过程中普遍应用的防腐蚀措施有以下几种,这些措施可以有效防止海水、盐雾、高温/高湿和日晒对涂层的侵蚀。
a.车身(驾驶室)喷涂面漆保护蜡、车身保护膜、贴附塑料保护膜、车身护衣等;
b.发动机和变速器等部位喷涂发动机保护蜡;
c.其它底盘件(如车架、车桥、传动轴等)喷涂底盘防锈蜡;
d.车门、行李厢等活动铰链处等喷涂合页蜡。
汽车涂层耐腐蚀试验方法及评价
3.1 试验室样板、样件涂层的耐蚀性评价
20世纪90年代以前,都采用单纯的中性盐雾试验来考核汽车涂层的耐蚀性能,依据的标准是GB/T-1771《色漆和清漆耐中性盐雾试验的测定》。第1版标准GB/T-1771-1991只有盐雾试验方法,没有评价方法;目前最新版本是GB/T-1771-2007,增加了采用ISO方法对试验结果进行评价的内容。
90年代中期,德国大众PV1210循环交变腐蚀试验方法被普遍用来考核涂层(当时只考核试验室样板及样件涂层的耐腐蚀性能)的耐腐蚀性能,比单纯的盐雾试验更接近汽车涂层的实际使用工况;日本马自达公司也有相应的循环腐蚀试验方法。
3.2 整车涂层耐腐蚀性能评价
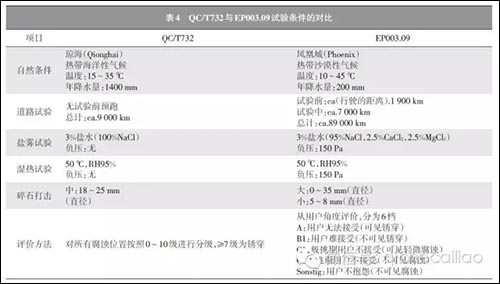
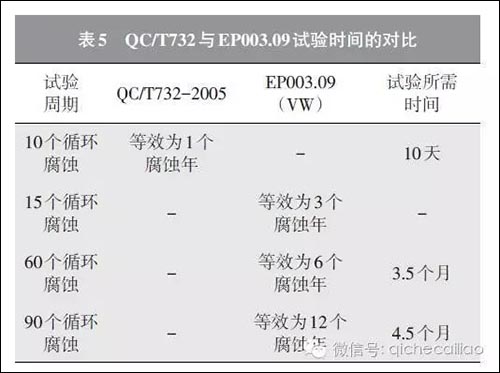
2000年以后,海南汽车试验研究所起草了汽车行业标准QC/T732-2005《乘用车强化腐蚀试验方法》,2005年7月1日实施,用来考核整车涂层耐腐蚀性能,试验场地是海南琼海,目前只能对乘用车涂层耐腐蚀性能进行考核。德国大众考核整车道路循环腐蚀试验的方法是EP003.09,试验场地在美国的凤凰城。有关试验方法的对比见表3~表5。

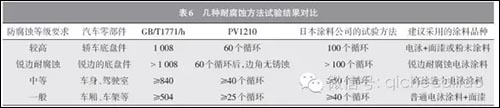
每种试验方法的试验条件各不相同,笔者通过大量试验得出了几种试验方法之间的对比关系,见表6。
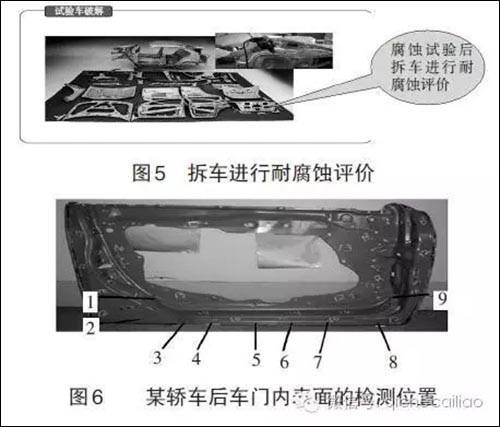
无论采用QC/T732 方法还是采用EP003.09 方法,做完整车道路腐蚀试验后,都要拆车按评价等级进行腐蚀评价,见图5。
3.3 涂装线现场拆车进行泳透力测试
电泳质量(尤其是车身内部、缝隙、空腔部位的电泳漆膜厚度),直接影响整车的耐腐蚀性。目前,最普遍、也是最有效的办法是对电泳涂装后的整车进行剖车,验证电泳涂装的泳涂性,并根据泳透力结果,对产品设计进行修正。某汽车公司的评价方法是:在电泳涂装前确定车身内表面(内腔)每个部位需检测膜厚的位置及检测的点数,然后剖解电泳涂装后的被涂物(车身),按规定的部位及检测点数测定漆膜厚度,与目标膜厚进行比较,合格率达到90%以上为合格。
图6(图中1~9是检测的位置)是某轿车后车门内表面检测部位及检测点数的示意图。
目前,国内外汽车公司公认的车身内表面、内腔电泳漆膜厚度的标准是:乘用车,车身内表面膜厚≥12μ m、内腔膜厚≥10 μm;中重型车,驾驶室内表面膜厚≥10 μm、内腔膜厚≥8 μm。
结束语
与国外先进汽车企业相比,国内汽车企业在产品设计、制造工艺、防护工艺和材料选择等方面还存在一定差距。在汽车防腐技术方面,整车防腐水平与国外相当,但底盘零部件的防腐水平较低。虽然近年来已经对汽车防腐性能的重要性有了一定认识,但在企业产品开发体系中还没有成立专门的腐蚀评价部门,在产品设计过程中也缺乏腐蚀评审流程。所以应尽快转变国内汽车企业的观念,提高企业对汽车防腐性能的认识,建立企业自己的腐蚀评价体系已是当务之急。
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org 责任编辑:王元 《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475