
汽车锈蚀典型区域案例分析
2015-04-01 00:00:00
作者:ecorr_91 来源:《腐蚀防护之友》
分享至:


近10年间,从市场投诉问题和海南试验结果来看,锈蚀产生的区域,缝隙腐蚀的范围和频度在逐步增加,这些区域由于电泳漆无法保护,且设计结构不合理、冲压质量、包边工艺等产生锈蚀诱因。本次研究,主要通过调研国内在售中、高端车型的锈蚀案例、设计结构和保护措施,对车身边、角和缝隙腐蚀的易发区域从结构设计、密封胶保护、工艺控制等方面进行分析和对策方案推荐。
文| 李婷婷 司进华 金 超 佟永旭 华晨汽车工程研究院
车身的防腐蚀性大部分由车身电泳漆来进行保护,目前的电泳漆基本都可以保证1000 小时的耐盐雾试验,即保证10 年的耐腐蚀性能。
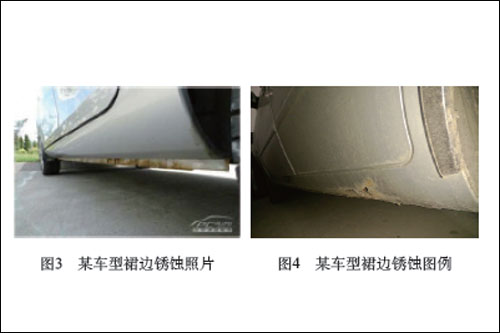
瑞典腐蚀研究1971~1979 年各国生产的30 余种小轿车总计7548 辆进行了腐蚀调查。按照车身区域左右对称各分为17 个区域, 总计34 个区域,如图1 所示,按照区域内产生锈蚀的车的频次和严重程度的百分比进行统计,统计结果如图2 所示。
从瑞典实车调研结果看,锈蚀频度和严重度上进行叠加分析, 需要重点保护的区域如下:2 区(翼子板前端),4 区(翼子板后端和A 柱搭接处),7 区(裙边),8 区(前门),11 区(后轮罩), 14 区(后翼子板)。因为在80 年代的涂料,其耐石击性能较低, 可见前后翼子板和门盖附近的腐蚀部分为石击造成,但近10 年, 中涂和面漆的耐石击技术有了大幅度提升,电泳内腔的保护能力也有比较充分的验证,所以锈蚀逐步由大面过度到边角,由区域转变到缝隙。一辆轿车有近3000-4000 个焊点,焊接、螺接等钣金搭接关系存在大量缝隙,裙边、轮罩等区域存在缝隙腐蚀风险, 这些电泳无法保护的区域,要从结构设计和密封保护上想办法。下面就艺4 个锈蚀的典型区域为例,逐一分析锈蚀原因和保护对策:
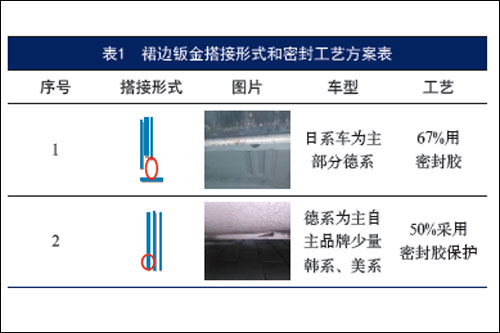
裙边部位锈蚀
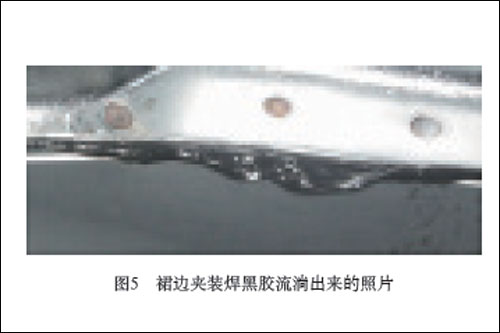
车身下裙边接触地面的水、泥沙、石子击打和除雪剂的堆积, 是防腐蚀的重点区域,经过收集分析竞品车型的底部裙边设计形式和工艺保护方法,目前有2 种主流方法,可供参考,如表1 所示。方案1 的结构不但可以起到防腐蚀效果,还可以防止装焊黑胶流淌,滴入输送设备,高温摩擦,产生火灾隐患,如图5 所示。
许多厂家不仅在裙边下部钣金缝隙处实施密封胶工艺,如图6 所示,在裙边附近的焊点也会用密封胶保护,如图7 所示。防止焊点、毛刺产生的锈蚀,另外,高档一些的车型,除了裙边密封保护外,还使用塑料护板进行包覆,起到了更好的防腐蚀效果。下车身的裙边和轮罩区域附近,不建议采用“多耳或波浪”的钣金搭接形式,如图8 所示,受装焊工艺尺寸精度等影响,以及运动强度等的问题,波浪结构是产生缝隙腐蚀的高发地带,目前收集的裙边腐蚀状况看来,波浪搭接形式的裙边受锈蚀投诉的较高。
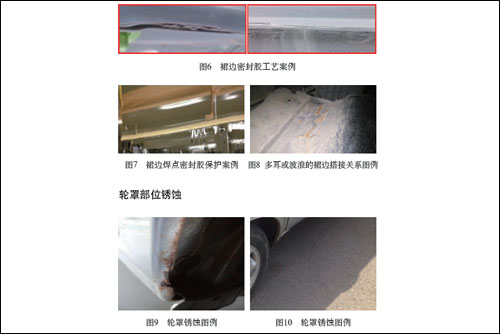
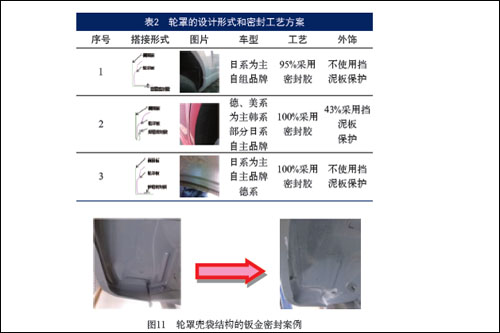
轮罩和裙边一样,是受石击、污泥、除雪剂影响较大的重点锈蚀区域,经过大量车型调研,目前较好的轮罩设计形式,配合密封胶工艺保护形式有如下三种,详见表2.
经调研,轮罩常常出现的兜袋结构,建议必须采用密封胶工艺将其充分保护起来,如图11 所示。
轮罩板和侧围板的焊接,冲压件冲压圆弧质量和装焊的搭接缝隙偏差,常常造成缝隙,经过焊点连接后,产出一段一段的缝隙, 即X 型缝隙,这类缝隙对车身腐蚀提供了极大的可能性,需用密封胶彻底密封保护,在结构设计上预留6mm 以上的密封胶作业空间。除了结构设计和密封胶保护,采用挡泥板保护会获得更好的防腐蚀效果。
门盖部位锈蚀
门、盖部位的锈蚀原因有多种:
前盖前端受石击影响较大,是易腐蚀区域,除涂料耐石击性能外,镀锌板或铝板前盖的使用也可以提高其耐腐蚀性能。日系略高档车型,在中涂后,再前盖前端,翼子板上部等易石击区域, 加喷15μm 的抗石击涂料以提升其耐石击性能。
前、后盖受灯、杠、翼子板、亮条等相邻部件的运动干涉影响, 易产生锈蚀。
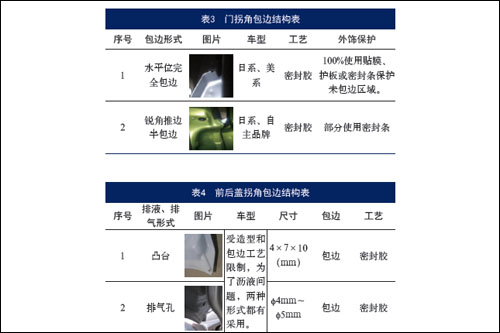
门、盖设计受造型限制,产生很多棱角,冲压包边在拐角处不能完全包覆,所以易产生锈蚀。如图12 所示。如何巧妙的设计拐角处的包边,用密封胶密封结合贴膜等保护措施,已达到防腐蚀保护的作用,详见表3 和表4.门盖拐角处包边,预留密封胶作业空间,或使用贴膜等其他保护措施。
后盖铰链尽量考虑涂胶操作空间,前盖铰链尽量避免多连杆结构。铰链周边密封,或使用铰链预涂胶进行缝隙保护。
门盖在总装生产调整时,不当的操作会使包边处的密封胶或油漆开裂产生锈蚀。
谨慎使用门框密封条导槽结构,如图13 所示。注意缝隙的影响:小于250μm 时,易产生缩孔,大于300μm 时,容易产生流挂,而且对缝隙腐蚀比较敏感的宽度是0.025~0.1mm.
锐边、毛刺、焊点、焊渣等缺陷
毛刺是由于冲压件不合格产生,一般由控制模具间隙来解决此问题,产生毛刺的部件,要进行人工打磨返修,方可上线安装。锐边,是由于零件制件不良,导致部分零件产生辊压锐边,导致R 角过小,产生锈蚀,改回到合格零件后,经过100 个海南盐雾循环对比后,R 值过小的产生锈蚀,合格零件没有产生锈蚀,详见图14.
外表面焊点不良、焊渣等造成的锈蚀,如图15 所示。侧围或者后盖内框等表面C 区域的焊点,建议采用铜垫板,使焊点边缘不外凸,防止锈蚀的产生。从海南盐雾腐蚀100 个循环结果来看,整车A 柱、四门两盖等大面锈蚀或绣穿问题并不常见,目前的电泳和车身结构设计以及仿真软件的模拟分析上都采用了十分完善的手段进行保护,已经充分重视并规避。
随着自主品牌的能力提升,我们的汽车也远销海外,但由于工艺问题和局部缝隙保护等问题,运往海外的车身经历海上盐雾、潮湿、高温的环境,到港便出现锈蚀,被海关清退并罚款的事情时有发生。所以我们在关注整车长期耐腐蚀的同时,也要关注腐蚀易发区域的保护,目前锈蚀频次发生较高的区域多数在缝隙间的区域。本文通过对发生频次较高的腐蚀典型案例作原因分析和对策建议,把车身防腐蚀的目光逐步由电泳内、外腔保护设计上, 逐步扩展到密封胶工艺设计,整体冲压毛刺、焊装焊点和尺寸缝隙、总装调整门等等整体工艺水平提升,从设计到工艺,各个细节都建立防腐蚀的思维,才能全面的提升车身耐腐蚀能力水平。
详情请见腐蚀防护之友2015年04月第二期杂志。
详情请见腐蚀防护之友2015年04月第二期杂志。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 汽车锈蚀
相关文章
无相关信息

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475