



近几年,随着经济发展,要求大机组普遍参与调峰,在电力负荷低的时期,不得不在远离设计工况下长期带低负荷,低负荷的下限甚至低于额定负荷的30%,从而使许多机组的末级叶片出汽侧受到严重的水蚀损伤。有些机组,主要是北方,末级叶片在进汽侧也受到大面积水蚀损伤。
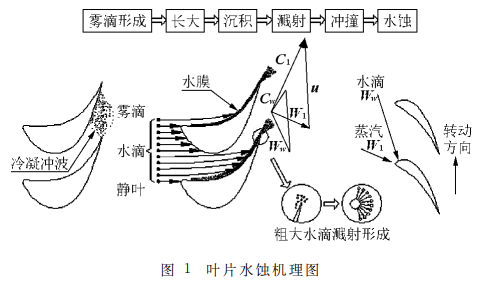
末级动叶出汽边水蚀的原因是当机组在低负荷运行时,动叶根部区域产生回流,回流夹带着水滴,撞击在动叶出汽边背弧上,导致材料的疲劳破坏。
流中夹带的水滴来源于以下几个方面:
(1) 回流从凝汽器中抽吸回来的水滴及回流本身具有的湿度;
(2) 排汽缸及导流板中一些凸出部件上凝结的水膜,被汽流撞击而反溅回来的细小薄膜状水滴;
(3) 末级叶轮侧面上的凝结水滴受离心力作用,而被抛向排汽通道;
(4) 从端部汽封中流出的湿蒸汽;
(5) 喷水减温装置投运时喷出的雾化水滴。
汽轮机低压部分叶片工作在含有水滴的湿蒸汽中,在水滴的作用下叶片产生水蚀,特别是低压末级叶片,由于蒸汽湿度大,且圆周速度又高,使叶片极易遭到水蚀。
一般情况下。叶片发生水蚀的区域为顶部进汽边和根部出汽边,叶片的水蚀会导致叶片出现蜂窝状组织,严重者使叶片进出汽边缘呈现锯齿状,形成很多细小的裂纹。这些部位很容易产生应力集中,抗疲劳强度降低,水蚀发展到一定程度还会改变叶片的振动特性,导致机组发生强烈振动等恶性事故,而且可使级效率下降。
汽轮机末级长叶片的水蚀损伤无论发生在进汽侧还是在出汽侧,都是受蒸汽凝结过程中携带的小水滴对叶片的水冲刷连同水滴中所含化学杂质对叶片的腐蚀作用的结果。只是在叶片顶部(进汽边)的水蚀是在正常工作条件下无法回避的,因而在设计上采用局部的各种硬化处理加以防护,其中广泛应用镶焊司太立合金片;而在叶片出汽侧以及进汽侧发生大范围的水蚀损伤,通常则是由于汽轮机在大大偏离设计工况下运行所引起,被认为是不应发生的。严重的水蚀将大大缩短叶片的使用寿命。因此,应从运行上尽量避免。
汽轮机低压末级叶片水蚀的主要原因:
(1) 机组频繁启停,导致末级叶片工况变化大;
(2) 长期偏离设计工况低负荷运行,低压缸蒸汽参数低、流量小、排汽湿度大;

水蚀现象本质上是运动的水滴撞击叶片表面的一种能量转换过程,高速运动的水滴撞击金属的表面形成很大的瞬时作用力,作用力的大小取决于水滴的质量、相对速度和撞击的角度,当瞬时作用力超过金属材料的屈服强度时,就会在其表面造成残余变形。水滴的重复撞击在金属表面会逐渐发展成为微观的裂纹,并逐步扩大,导致金属颗粒的大量脱落,从而形成宏观上的水蚀现象。
进汽侧水蚀 出汽侧水蚀
由一些断叶片事故和用有限元方法进行的强度计算分析说明:长叶片出汽侧的水蚀损伤肯定会缩短叶片的疲劳寿命,对于一些结构强度设计薄弱的叶片将构成严重威胁。
据国外资料介绍,水蚀使叶片材质疏松,造成大的应力集中,严重的水蚀损伤将造成叶片断裂;大的回流对次末级叶片将形成不均匀的激振力,可能导致次末级叶片断裂损伤,而叶片断裂往往诱发机组受到更大的损伤。同时,叶片表面的水蚀破坏了原来精心设计的型线,粗糙度增大,从而增加了叶型损失,降低末级效率,因为末级的出力占整个机组出力的份额很大,所以会明显降低机组的热经济性。
叶片水蚀的防护方法 01 积极的防护方法
即从设计、结构及运行条件考虑如何减轻叶片水蚀。
1. 级间抽汽去湿;
2. 将静叶做成空心静叶,在容易集聚水膜的叶片表面开槽,以抽吸掉附着在叶片表面上的水分;
3. 末级静叶后汽缸壁面上开槽去湿;
4. 增大静叶和动叶之间的轴向间隙;
5. 选择合理的运行方式;
6. 选择合理的设计参数,主要是采用可控涡设计方法和增大级焓降;
7. 排汽缸温度高后,将喷水降温,喷水装置的喷水方向不能对准末级叶片;
8. 对于轴封漏汽可以增加挡板,使漏汽在流向排汽通道过程中增加一次汽水分离的机会,并要做好疏水的工作;
02 消极的防护方法
主要是增加叶片受水蚀表面硬度,以提高叶片的抗水蚀能力,目前国内外常用的方法有:镶焊司太立合金片、局部火焰淬硬、电火花强化、等离子喷涂硬质合金等。
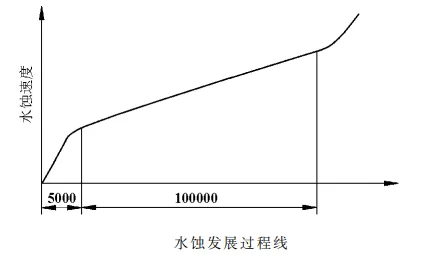
结论 (1) 目前机组的末级长叶片出汽侧和进汽侧普遍遭遇到水蚀损伤,水蚀肯定会缩短叶片原来的疲劳寿命或使用寿命。严重的水蚀不仅威胁机组的安全,而且将大大降低末级的效率,降低机组的热经济性。 (2) 通过加强运行管理和制定机组的合理的低负荷调峰运行方式,可以避免叶片出汽侧的水蚀损伤。应控制汽轮机的运行工况,使其排汽容积流量高于设计规定的排汽容积流量的下限,防止末级产生回流。 (3) 材料的水蚀在最初发生时速率较快,到一定的程度,水蚀发展的就比较缓慢。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”