



微纳米复合粉末渗锌涂层在防腐蚀领域中的应用
□文/姜蓓蓓,杨新岐·天津先知邦渗锌防腐蚀金属制品有限公司
钢铁材料腐蚀是当今世界面临的迫切需要解决的问题之一;在全世界范围内,每90s内就有1t钢铁材料转变为铁锈,其中在钢铁材料制造的2t结构中,,就有1t被铁锈所取代。
因此研究开发先进的防腐蚀技术,以减少腐蚀造成的经济损失、延长钢铁材料和设备的使用寿命,对促进先进技术、尖端科学和国防工业的发展,以及国民经济的可持续发展具有极为重要的意义。
在过去长期研究中已开发了许多工业化表面防腐蚀处理工艺,由于金属锌具有耐腐蚀性好、附着强度高、熔点低、易于涂覆及阴极保护作用等特点,因而锌是钢铁构件中应用最广泛的防腐材料。
据统计,世界上锌总产量的70%用于镀锌工艺,在我国50%以上的锌产量用于镀锌防腐工程。目前已开发了多种锌防腐涂层:如电镀锌(离子镀或离子注入等)、冷镀锌(机械镀、化学镀、涂刷镀等)及热镀锌涂层等。
与上述涂层加工工艺比较,粉末渗锌具有独特的优势:如工艺过程简单、节省原料及不污染环境等。粉末渗锌涂层与基体的结合强度很高,具有优异抗高温氧化性、耐腐蚀性和抗磨损与抗冲击等特性,极大地提高了金属构件的使用性能,因而在钢铁材料防腐工程领域具有极为广泛的应用前景。
技术原理及工艺特点
技术原理
微纳米复合粉末渗锌技术是一种先进的钢材防腐蚀表面处理技术,其原理是将微纳米粉末添加到渗锌剂中,与钢铁制件一起置于渗锌炉中,加热到350~420℃ ,活性锌原子则由表及里地向钢铁制件渗透,与此同时,铁原子曲内向外扩散,这就在钢铁制件的表层形成锌-铁金属间化合物,即渗锌层(图1)。2008年出版的美国ASTM标准将这种工艺形成的防护涂层称为热扩散涂层(Thermo-Diffusion Coatings-TDC)。通过热扩散涂层处理工艺可以明显改善金属材料表面耐腐蚀、耐磨损、抗氧化及抗冲击等使用性能。
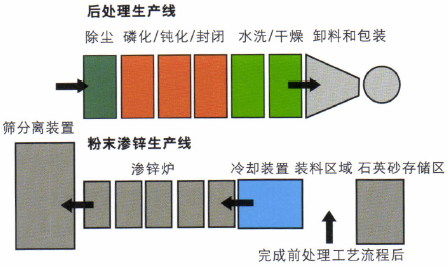
图1微纳米复合粉末渗锌工艺流程
与传统的粉末包埋化学热处理不同(将构件包埋在粉末中在静止状态下加热),微纳米复合粉末渗锌过程是在不断滚动状态下进行加热处理,粉末混合物与工件之间的机械摩擦、冲击作用,不仅有利于新鲜扩散渗剂与被处理界面的紧密接触,而且使得被加热介质温度场均匀化、并有效促进冶金扩散化学反应。
目前的粉末渗锌技术不需要惰性气体或低真空的加热环境,一般在大气环境下的密封容器中就可以实现热扩散涂层加工处理,因而热处理设备简单、成本低,非常适合于复杂形状钢铁构件的大批量加工处理。
必须强调的是:粉末渗锌涂层在大气环境或加速腐蚀试验环境下,在早期使用中可能在涂层表面局部呈现褐色斑块现象,但这种类似锈蚀的褐色斑不会影响涂层的防腐性能(必须与钢铁基体的腐蚀区分开),这是由于Zn-Fe合金涂层表面Fe离子释放而产生的氧化物。有时候为避免上述现象,渗锌涂层进行钝化后处理(磷化、钝化或封闭处理等)。因此,复合粉末渗锌技术是指包括前处理、加热渗锌及后处理等完整工序的一种热扩散涂层加工工艺过程。
工艺特点
(1)涂层厚度均匀性好。渗锌涂层厚度只取决于加热温度和保温时间,与构件的形状和不同位置基本无关。无论螺纹、内壁或凹槽等部位,通过控制规范都可获得在20~110m之间变化均匀涂层,如图2所示。
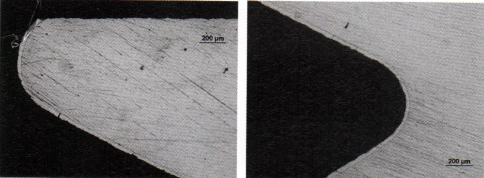
图2螺纹位置的均匀渗锌涂层
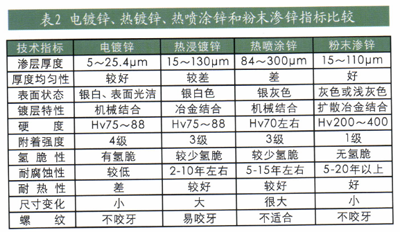
(2) 硬度最高,耐磨损和抗划伤能力最强。粉末渗锌涂层显微硬度为250~420HV 。而热浸镀、电镀锌,涂层硬度一般为75~88HV ,热喷涂锌层具有1%~15%孔隙率,因而硬度更低;达克罗涂层硬度最低,仅为2~6H(H为铅笔硬度测量单位)。硬度越高表明镀层耐磨损性能越好、抵抗表面划伤能力也越强(图3)。
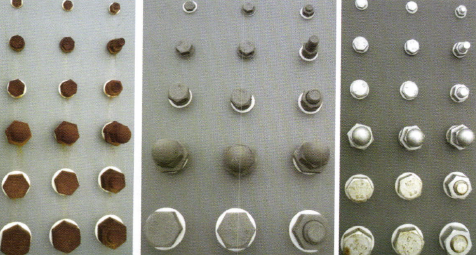
(a) 未做表面处理 (b)渗锌涂层 (c)达克罗涂层
图3试样大气暴露试验1000h
(3)与基体金属的结合强度最高。粉末渗锌层为扩散冶金结合,具有很好的附着强度,耐磨损抗划伤,涂层很难剥离掉,只有用化学酸洗方法才能除掉,其涂层与母材界面拉伸强度为600~700kg/mm2;涂层表面层拉伸强度为300~350kg/mm2。
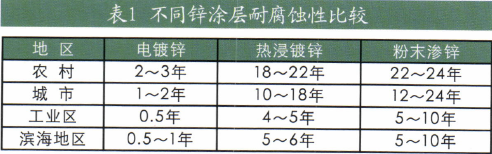
(4)耐腐蚀性最强。粉末渗锌层为铁-锌合金组织,渗锌层与铁的电位差低于锌与铁的电位差。因而作为阳极性保护层,渗锌层具有更好的保护效果。试验表明在海洋大气、恶劣的工业大气等多种环境下,渗锌层的耐蚀性高于电镀锌,比热浸镀锌的耐腐蚀性高10%~30%,见表1。
(5)涂覆性能最好。粉未渗锌层均匀与油漆和高分子涂层材料之间具有很好附着强度,其复合涂层的耐腐蚀性均明显优于热浸镀、电镀锌和热喷涂锌层。
(6)温度低,不影响构件机械性能,没有氢脆现象。渗锌处理的温度在350~450℃ ,此温度下吸入钢基体的氢原子已扩散逸出。因此在应用中没有氢脆的危害,也能避免弹簧、高强度金属件因处理温度高造成机械性能下降的局限性,可以处理各种钢铁锻件、组装件、紧固件、铸件、铸钢件和型钢、对温度有特殊要求的高强钢构件和弹簧钢构件等。
(7)节约锌粉。粉末渗锌工艺耗锌量是热喷涂锌的30%、热浸镀锌的60%。热浸镀锌由于锌蒸汽、锌灰、锌渣及锌液飞溅、锌瘤毛刺等造成较多锌原料浪费;热喷涂过程由于锌粉氧化也会造成大量锌的损失,而粉末渗锌在密封容器中进行,所加锌粉可根据构件表面积和镀层厚度准确控制,耗锌星明显低于上述镀锌工艺。
(8)工艺过程无环境污染。粉末渗锌为固态热扩散过程,构件与渗剂在密闭的容器中进行扩散和分离,没有锌蒸汽产生,热处理炉用电、燃油或燃气作为能源,对周围环境没有污染。而热浸镀锌有锌废料和锌蒸汽等污染,电镀锌有“三废”排放严重污染,,达克罗涂层由于存在“Cr6+”对环境产生严重污染,,目前国外已限制达克罗涂层的工业应用。
发展现状及评定规范
发展现状
传统粉末渗锌原理是1904年由英国冶金学家sherard Cowper-Coles首先提出的,之后前苏联学者对此进行了深入研究并获得许多专利成果。1940年在欧洲的一些国家得到推广并实现了工业化生产,1970年后在欧洲的工业发达国家得到普遍推广应用。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 腐蚀涂层微纳米

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”