
TC4钛合金表面等离子熔覆Ni60涂层的性能
2021-08-25 11:40:40
作者:张渊,雷旻,程晨,张声伟 来源:中国表面工程
分享至:


摘要
以等离子熔覆方式在 TC4 钛合金表面制备 Ni60 熔覆层,通过 X 射线衍射、扫描电镜和显微硬度测试等方法分析 Ni60 熔覆层凝固组织、成分及硬度的关系。 结果表明:在 Ni60 粉末熔覆层中,由基底依次凝固生长柱晶、枝晶、等轴晶和共晶组织, 在柱晶及枝晶主干等部位,Ti 优先选择固溶 N/ O 元素,将其他合金元素排挤到后凝固的等轴晶区,在最后凝固区形成富含 Ni 的共晶组织。 熔覆层中先凝固的柱晶及枝晶区,一次时效(600 ℃ / 1 h)后获得的强化效果最佳;而后凝固的等轴晶区与共晶区,富含多种合金元素,经三次时效后,表面等轴晶区硬度强化效果依次递增,最终硬度可达 800 HV。 与 TC4 钛合金相比, Ni60 熔覆层具有更优异的耐磨性和耐蚀性,三次时效后的 Ni60 涂层磨损失重从 0. 0574 g 降至 0. 0171 g ,耐磨性提高约 3 倍。
关键词: 等离子熔覆 ; TC4 钛合金 ; Ni60 ; 柱晶 ; 时效
0 前言
钛合金虽有比强度高、耐蚀性好等优点,广泛应用于航天航空、国防和化工等领域[1-4],但其有硬度相对偏低、耐磨性差,红硬性及耐高温腐蚀性不足等缺陷。为此国内外研究人员对钛合金进行了双层辉光离子渗金属技术、物理气相沉积( PVD)、离子注入、真空气体渗氮/碳、离子渗氮和微弧氧化等表面技术改性研究[5-11]。利用PVD技术,选择适当的涂层材料及结构可改善钛合金的性能缺陷,且与PVD单层结构涂层相比,多层结构涂层具有更高的塑性、抗裂性和承载能力[12-13]。 Ni基自熔性合金拥有出色的耐腐蚀性、耐高温性和耐磨性[14-16],可以通过冶金结合的方式将Ni60、WC、Cr3C2和TiC等混合粉末堆焊来提升材料的力学性能[17]。
等离子熔覆是一种新型的材料表面强化手段, 以高功率的等离子弧为热源,能量高度集中,加热速度极快。具有高的电热转换效率和传热效率,基体与合金粉末吸收能量后熔化产生熔池并快速凝固, 形成低稀释率且冶金结合良好的熔覆层[17]。等离子熔覆加工效率高、易于控制、成本低、熔覆层组织细小、熔覆层与基体呈良好冶金结合等优点,在碳钢、铝合金等表面改性上得到广泛应用[19-21]。等离子熔覆在钛合金中的应用鲜有报道。
本文采用等离子方式在TC4钛合金表面熔覆Ni60涂层,在熔覆层中形成了多种硬质相,通过真空高温时效,对比时效前后的组织、硬度、耐磨性、耐蚀性的变化,分析熔覆层的红硬性与耐磨性,拓展TC4钛合金的应用领域。
1 试验
1.1 材料和等离子涂层制备
基材为TC4钛合金(成分见表1),尺寸为100mm×70mm×50mm,用砂纸去除表面氧化层后用丙酮清洗去除油渍。
表1 TC4钛合金化学成分

Ni60涂层配方:以Ni60粉末(成分组成见表2) 中加入少量乙醇溶液,以质量分数3%的聚乙酸乙烯酯(PVA)作为粘结剂,经球磨机1h充分混合后涂覆在基材表面,涂层厚度为0.5mm,室温放置24h。
表2 Ni60合金粉末化学成分

图1 为等离子熔覆示意图。熔覆试验工艺参数为:电流40A,喷距4mm,扫描速度450mm/min,气体流量2L/min。熔覆获得的样品进行真空时效, 工艺见图2,重复三次。

图1 等离子熔覆示意图
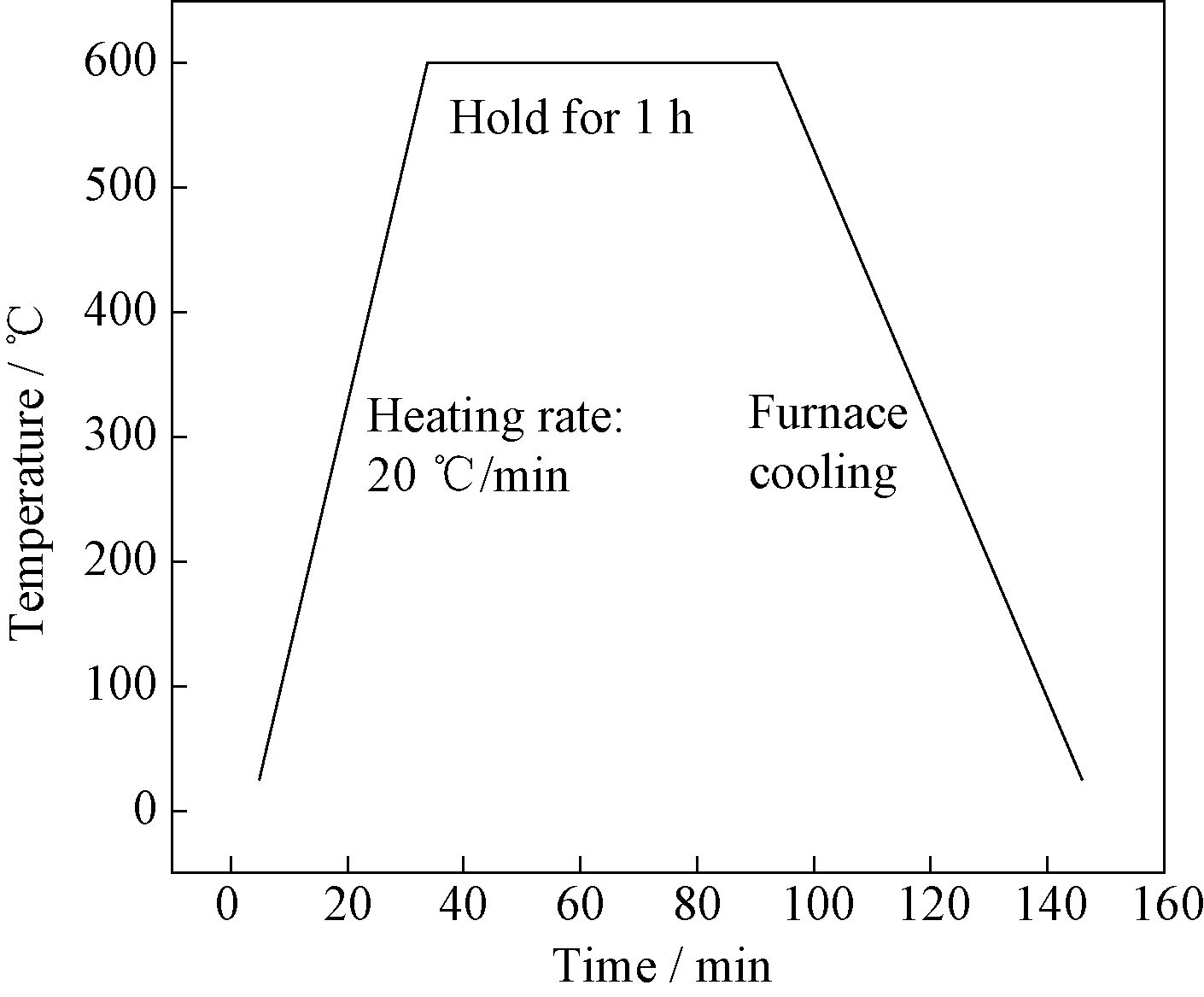
图2 样品热处理工艺示意
熔覆试验分两种:TC4钛合金无涂层直接熔覆的单纯熔覆试样与添加Ni60粉末涂层的熔覆试样。
1.2 硬度、耐磨性测试方式与熔覆层物相分析
使用显微维式硬度计(HVS-1000),载荷大小为200g,保压时间为10s,平均两点间的距离为0.05mm,测量等离子熔覆式样横截面的显微硬度分布。每个样品的显微硬度值是横截面上三次平行测量的平均值。
熔覆表层的耐磨性以摩擦磨损试验机(MMS2A)测试,载荷为180N,磨损时间为20min,对磨材料为淬火态45号钢,重复3次平行试验取平均值, 磨损量的误差范围为0.2~0.5mg。试样磨损前后均需超声波清洗,以电子天平称量。
试样耐蚀性使用科斯特CS350电化学工作站测试,以测试样品为工作电极。测试参数为:接触面积为0.785cm 2;饱和甘汞电极为参比电极,辅助电极为铂片。试样经过3.5%NaCl溶液浸泡30min, 并等开路电位平稳后,再进行动态极化扫描。
腐蚀液为HF ∶HNO3 ∶H2O=1 ∶3 ∶7的混合溶液, 以金相显微镜观测腐蚀过程中的组织形貌。
熔覆层的成分分析在扫描电镜( SUPRA40, Germany)及其自带的能谱仪(EDS)上进行,熔覆层物相分析通过X射线衍射仪(D/MAX2500PC, JAPAN)检测。
2 试验结果与讨论
2.1 组织与物相分析
图3 为TC4钛合金单纯熔覆层组织,在等离子熔覆层的凝固过程中,根据过冷准则[22],固液界面的温度梯度 G 和凝固速率 R 决定熔覆层晶体的组织结构。熔覆过程中,熔化层通过基体的散热而凝固。在熔覆凝固的初期、中期及后期,温度梯度 G 由高变低,凝固速率 R 由低增高,结晶参数 G/R 变小,液固界面先以平面或胞状界面方式生长,迅速过渡到柱晶及枝干发达的枝晶形态,最后在熔覆层次表面的最后凝固区形成等轴晶(图3a)。成分分析扫描发现:D点为基体TC4的成分,不含N/O元素(见表3),但随后在最先凝固的枝干C处,富含大量N/O元素(表3);然后依熔覆凝固的顺序,在枝晶B、表层A处,N/O元素含量逐渐降低。如图3b所示,熔覆层表面平整光滑无明显表面裂纹,无焊缝、气孔;熔覆层表面宽4.26mm;中心深色纹路是熔覆后液态金属凝固过程中,熔池表面上存在表面张力梯度,表面张力梯度使凝固后的液态金属表面产生凹凸不平的波纹褶皱。
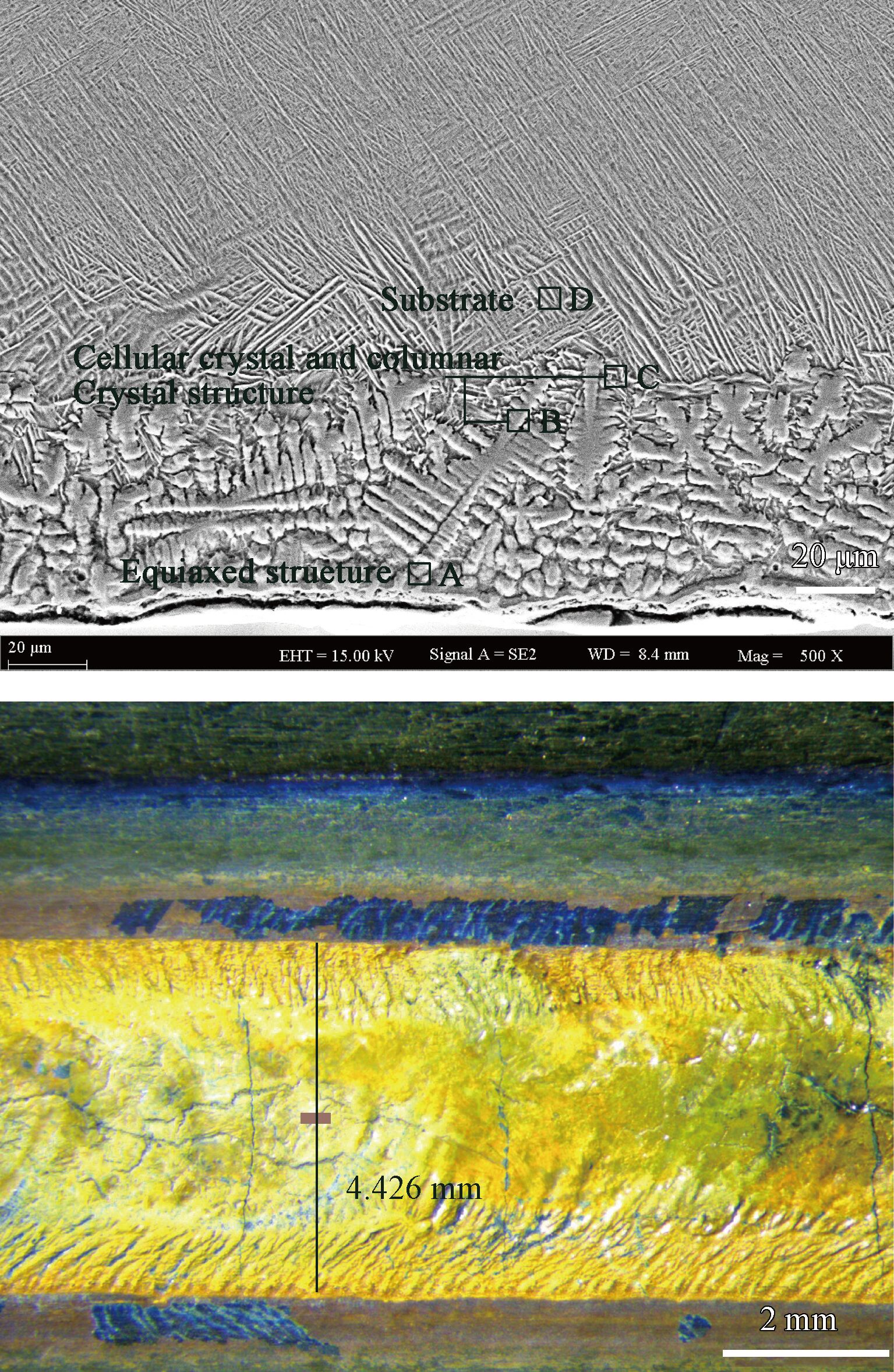
图3 TC4钛合金熔覆层
表3 TC4钛合金单纯熔覆层EDS元素分析(%)
图4 为TC4表面添加Ni60涂层后的等离子固溶熔覆层与600℃时效三次的组织的SEM图像,均为枝晶形貌,表4为其对应的EDS分析结果。两图中的枝晶枝干(a)图A点、(b)图D点仍然为富含N的Ti的化合物,除少量的硼B元素外,几乎不含其他合金元素(见表4);B、E为枝晶间存在的一些等轴晶,所含合金元素浓度基本为平均浓度,基本判断为Ti基含Al、V、Ni、Cr、B、Fe等合金元素的固溶体(表4);C为枝晶间存在的具有网状共晶形貌的组织,富含合金元素Ni(表4),XRD分析图5b得知该网状组织主要为NiTi相与钛基固溶体的共晶组织。
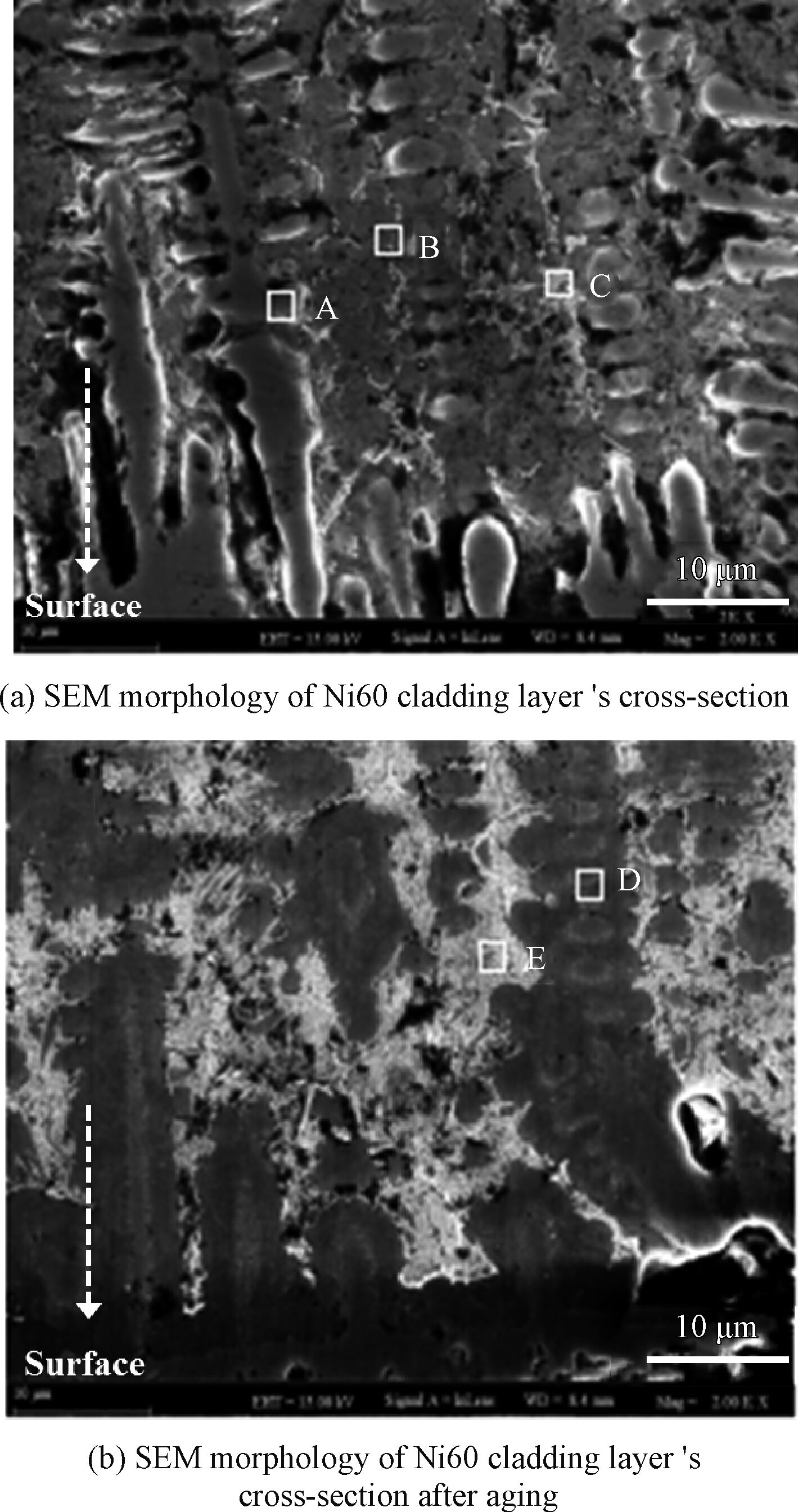
图4 Ni60熔覆层SEM形貌
表4 Ni60熔覆层EDS元素分析(%)

对熔覆层进行XRD分析(谱图见图5),其中图5a图为TC4钛合金单纯熔覆层的XRD图谱, 除了常规的 α-Ti和少量的 β-Ti相外,经等离子熔覆并600℃ 时效三次后,熔覆层出现了TiN、TiO2和Ti3Al析出相(图5a);图5b为添加Ni60涂层的TC4钛合金熔覆层XRD图谱,600℃ 时效后无新相析出,但TiN、TiB及M7C3相的析出量明显增加,M7C3相主要是Cr与C元素发生反应生成类Cr7C3相,其中有少量的Fe原子置换部分Cr原子形成。
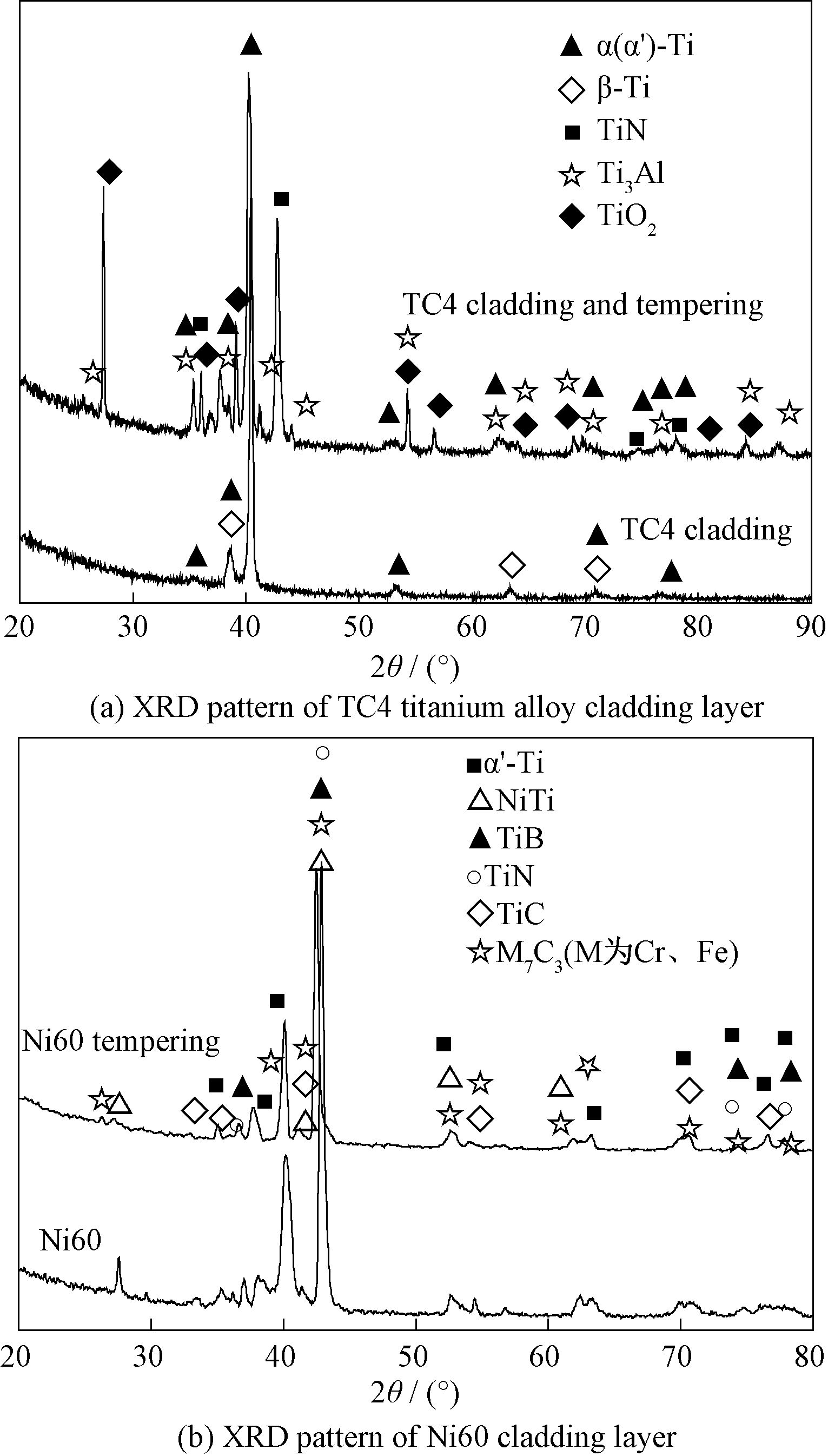
图5 熔覆层XRD图谱
试验结果表明,钛合金在等离子熔覆层的凝固过程中,由基底生长出来的柱状晶与枝晶主干,主要是富含N/O元素的Ti固溶体,并将其他合金元素排挤到枝晶外的间隙位置,即等轴晶区及最后凝固的共晶区;在600℃ 时效时,柱状晶及枝晶中析出TiN/TiO化合物为主,等轴晶中则析出Ti3Al、TiB及M7C3等合金相。
2.2 熔覆层的时效红硬性与耐磨性测试
图6 为由试验获得的两种熔覆层的显微硬度分布曲线。 TC4钛合金的单纯熔覆层的厚度约为800 μm,热影响区范围约1 800 μm;添加Ni60合金粉末的熔覆层厚度1 100 μm,热影响区范围2 200 μm。
TC4钛合金单纯熔覆层表面等轴晶区表面硬度为520HV,往内部枝晶区和柱晶区方向逐渐降低至410HV,进入TC4钛合金基材热影响区后迅速陡降至320~340HV;在600℃时效三次过程中,最后凝固的表面等轴晶及共晶区,因富含的合金元素的各相的析出,硬度随时效次数逐次提升到620HV;而熔覆层内层的柱晶与枝晶,在第一次时效后硬度达到最高(480~500HV),后两次的时效过程中,析出的Ti的N/O类化合物长大导致其共格界面被破坏,硬度反而有所下降(430~450HV)。热影响区相当于增加一次固溶处理,其时效后硬度也会高于基体硬度(图5a)。
添加Ni60合金粉末的熔覆层在600℃ 时效三次过程中,具有同样规律(图5b)。但因其析出相种类及数量更多,其熔覆层表面等轴晶区硬度强化效果在三次时效后依次递增,最终达800HV;熔覆层的枝晶与柱晶区, 硬度在首次时效后由固溶的500HV以下迅速提高到550HV以上,随着时效次数的增多,虽然也呈现逐渐下降,但也仍然保持在500HV以上。由于有热影响区的再次固溶与时效,硬度有所提升,在熔覆层与TC4钛合金基体间提供了良好的硬度梯度过渡,降低了熔覆层与基体间的内应力,提高熔覆层与基体间的结合力,降低其熔覆层在工程应用中产生剥落[23]。
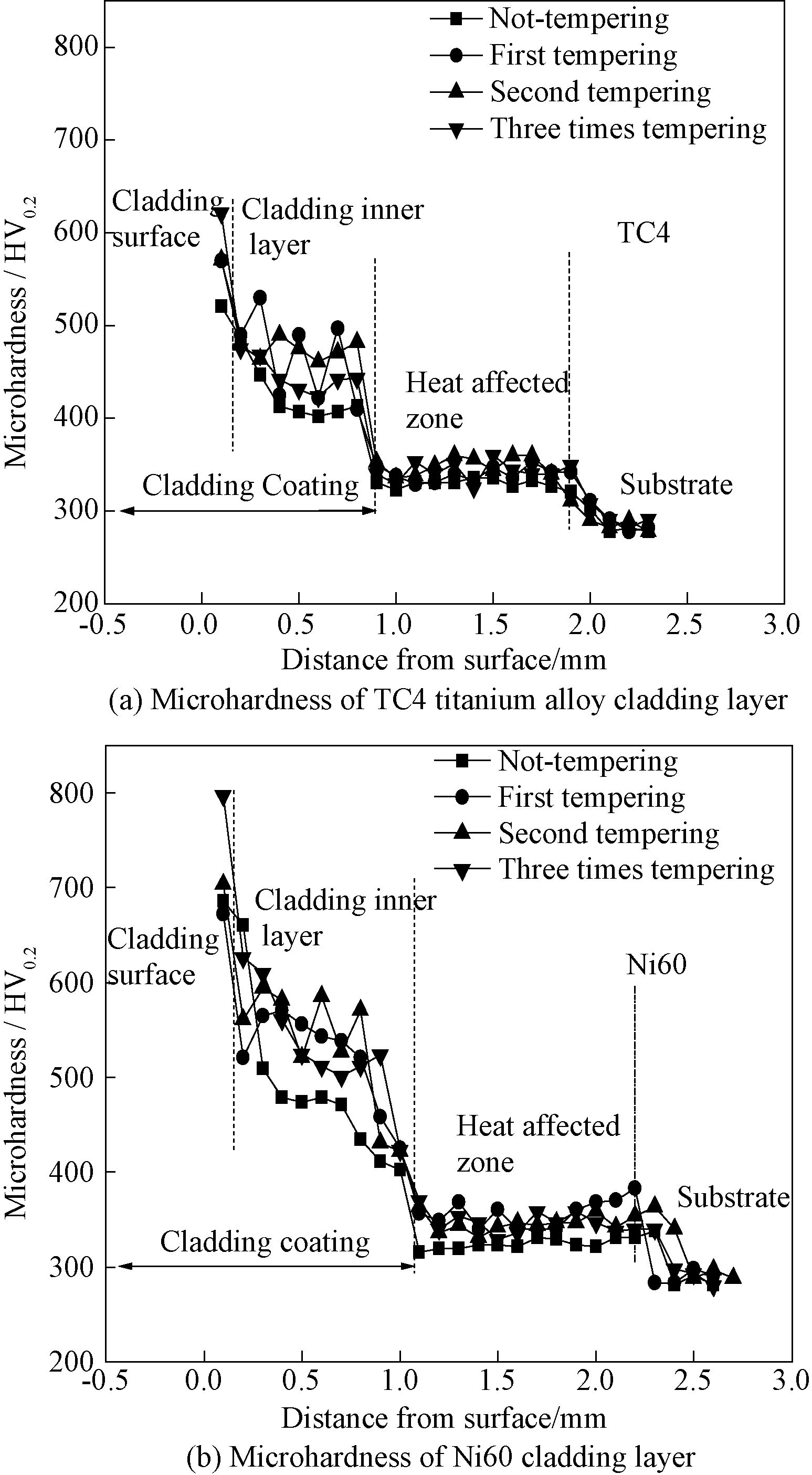
图6 熔覆层显微硬度
表5 为四种试样磨损失重。可以看出,TC4钛合金单纯熔覆涂层相比钛合金基体磨损系数较低耐磨性较高;Ni60涂层相比TC4钛合金单纯熔覆涂层磨损系数降低耐磨性能提高;Ni60涂层经高温时效过后,摩擦因数较未时效Ni60涂层相比也略有降低,这是高温时效过后,由于颗粒增强相析出增多产生二次硬化现象,使耐磨性能提高。三次时效后的Ni60涂层相比TC4钛合金磨损失重从0.057 4g降至0.017 1g,耐磨性提高约3倍。
表5 不同熔覆处理试样的磨损实验结果
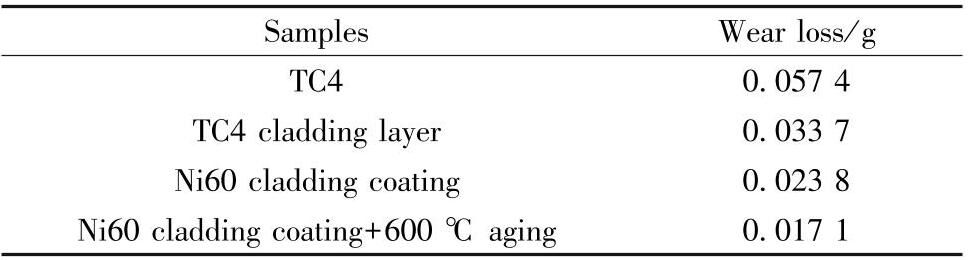
图7a为钛合金基体磨损形貌,表面粗糙不平, 且有明显的犁削痕迹,表现为磨粒磨损。由于钛合金基体硬度低,在对磨材料的磨损下发生塑性变形, 进而发生黏着磨损。 TC4钛合金的磨损形式为黏着磨损与磨粒磨损共同作用的结果。图7c为Ni60涂层磨损形貌,表面平整光滑,有犁削痕迹,表现为磨粒磨损。 Ni60熔覆层中高硬度TiC、TiB、TiN等增强相作为磨损主体,起到抗磨骨架的作用,而良好韧性金属相基体对颗粒增强相起到支撑作用[24-26]。在磨损初期,较软熔覆层基体相先被磨损,使硬质陶瓷相裸露在基体相表面,继续磨损导致硬质陶瓷相脱落形成磨粒,磨粒作用于磨损基体形成一道道犁削痕迹[27],同时熔覆层硬度呈阶梯式下降,热影响区为熔覆层与基体间提供了良好的硬度过渡,减缓了熔覆层的内应力,防止由熔覆层硬度过高,内应力过大导致熔覆层崩损,所以熔覆层内未出现大面积剥落[28]。对磨损面进行EDS成分分析,如表6所示,只有微量Fe元素,基本来自合金粉末中Fe元素,没有 “金属转移”,不存在黏着磨损。图7e为高温时效后Ni60涂层磨损形貌,表面光滑平整,有轻微犁削痕迹, 结合EDS成分分析,高温时效后析出颗粒增强相增多,抵抗对磨材料磨损作用增强,使裸露颗粒增强相不易脱落,只产生轻微磨粒磨损。
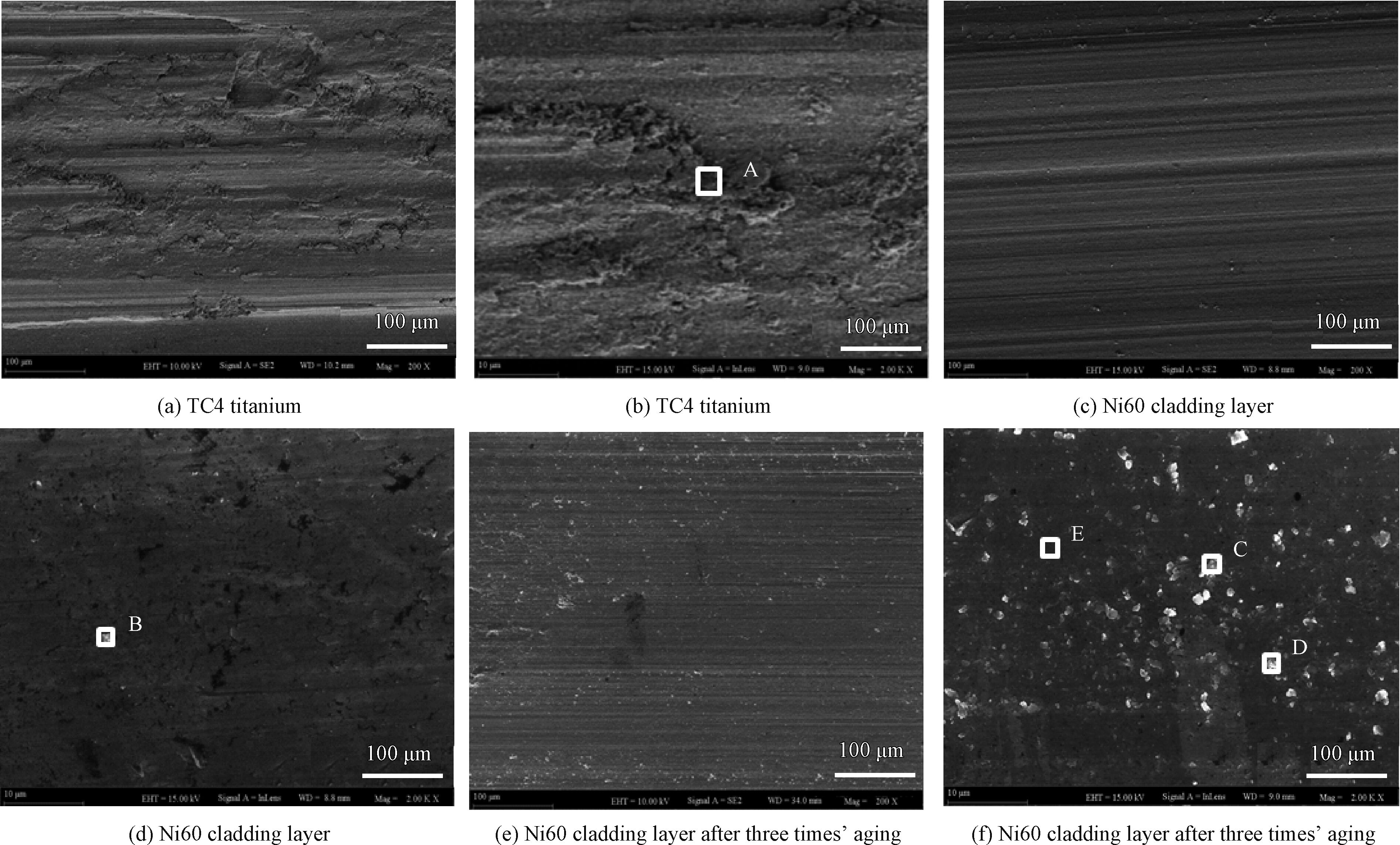
图7 熔覆层磨损形貌及EDS能谱分析
表6 磨损面不同区域元素含量(%)

2.3 耐蚀性测试
在极化曲线测试法中,相关的动力学参数腐蚀电位(Ecorr)越高,腐蚀电流密度( icorr)越小,极化电阻( R p) 越高, 表明材料的耐腐蚀性能越好[29]。图8为经时效后的TC4钛合金基体、单纯熔覆层、添加Ni60粉末熔覆层的极化曲线,通过Tafel拟合得出数据如表7所示。腐蚀电位分别为-0.424V、-0.333V、-0.260V,自腐蚀电位逐渐正移,腐蚀热力学稳定性增加,发生电化学腐蚀的可能性减小; TC4钛合金的自腐蚀电流密度为3.014 μA/cm 2,添加Ni60粉末熔覆层自腐蚀电流密度为2.194 μA/cm 2,说明添加Ni60粉末熔覆层更难被腐蚀,Ni60涂层耐蚀性提高;图9为经时效后的TC4钛合金基体、单纯熔覆层、添加Ni60粉末熔覆层的电化学阻抗谱的Nyquist图,表8为阻抗谱拟合后的结果。可以看出,极化电阻(Rp) 呈上升趋势,添加Ni60粉末熔覆层耐蚀性最好,这与极化曲线的结果相符合;这是由于涂层表层生成致密的TiN陶瓷相增强了涂层表面化学稳定性[30],使Ni60涂层自腐蚀电位高于TC4基体,即Ni60涂层更不易被腐蚀。 Ni60粉末涂层中含有Cr元素而使涂层的钝化能力增强,有利于钝化膜自动修复,提高耐蚀性能[31]。
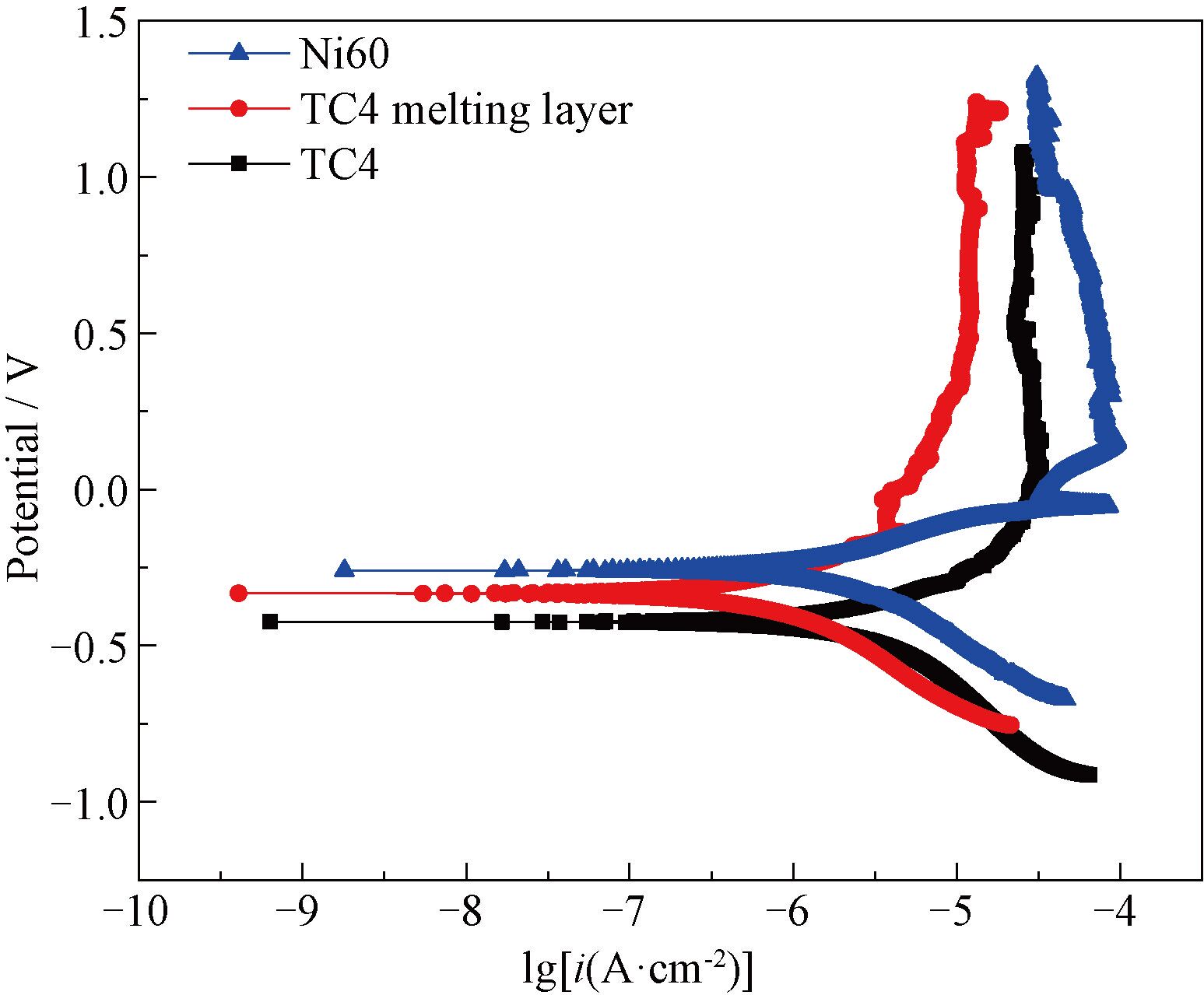
图8 极化曲线
表7 TC4钛合金及其熔覆层电化学参数
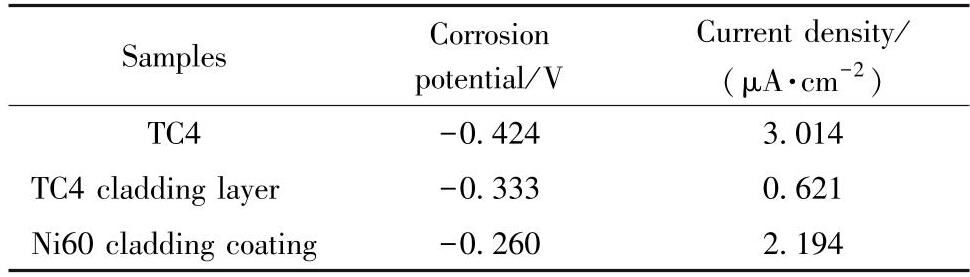
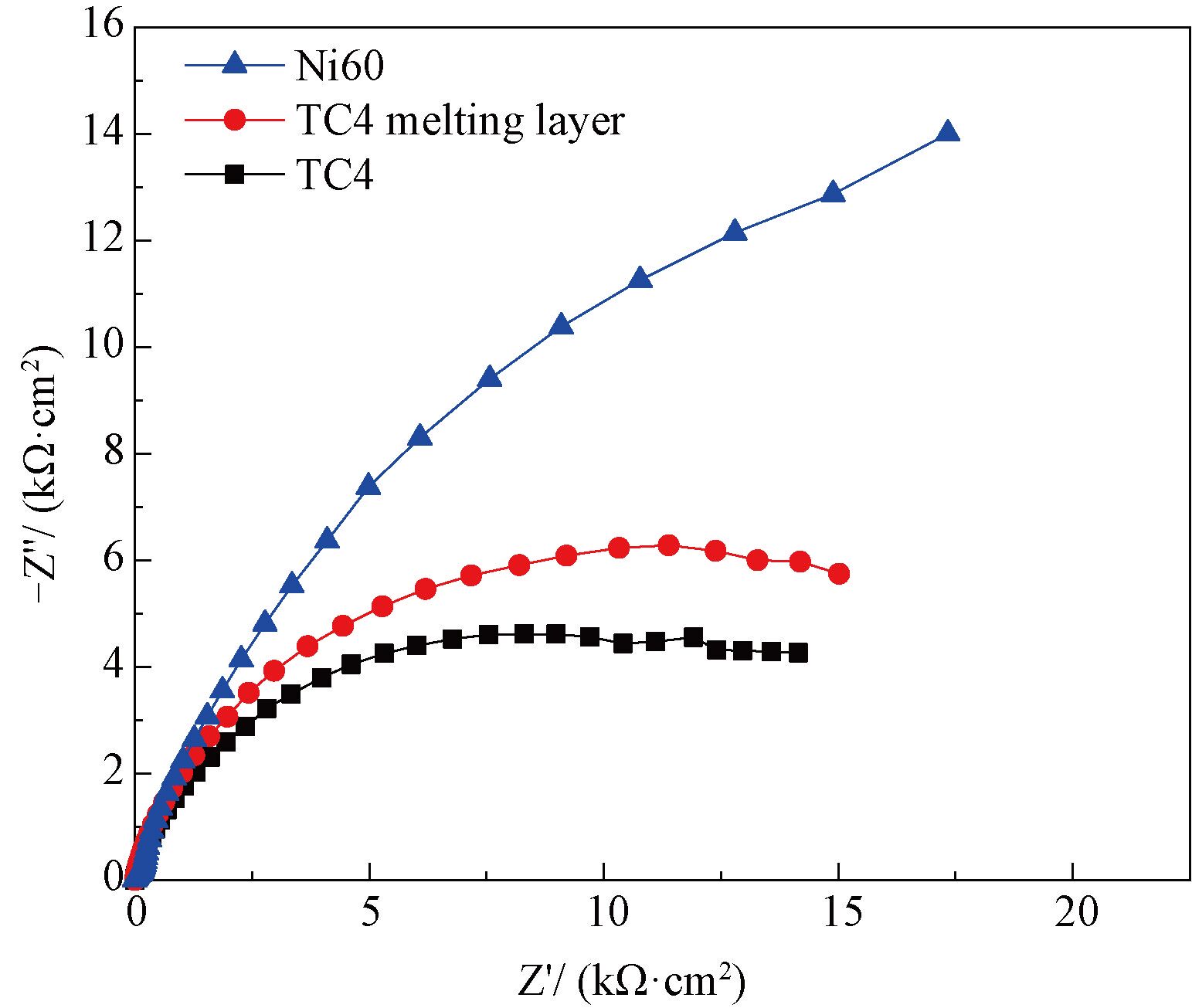
图9 电化学阻抗Nyquist图
表8 电化学阻抗谱极化电阻R p 拟合结果

3 结论
(1) 钛合金的等离子熔覆层凝固时,由基底向表面依次凝固和生长顺序为柱晶、枝晶、等轴晶及共晶组织;在先凝固的柱晶及枝晶主干等部位,Ti优先选择固溶N/O元素,将其他合金元素排挤到后凝固的等轴晶区,在最后凝固区形成富含Ni元素的共晶组织。
(2) Ni60熔覆层中先凝固的柱晶及枝晶区,一次时效(600℃/1h)后获得的强化效果最佳,后两次的时效过程中,析出的Ti的N/O类化合物长大导致其共格界面被破坏,硬度反而有所下降;而后凝固的等轴晶区与共晶区,富含多种合金元素,经三次时效后,表面等轴晶区硬度强化效果依次递增,最终硬度可达800HV。
(3) 与TC4钛合金相比,Ni60熔覆层具有更优异的耐磨性和耐蚀性,三次时效后的Ni60涂层磨损失重从0.057 4g降至0.017 1g,耐磨性提高约3倍。
参考文献
[1] 戈晓岚,仲奕颖,许晓静,等.TC4 钛合金表面激光合金化 Ti-Al-Nb 涂层的研究[J].稀有金属材料与工程,2017,46(8):2266-2270.
GE Xiaolan,ZHONG Yiyin,XU Xiaojing,et al.Ti-Al-Nb coat-ing by laser alloying on tc4 titanium alloy[J].Rare metal Materi-als and Engineering,2017,46(8):2266-2270.(in Chinese)
[2] ZHANG Kemin,ZOU Jianxin,LI Jun,et al.Surface modifica-tion of TC4 Ti alloy by laser cladding with TiC+Ti powders[J].Transactions of Nonferrous Metals Society of China,2010,20(11):2192-2197.
[3] XU Haiying,ZHANG Wei,FAN Kai,et al.TC4 titanium alloy microstructure and properties influenced by high frequency scan of electron beam [J].Rare Metal Materials and Engineering,2017,46(6):1457-1462.
[4] 程晨.TC4 钛合金表面等离子熔覆Ni基复合涂层组织研究 [D].贵阳:贵州大学,2018.
CHENG Chen.Microstructure of plasma cladding Ni based com-posite coating on TC4 titanium alloy[D].Guiyang:Guizhou U-niversity,2018.(in Chinese)
[5] 陈飞,周海,潘俊德.钛合金表面辉光离子渗铝耐蚀性[J].稀有金属材料与工程,2008(10):1844-1846.
CHEN Fei,ZHOU Hai,PAN Junde.Study on glow discharge plasma aluminizing on titanium alloy surface [J].Rare Metal Materials and Engineering,2008,37(10):1844-1846.(in Chinese)
[6] 李秀燕,唐宾,潘俊德,等.Ti6Al4V 无氢离子渗氮摩擦学性能的研究 [J].稀有金属材料与工程,2003,32(7):506-509.
LI Xiuyan,TANG Bing,PAN Junde,et al.Ion-nitrided TI6Al4V without hydrogen and its wearing performance[J].Rare Metal Materials and Engineering,2003,32(7):506-509.(in Chinese)
[7] 王钧石,晏永华,陈桂容.钛合金等离子体源离子注入表面改性[J].稀有金属,2006,30(5):582-585.
WANG Junshi,YAN Yonghua,CHEN Guirong.Plasma source ion implantation surface modification of titanium alloy [J].Chinese Journal of Rare Metal,2006,30(5):582-585.(in Chinese)
[8] 刘洪喜,汤宝寅,王浪平,等.钛合金的等离子体浸没离子注入表面强化处理[J].稀有金属材料与工程,2005,34(8):1318-1321.
LIU Hongxi,TANG Baoyin,WANG Langping,et al.Improve-ment on surface properties of titanium alloy by plasmaImmersion ion implantation wechnique[J].Rare Metal Materials and Engi-neering,2005,34(8):1318-1321.(in Chinese)
[9] 刘静,颜志斌,祝园园,等.TC4 钛合金碳氮复合渗层的组织结构与性能 [J].材料热处理学报,2017,38(6):150-155.
LIU Jing,YAN Zhibin,ZHU Yuanyuan,et al.Microstructure and properties of the C-N compound layer prepared on TC4 titani-um alloy surface[J].Transactions of Materials and Heat Treat-ment,2017,38(6):150-155.(in Chinese)
[10] 高广睿,李争显,杜继红.TC4 合金表面微弧氧化膜层耐蚀及摩擦性能研究[J].稀有金属材料与工程,2008,37(S4):602-605.
GAO Guangrui,LI Zhengxian,DU Jihong.Wear and corrosion resistance properties of TC4 alloy micro-arc oxidized coating[J].Rare Metal Materials and Engineering,2008,37(4):602-605.(in Chinese)
[11] 孙刚,陈学明,马国佳,等.基体温度对TC11钛合金 EB-PVD 修复层组织及振动疲劳寿命的影响[J].中国表面工程,2015,28(2):59-64.
SUN Gang,CHEN Xueming,MA Guojia,et al.Effects of sub-strate temperature on structure and vibration fatigue age of repai-ring layers on TC11 titanium alloy prepared by EB-PVD [J].China Surface Engineering,2015,28(2):59-64.(in Chinese)
[12] SELIVANOV K S,SMYSLOY A M,DYBLENKO Y M,et al.Erosive wear behavior of Ti/Ti(V,Zr)N multilayered PVD coat-ings for Ti-6Al-4V alloy[J].Wear,2018,418(1):160-166.
[13] SHUAI Jintao,ZUO Xiao,WANG Zhenyu,et al.Comparative study on crack resistance of TiAlN monolithic and Ti/TiAlN mul-tilayer coatings [J].Ceramics International,2020,46(5):6672-6681.
[14] 杨理京,张平祥,王少鹏,等.W1813N 无磁不锈钢表面激光熔覆Ni60与 WC-12Co/Ni25 涂层的组织结构和磨损行为 [J].稀有金属材料与工程,2019,48(11):3441-3447.
YANG Lijing,ZHANG Pingxiang,WANG Shaopeng,et al.Mi-crostructure and wear behavior of hard Ni60 and soft WC-12Co/Ni25 coatings prepared by laser cladding on W1813N non-mag-netic stainless steel[J].Rare Metal Materials and Engineering,2019,48(11):3441-3447.(in Chinese)
[15] SIMUNOVIC Katica,SARIC Tomislav,SIMUNOVIC Goran.Different approaches to the investigation and testing of the Ni-based self-fluxing alloy coatings—a review.Part 2:microstruc-ture,adhesive strength,cracking behavior,and residual stresses investigations [J].Tribology Transactions,2014,57(6):980-1000.
[16] XUAN Huifeng,WANG Qinying,BAI Shulin,et al.A study on microstructure and flame erosion mechanism of a graded Ni-Cr-B-Si coating prepared by laser cladding [J].Surface & Coatings Technology[J],2014,244:203-209.
[17] 王光,王洪福,赵文,等.Ni60-Cr3C2-WC/TiC 等离子堆焊层耐磨性能的研究[J].粉末冶金工业,2019,29(6):23-27.
WANG Guang,WANG Hongfu,ZHAO Wen,et al.Study on the wear resistance of Ni60-Cr3C2-WC/TiC plasma surfacing layer [J].Powder Metallurgy Industry,2019,29(6):23-27.(in Chinese)
[18] 张国栋,李莉,刘念,等.打壳锤头等离子堆焊镍基涂层组织和性能[J].机械工程学报,2014,50(20):70-76.
ZHANG Guodong,LI Li,LIU Nian,et al.Structure and proper-ties of nickel-based surfacing on crust breaker deposited by plas-ma arc welding[J].Journal of Mechanical Engineering,2014,50(20):70-76.(in Chinese)
[19] 张松,张春华.铝合金表面激光熔覆NiCrBSi的空泡腐蚀性能[J].稀有金属材料与工程,2002,31(2):99-102.
ZHANG Song,ZHANG Chunhua.Cavitation erosion behaviour on aluminium alloy by using laser surface cladding of NiCrBSi [J].Rare Metal Materials and Engineering.2002,31(2):99-102.(in Chinese)
[20] LIU X T,LEI W B,LI J,et al.Laser cladding of high-entropy alloy on H13 steel[J].Rare Metals,2014,33(6):727-730.
[21] 余鹏程,刘秀波,陆小龙,等.Ti6Al4V 合金激光熔覆复合涂层的摩擦学和高温抗氧化性能研究[J].中国激光,2015(10):81-88.
YU Pengcheng,LIU Xiubo,LU Xiaolong,et al.Study on tribol-ogy and high-temperature oxidation resistance of laser cladding composite coatings on Ti6Al4V alloy[J].Chinese Journal of La-sers,2015(10):81-88.(in Chinese)
[22] RUTTER J W,CHALMERS B.A prismatic substructure formed during solidification of metals[J].NRC Research Press Ottawa,1953,31(1):15-39.
[23] 吴玉萍,林萍华,王泽华,等.多层预涂敷等离子熔覆TiC/Ni 梯度涂层研究[J].材料热处理学报,2004,25(3):74-77,98.
WU Yuping,LIN Pinghua,WANG Zehua,et al.Research on gradient coating of TiC/Ni by plasma cladding with multi-pre-placed layer[J].Transactions of Materials and Heat Treatment,2004,25(3):74-77,98.(in Chinese)
[24] 李殿凯,李明喜,洪海峰.Y2O3 对等离子喷焊高铬铁基涂层组织和性能的影响[J].材料热处理学报,2013,34(6):153-157.
LI Diankai,LI Mingxi,HONG Haifeng.Effect of Y2O3 on micro-structure and properties of high-chromium Fe-base coating produced by plasma arc cladding process[J].Transactions of Materials and Heat Treatment,2013,34(6):153-157.(in Chinese)
[25] 卢金斌,王志新,席艳君.Q235 钢等离子熔覆添加碳化钨铁基合金涂层的研究[J].材料热处理学报,2009,30(4):142-145.
LU Jinbin,WANG Zhixin,XI Yanjun.Study on NiCrBSi steel WC composite coating prepared by plasma cladding on Q235 steel [J].Transactions of Materials and Heat Treatment,2009,30(4):142-145.(in Chinese)
[26] 孙荣禄,牛伟,王成扬.钛合金表面激光熔覆 TiN-Ni 基合金复合涂层的组织和磨损性能[J].稀有金属材料与工程,2007,36(1):7-10.
SUN Ronglu,NIU Wei1,WANG Chengyang.Microstructure and wear resistance of TiN-NiCrBSi laser clad layer on titanium alloy surface [J].Rare Metal Materials and Engineering,2007,36(1):7-10.(in Chinese)
[27] 余鹏程,刘秀波,陆小龙,等.Ti6Al4V 合金表面激光熔覆复合涂层的高温摩擦学性能研究[J].摩擦学学报,2015,35(6):737-745.
YU Pengcheng,LIU Xiubo,LU Xiaolong,et al.High-temperature tribological properties of laser clad composite coatings on Ti6Al4V alloy[J].Tribology,2015,35(6):737-745.(in Chinese)
[28] 王成磊,张光耀,高原,等.稀土Y2O3对 6063Al 激光熔覆镍基熔覆层耐磨性的影响[J].焊接学报,2016,37(2):21-24.
WANG Chenglei,ZHANG Guangyao,GAO Yuan,et al.Effect of rare earth Y2O3 on abrasion resistance of 6063 Al laser clad-ding Ni-based cladding layer [J].Transactions of the China Welding Institution,2016,37(2):21-24.(in Chinese)
[29] 黄思睿,伍昊,朱和国.共晶高熵合金的研究进展[J].材料导报,2020,34(17):17077-17081,17088.
HUANG Sirui,WU Hao,ZHU Heguo,et al.Research progress on eutectic high entropy alloys[J].Materials Reports,2020,34(17):17077-17081,17088.(in Chinese)
[30] 李凤华,衣晓红,樊占国,等.硼稀土共渗钛合金的耐蚀性研究[J].东北大学学报(自然科学版),2013,34(2):261-264.
LI Fenghuai,YI Xiaohong,FAN Zhanguo,et al.Corrosion re-sistance of rare earth-borided titanium alloy [J].Journal of Northeastern University(Natural Science),2013,34(2):261-264.(in Chinese)
[31] 崔爱永,胡芳友,回丽,等.钛基梯度功能涂层组织和腐蚀行为研究[J].中国表面工程,2011,24(5):18-21.
CUI Aiyong,HU Fangyou,HUI Li,et al.Microstructure and corrosion behavior of Ti-matrix functional gradient layer[J].Chi-na Surface Engineering,2011,24(5):18-21.(in Chinese)
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741