



本期讲述激光淬火、激光熔覆的金相组织。
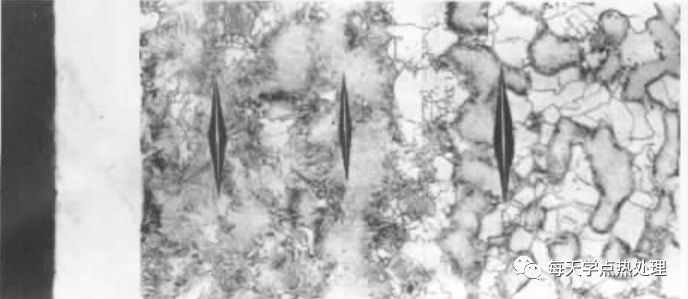
硬化区表层组织为板条状马氏体,过渡区为马氏体、铁素体,心部组织为铁素体、珠光体(图左边白色段为制样时保护边缘的铜片)。
20钢适用于不经热处理、低负载的大零件,或者要求表面硬度高而心部强度不高的渗碳、碳氮共渗处理的零件。20 钢用常规淬火很难淬硬。但 20 钢易冲压成型,有些冲压零件既要求尺寸精度高,又要求表面局部硬化,采用常规处理难以解决,而采用激光淬火局部硬化就是比较好的办法。如空调机阀板阀线表面经激光淬火后硬化层深度可达0.45mm左右,表层显微硬度为420~460HK(相当于42.5~45.5HRC),有比较好的使用效果。
图中板条马氏体不甚明显,因激光淬火加热的温度和时间极短,故晶粒很细,在多数情况下为隐晶马氏体,在图上灰色带区域均属马氏体,努氏压痕显示该区具有淬火硬度,里层白色大颗晶粒为铁素体,第三个压痕较大,已处于马氏体与铁素体的过渡区域。
激光淬火与常规热处理不同,它的加热是由点到线、由线到面,以扫描的方式来实现的。由于激光加热速度极快,可达3~5x10³ ℃/S,钢铁在快速加热时,其 Ac1点上升近百度左右,因此,允许钢材表面的温度在900~1200℃之间,而不致发生过热现象。在极短时快速加热条件下,奥氏体内的碳浓度很不均匀,淬火后多数情况为隐显马氏体或细微马氏体区域,在金相显微镜下不易分辨。
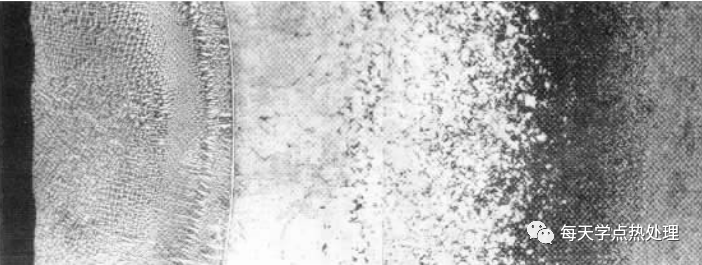
图2 120X
图2,45钢表面激光熔覆 Ni-Cr-Si-B合金的组织全貌。图左侧为表层N-(Cr、Fe)固溶体,呈树枝状结构,其间分布有硼化物、碳化物、硅化物等硬质相。白色细带状为表面合金层与母材结合的过渡带。过渡带下方逐渐由马氏体向马氏体和黑色屈氏体的混合组织过渡。图右侧为心部组织为索氏体。
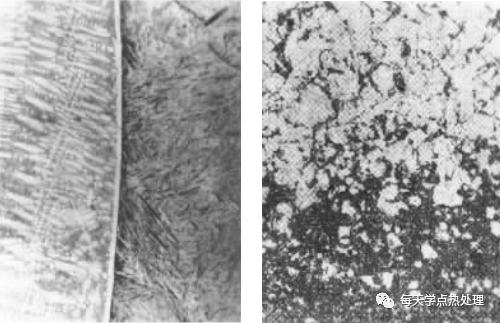
图3 500X 图4 500X
图3,为过渡带附近高倍下形貌,白亮带清晰可见,树枝状合金化合物与细针状马氏体均十分明显。
图4,为混合组织区高倍下形貌。马氏体及托氏体混合分布,越近下方屈氏体增多。
工作在苛刻的磨损条件下的许多构件,尽管有许多传统的涂覆工艺,但往往不能保证长久的耐磨性能。因此,在20世纪80年代,利用大功率激光束作热源,将涂覆在工件(开槽)的Ni-Cr-Si-B合金粉末熔化,同时基体也产生微熔,在凝固过程中使合金粉末与基体牢固地结合成涂覆合金层。
与一般的涂覆工艺相比,激光涂覆工艺具有以下优点:
(1)涂覆层的显微组织特征表明它与基体材料具有优良的黏合力。
(2)合金元素沿层深均匀分布,与基体材料交界处合金元素分布合理。
(3)激光加热速度快,变形很小,涂覆层元素不易被基体稀释。
Ni-Cr-Si-B粉末合金硬化处理的表面组织结构比较复杂,其中连续的灰白色母相是Ni-(Cr、Fe)固溶体,呈细小树枝状结晶分布,其上均匀分布着硼化物、碳化物及硅化物等相。碳化物呈甚细的块、条状分布于枝晶间,硼化物及硅化物呈细针或弥散分布的细小质点,均匀、分散地分布在Ni-Cr固溶体上。镍铬固溶体中主要固溶铬元素,以及其他少量合金元素。Ni-Cr固溶体的树枝晶结构十分细小,靠近母材壁处呈明显的垂直方向分布,硬化层的这种组织结构具有极大的耐磨性。在合金硬化层与母材结合处有一明显的细白带(为马氏体),则为合金层与母材的结合处,有合金元素扩散,显示合金层与基体具有牢固的结合力。同时,还说明激光束能使不同熔点的元素同时熔化,从而获得均匀的涂覆层,深度可以达到1.0mm左右。
Ni-C-Si-B激光涂覆层具有很高的硬度,硬化层为960HV0.1,母材马氏体区的硬度为782~814HV0.1。母材马氏体与非马氏体过渡区的硬度为386HV0.1,母材硬度(索氏体状态)为344HV0.1。高硬度的碳化物、硼化物的硬度可达1400HV0.1。
Ni-C-Si-B合金层不仅是耐磨合金,同样具有优良的耐腐蚀性能。

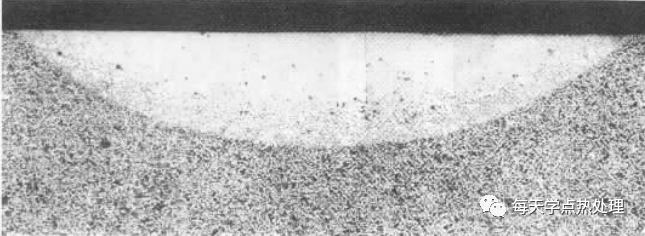
图5 50X
图号:图5~图8
图5,表面淬火层,板条状马氏体和针状马氏体组成,过渡区为马氏体和铁素体的混合组织,硬化层呈月牙形分布,心部组织为珠光体和铁素体。
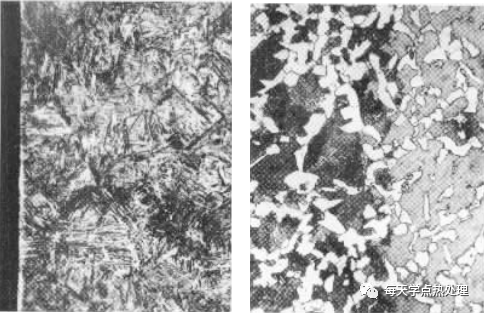
图6 500X 图7 500X
图6,月牙形区内组织形貌,板条状马氏体及针状马氏体。
图7,过渡区全貌,灰白色马氏体、白色小块状铁素体、黑色屈氏体混合组织。
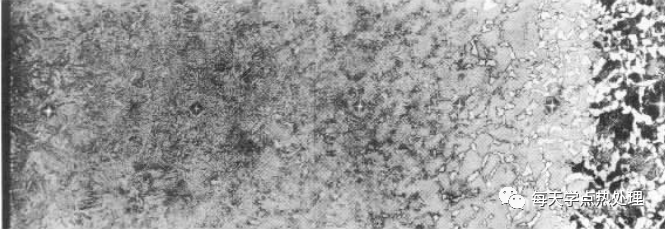
图8,经激光硬化处理后由表及里的组织分布形貌。
激光热处理有许多工艺特点为常规热处理所无法比拟。
①激光加热速度快,在百分之几甚至千分之几秒内就能使钢铁材料的局部温度升高到淬火所需的温度,并且可借助于金属的热传导使表层快速自冷淬火,淬火组织十分致密。
②淬火表层可获得高硬度的组织,能大大提高钢的抗磨损能力。同时,由于表层获得较高的残余应力,能大幅度延长钢的疲劳寿命。
③由于发生相变硬化时受热区很小,硬化层浅,时间也很短,所以变形极小。
④激光热处理的适用性很强,如深孔侧壁、盲孔底部,对各种形状复杂、尺寸特殊的零件,均能获得满意的硬化层。
⑤激光淬火不需要任何冷却介质,基本上不发生氧化,也不产生液体、气体等公害物质,不存在污染环境的问题,但设备造价和运行费用都很高。

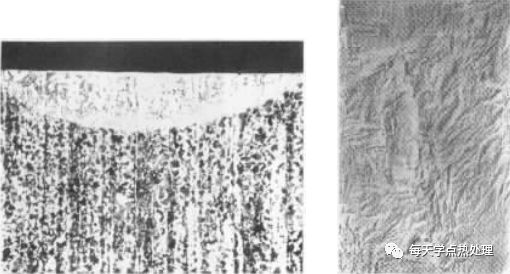
图9,表面月牙形淬火组织,为细小马氏体和少量未溶铁素体颗粒,过渡区,为马氏体和铁素体,心部组织为珠光体和带状分布的铁素体。
图10、图11,为激光淬硬区二次碳复膜透射电镜下形貌,板条状马氏体及孪晶马氏体。
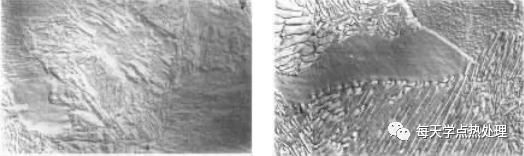
图12,为近过渡区二次碳复膜透射电镜下形貌,珠光体和铁素体。
表面淬硬层的硬度834~940HV0.1,交界处的显微硬度615-677HV0.1。

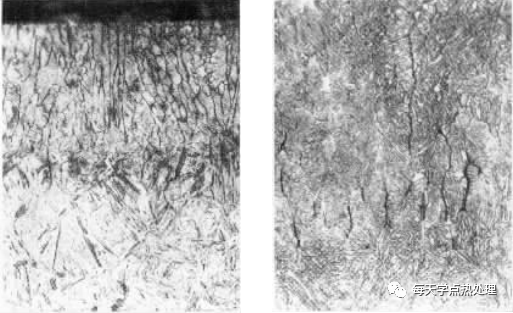
图13,激光淬火表面,有沿枝晶,间显微开裂,显微组织主要为针状马氏体。
图14,枝晶间显微组织裂纹向内扩展的情况,显微组织主要为针状马氏体。
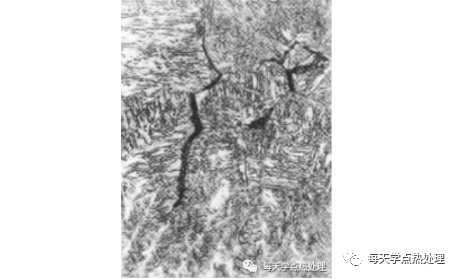
图15 500X
图15,激光淬火后沿马氏体晶粒晶界形成的显微袋纹,显微组织为板条状马氏体。
由于激光热处理具有一系列的特点,使激光在工业生产中的应用获得了广阔的前景,但这并不是说激光热处理什么问题都不会有。如常规热处理一样,由于激光工艺处置不当,同样会有淬火裂纹——沿着表面枝晶开裂和沿晶显微裂纹。激光淬火最重要的是控制表面温度和淬硬层深度。由于激光加热速度极快,难以测定表面温度。只能通过控制激光束的功率密度和相对扫描速度这两个工艺参数,来保证激光热处理的质量。
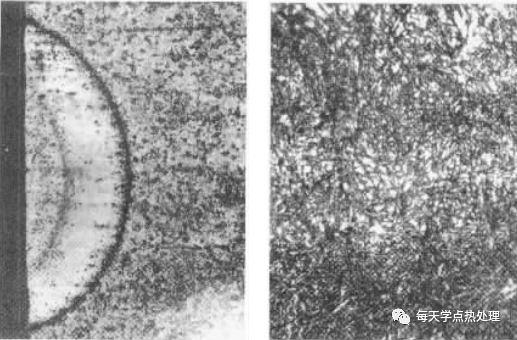
图16 50X 图17 500X
材料:T10
工艺情况:表面局部激光淬火
浸蚀方法:4%硝酸酒精溶液浸蚀
组织情况:
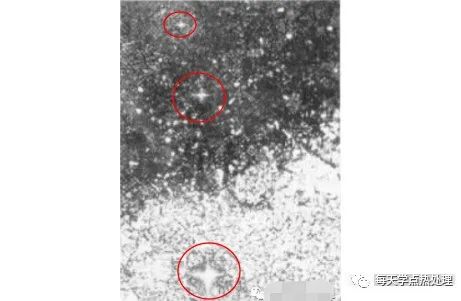
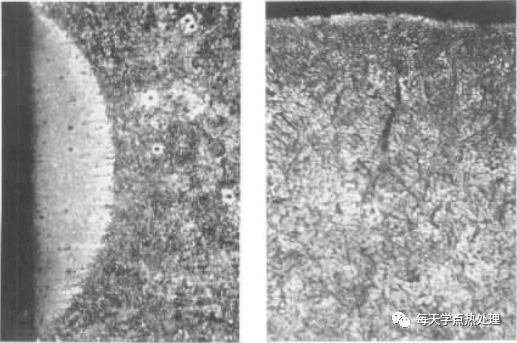
图19 50X 图20 500X
图号:图19~图21
材料:60Si2Mn
工艺情况:表面激光淬火
浸蚀方法:4%硝酸酒精溶液浸蚀
组织情况:
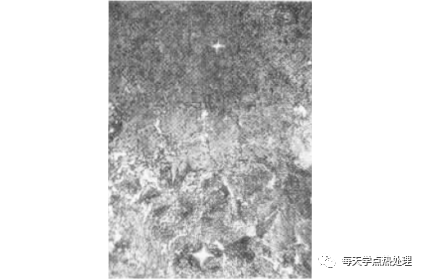
图21 500X

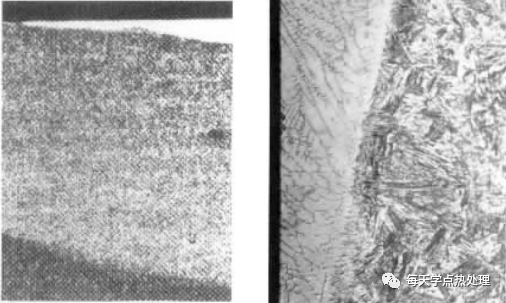
图22 100X 图23 500X
图号:图22~图24
材料:18Cr2Ni4WA
工艺情况:调质后激光表面淬火
浸蚀方法:苦味酸硝酸酒精溶液浸蚀
组织情况:
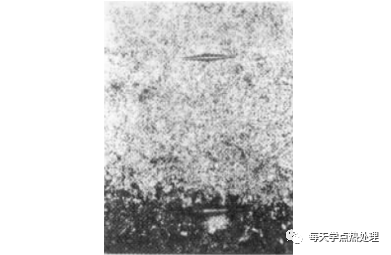
图24 50X
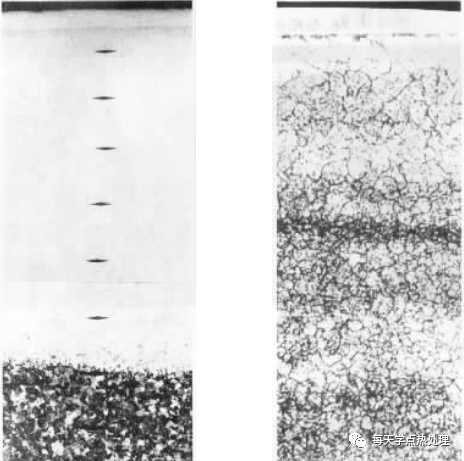
图25 200X 图26 500X
图号:图25、图26
材料:GCr15
图25,4%硝酸酒精溶液浸蚀
图26,苦味酸饱和水溶液和洗涤剂饱和水,溶液的混合溶液热浸蚀
图25,白色激光硬化区的组织为隐针状马氏体、少量碳化物颗粒和残余奥氏
图26,为经特殊浸蚀试剂显示奥氏体晶粒大小的形貌,奥氏体晶粒度自表面7级向内演变为8级(图上方的白色段均为制样时保护边缘的铜片。)
GCr15钢经激光淬火后的零件比常规淬火具有更高的硬度和更小的变形量。如用在纺织机上的锭杆,以18000r/min高速旋转与锭座构成一对摩擦副时,锭杆常规淬火硬度为63HRC,经激光淬火,锭尖处进一步硬化,硬度提高至 900~1000HV,使用寿命可提高一倍。
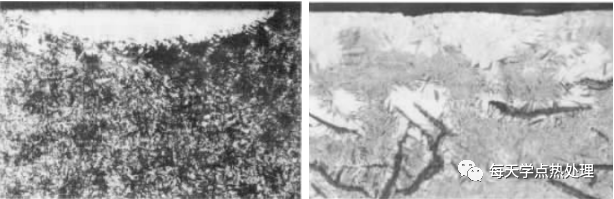
图27 60X图28 500X
图号:图27、图28
材料:合金铸铁(活塞环)
工艺情况:激光表面淬火
浸蚀方法:4%硝酸酒精溶液浸蚀
组织情况:
好,这是因为激光处理后在该区域的组织与未经处理的组织发生了明显的变化,莱氏体和马氏体的出现使硬度显著上升,耐磨性有很大提高,从而延长寿命。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”