
国家游泳中心(水立方)主体钢结构防腐涂装是怎么做的?
2020-04-07 10:30:52
作者:徐雪萍,张涛 来源:防腐蚀论坛
分享至:


▍工程概况
国家游泳中心是2008年北京奥运会的主场馆之一,是国家重点工程,备受海内外人士的高度重视,因此本工程质量控制至关重要。本文介绍了国家游泳中心主体钢结构防腐涂装工艺与难点处理。

(Werner /Pixaba)
国家游泳中心由钢筋混凝土框架筒体结构、空间钢结构和ETFE膜充气枕覆盖结构组成。其空间钢结构是建筑设计和结构设计的重点。国家游泳中心墙体和屋盖钢结构工程采用国内外首创的新型多面体空间钢架结构,总构件数为30513个,总用钢量达6800吨。
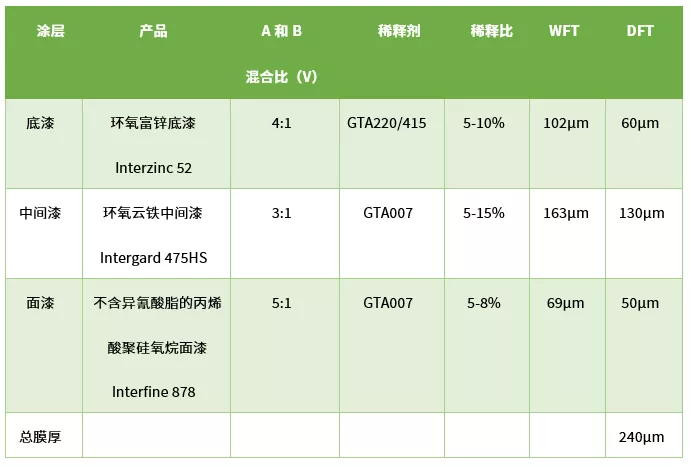
▍防腐涂装设计方案

▍本工程防腐涂装难点
本工程结构为不规则多边形,有圆管与圆管焊接、圆管与球焊接、圆管与矩形管焊接、矩形管与矩形管焊接、矩形管与球焊接,杆件与焊缝较多,防腐涂装难度较大。

杆件与砼面之间的距离很小,杆件之间的夹角很小,杆件与插板之间难施工,焊缝难施工,工程量大,防护难度大。

(wikimedia)
▍防腐涂装施工工艺
一、基层处理
1、手工除锈,除锈等级为st3,按照现场所做样板的照片进行对比检查。
2、施工要求
⑴结构性处理
为了保证钢结构的表面能够使涂料发挥最佳性能,在基层表面处理前要对构件的锐边,火焰切割边缘要抛光性打磨,对焊接缺陷,如气孔,非连续焊(凹坑)等要进行修正,焊缝及两侧要打磨平顺,无焊接飞溅物,焊渣等。
⑵除油和脱脂
对构件在制作、吊运,机加工时产生的油污以及探伤、拍片所用的有关试剂进行清洗,同时还要对其他污染物加以清理,以达到抛丸前钢结构表面清理所需要的标准 SSPC-SP1。通常采用的清洗剂有工业清洗剂, 乳化剂和溶剂。
⑶基层表面处理用工具
采用动力砂轮机对该部分构件的裸露钢表面进行基层表面处理。
砂轮机处理因采用砂纸片,砂纸片的规格为 PC-20,砂纸片表面砂粒直径约 1-2mm, 通常用砂纸片的直径为?125*16。
⑷基层表面处理要求和标准
采用砂轮机进行基层表面处理时,先打磨除去构件表面的氧化皮和浮锈,然后将砂纸片与被处理的构件表面保持一定的角度,从而确保被处理后构件表面产生有一定的粗糙度。以增强底漆与基层表面的附着力。
用该方法进行基层表面处理后的构件表面,应达到ISO8501 标准要求的St3级要求。基层表面应无氧化皮和浮锈,表面粗糙度应达到25-30微米左右。
⑸基层表面清洁
基层表面处理并检查合格后,底漆涂层施工前,应对基层表面进行充分的清洁处理,以除去基层表面的灰尘、锈尘、颗粒以及其它污染物。
基层表面清洁的一般方法为:用压缩空气吹净构件基层表面粉尘,锈尘等污染物,清洁用压缩空气必须干燥,无油和水,粉尘清理标准是ISO8502-3,灰尘量检验标准不低于1级。
⑹基层表面处理的一般要求
1)环境条件
a.构件表面有水、霜冻和冰时,不应对其进行基层表面处理施工;
b.雨、雪和大雾的天气,在室外的环境下,应停止基层表面处理施工;
c.当施工环境相对湿度大于85%或构件表面温度低于露点温度3℃时,不应进行基层表面处理施工。
2)基层表面处理合格后,钢材表面返锈前,在 4 小时内须涂装完底漆。如果底漆涂装前基层表面有可见的返锈,变湿,或者被污染,要重新清理至规定要求的级别。
(二)涂装技术要求及工艺
1、材料准备
2、机具准备无气喷涂机、刷涂工具、空气喷涂机。
3、涂装工艺
矩形管、圆钢管涂四遍漆,在加工厂只进行底漆和第一遍中间漆的涂装,涂装时已留出现场焊接部位,第二遍中间漆与面漆待整个结构安装、焊接完成后再进行现场涂装。埋件、节点球底漆、中间漆、面漆全部在现场涂装。
● 底漆Interzinc 52涂装
⑴混合与搅拌
混合比例:A组分:B组分=4:1(体积比)
混合时先用动力搅拌器搅拌基料(A),然后将全部的固化剂(B)和基料(A)调和在一起,再用动力搅拌器彻底搅拌。
⑵混合使用寿命
注意:超过混合使用寿命时间的油漆不得使用,否则易产生流挂和喷涂后固化不良、附着力差等情况。
⑶涂装方法
底漆大面积施工时采用高压无气喷涂,局部补漆及小面积施工可采用刷涂。由于该油漆一次刷涂很难达到设计要求的干膜厚度,因此分多道刷涂。
第一道底漆刷涂后,底漆漆膜的干膜厚度应在25-30微米后道底漆涂层应在规定的覆涂间隔时间内进行覆涂,直到达到设计要求的干膜厚度,进气压力:3kg—4.5kg/cm2。
⑷预涂
喷涂实施前必须对焊缝部位用毛刷进行预涂。预涂时,不得有流挂、堆积现象,否则可能会产生龟裂现象。施工时应该小心避免涂覆过厚。
如果漆膜太厚,会产生粘结膜缺陷;还要避免干喷涂,否则会使涂覆层出现针孔。Interzinc 52 涂覆过厚,会延长最小重涂间隔和搬运时间,而且可能对重涂层的重涂间隔有不良影响。
⑸表干,硬干和覆涂间隔时间
⑹覆涂
埋件表面喷涂经测膜合格后,如有漆粉颗粒,灰尘和污染物,需采用砂纸打磨处理。如果Interzinc52经过长期风化,表面可能会形成锌盐,覆涂面层涂料前必须予以清除。
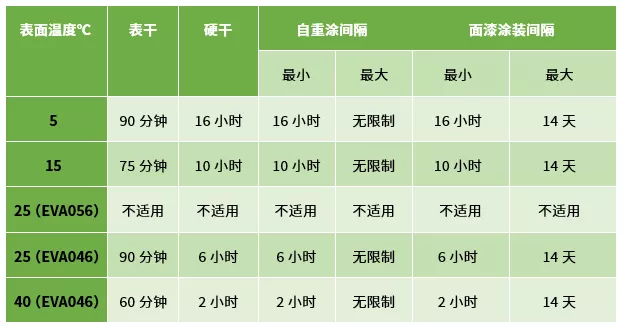
● 中间漆Intergard 475HS涂装
⑴混合与搅拌
混合比例:A组分 :B组分 = 3 :1(体积比)
打开A组分包装,用机械搅拌器搅拌均匀A组分,加入全部的B组分固化剂。因固化剂较粘稠,固化剂桶先倒出,残留在桶内的固化剂需加入溶剂 GTA007,再进行充分搅拌、稀释后倒入 A 组分内充分搅拌、混合。
分次使用一套涂料时,一定要按比例混合,油漆搅拌均匀后,必须在规定的使用寿命内用完。
⑵混合使用寿命

在温度低于25℃以下使用的固化剂为EVA056,在温度高于25℃以上应使用高温固化剂EVA046,如果使用超过规定的使用寿命的油漆,会影响涂层成形和漆层结合力。
⑶涂装方法
中间漆施工应使用高压无气喷涂。由于底漆Interzinc 52采用刷涂施工,底漆表面相对比较粗糙,所以中间漆Intergard 475HS的施工前,应用60目左右的砂布,将底漆Interzinc 52涂层表面砂磨平整,并充分清洁干净后,再覆涂Intergard 475HS涂层。
泵压比:至少64:1。
进气压力:至少3.5kg/cm2,喷嘴压力到至少190kg/ cm2。
喷嘴口径:0.53~0.63mm(0.021″-0.025″),并根据构件具体特点合理选择喷枪喷幅。
⑷预涂
在喷涂施工前,应对构件的焊缝用毛刷进行刷涂。
⑸固化
如果再涂覆过程中或刚涂覆完时便暴露于过低的温度或高湿度的环境,就可能导致固化不完全和表面污染,降低涂层之间的附着力。如果温度超过25℃,需用另一种固化剂(EVA046)。
⑹表干、硬干和覆涂间隔时间
⑺覆涂
喷涂硬干后,经测膜合格后,如有漆膜缺陷和漆雾颗粒,表面需采用砂纸打磨清理并保持干燥,以达到平滑、干净的漆膜表面,以达到面漆成膜光滑,得到最佳的防污效果。
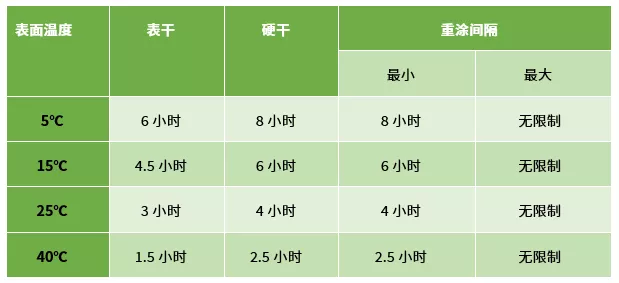
● 面漆Interfine 878涂装
⑴混合与搅拌
混合比例:A组分 :B组分 = 5:1(体积比)。
将A组分和B组分按比例混合,加入适当比例稀释剂GTA007彻底搅拌均匀后,待用。涂覆开始时使用未开启过的漆料容器。
因为固化剂对湿气比较敏感,一旦固化剂桶打开后,如果只是部分使用,重新盖上以后,空气中的湿气就会留在桶内与余下的固化剂反应,对最后形成的漆膜性能产生不良影响,因此 整套的涂料混合搅拌使用。
⑵混合使用寿命

⑶涂装方法
采用空气喷涂(带压力罐)或无气喷涂方法施工。刷涂和滚涂的施工方法也适合,但刷涂仅用于小范围修补或预涂。
喷涂时不断对湿膜厚度测量,才能控制干膜厚度。使用无气喷涂,切不可压力过大,否则会产生漆雾飞扬,污染其他表面。
喷涂泵压力比:64:1进气压力:3.0-4.0kg/cm2。
喷嘴压力:至少155kg/cm2。
喷嘴口径:0.28-0.43mm (0.011″- 0.017″), 并根据构件具体特点合理选择喷枪喷幅。
⑷预涂
在喷涂前,应对构件的焊缝部位用毛刷进行刷涂,以保证这些区域不漏涂和达到相应的干膜厚度。
⑸表干,硬干和覆涂间隔时间
⑹固化
当相对湿度介于40%和85%之间时,Interfine878固化效果令人满意。湿度低,固化则慢;湿度高,固化则快。
▍防腐涂装施工的难点处理
1、底材处理方面
a、国家游泳中心工程构件结构复杂,存在大量的结构死角,用常规的打磨设备无法对这些区域除锈,通过参考其它工地的施工经验并结合现场技术服务人员的施工建议,要求施工单位采购特种设备,如用于打磨死角的小钻头等,对上述区域进行处理;
b、现场没有进行打磨除锈的球结点数量巨大,分布不均匀,为确保施工单位的除锈工作进行彻底,在打磨报验的时候,质检人员携带图纸参与报验,并将验收合格的球结点在图纸上标出,以示区别;
c、屋面下弦底部的球节点与支撑架跳板面的距离过小,按照正常的方法无法对球节点底部的除锈情况进行验收,为了解决这一难题,用反光镜与照明手电配合对底部的除锈情况进行验收。
2、涂装施工方面:
a、为避免喷涂施工对环境造成污染,在钢结构外围设立密布网,防止涂料飞扬;
b、在底漆的施工当中,对焊道、死角的涂装成为施工难点,经过现场观察,发现这些区域的漏涂主要是由于施工设备的使用不当造成的,要求施工单位对上述区域进行涂装时安排专人采用刷子来涂装这些区域,避免漏涂;
c、大面积涂装施工开始时,为确保球节点等现场打磨处理区域的涂层厚度,要求施工单位在喷涂中间漆之前先将上述区域刷涂一遍中间漆,再开始大面积施工;
d、为确保涂层厚度,在每一道油漆施工完毕之后,均安排专人测量涂层厚度,检测合格之后再开始下一道油漆的施工。
3、施工方式
a、由于前期工期紧所以采用喷涂,其优点是:效率高,成膜厚,涂层表面状态好,美观,施工速度快。
b、后续膜结构开始施工,为了避免防腐涂装喷涂时污染膜结构,所以采用刷涂。其优点是:施工便捷,对环境污染小。
4、涂层损伤的修补
钢结构涂装,构件运输和吊装过程中,会发生机械损伤,涂层被破坏后要进行修补。如果破坏至金属铁和中间漆,手工除锈至St3等级。
清除锈蚀后,再把边缘打磨成平缓坡度,清洁粉尘后按油漆配套和技术要求补涂漆。如果仅是面漆被破坏则采用80目砂纸轻轻打磨平整(St2),清洁粉尘后再刷涂面漆。

▍结束语
国家游泳中心是2008年北京奥运会的主场馆之一,是国家重点工程。对国家游泳中心钢结构的防腐蚀涂装质量控制是十分必要的,整个防腐涂装不仅采取了全面自检。而且依据国家标准规范,采取了第三方抽检。
抽检项目包括:涂层厚度、附着力、外观及低压漏点检测。其目的就是确保国家游泳中心钢结构更加安全、可靠、耐久。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741