



单晶高温合金的高温强度、蠕变性能和抗疲劳性能优异,是制造先进航空发动机涡轮叶片的首选材料[1, 2]。随着航空发动机推重比的增大,涡轮入口温度的不断提高,单晶叶片的工作环境愈趋恶劣。在服役过程中产生的热疲劳和热腐蚀等因素使表面出现裂纹或蚀坑等损伤,导致性能下降甚至发生断裂[3]。内腔结构复杂的单晶叶片铸造成本昂贵[4],且废品率极高。如果将损伤的叶片直接报废,会造成巨大的材料浪费和经济损失。因此,修复受损叶片,延长其使用寿命,可降低发动机的运行和维护成本,对国际建设具有重大意义。
单晶高温合金表面的缺陷是一种局部损伤,常用焊接方法修复,涉及的方法有熔焊(包括钨极惰性气体保护电弧焊、真空电子束焊和激光焊等)、钎焊和瞬时液相扩散焊(TLP)等。使修复区形成与母材单晶高温合金基体一致的无缺陷单晶组织,具有与母材单晶高温合金相同或相近的性能,一直是单晶高温合金修复的目标,也是单晶高温合金领域的重要研究课题。本文针对单晶高温合金表面缺陷的修复问题,结合近年来国内外相关研究成果,全面阐述了用各类焊接方法修复后修复区的显微组织和力学性能,分析了各种修复方法(工艺)存在的问题及局限性,并展望了单晶高温合金表面缺陷修复的发展方向。
1 单晶高温合金典型的表面缺陷
单晶高温合金涡轮叶片的工作环境十分复杂,在高温下不仅受到包括机械离心力以及共振等多种应力的作用,还受到含硫燃气的热腐蚀作用,使其表面出现裂纹或蚀坑等缺陷。
单晶高温合金典型的表面缺陷是裂纹。单晶叶片表面通常有大量气膜孔用来加速叶片冷却从而提高其耐温性能,但是在这些气膜孔的边缘存在较大的应力集中[5]。在单晶叶片服役过程中,表面应力集中区域会萌生大量细小的微裂纹。在高温高应力工作环境下微裂纹沿着特定方向持续扩展,逐渐聚集成较大的裂纹[6]。对裂纹扩展行为的深入研究发现,单晶高温合金中的热疲劳裂纹的扩展方向与枝晶的生长方向呈45°角,而且在热循环下限温度不变的情况下随着上限温度的提高,热疲劳裂纹的萌生寿命缩短而扩展速率提高[7];在热机械疲劳试验中,裂纹通常沿局部区域滑移带在{111}面内向合金内部延伸扩展[8]。单晶叶片中裂纹的宽度一般小于100 μm,如图1所示[9],若不及时修复将造成叶片断裂失效[10~12]。
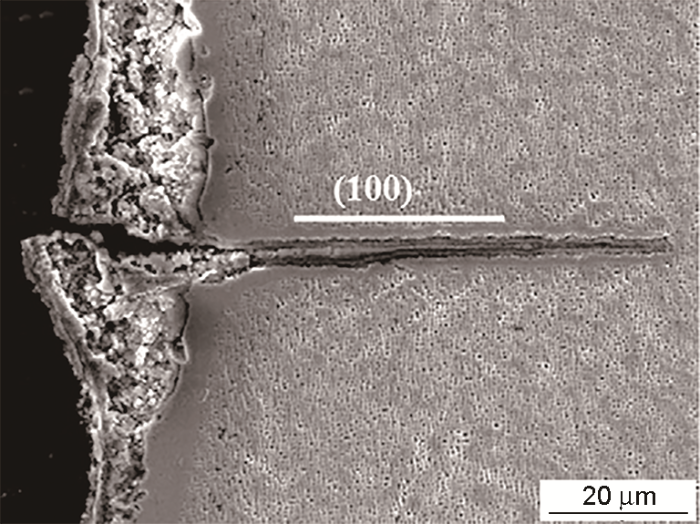
图1 CMSX-4单晶高温合金中裂纹扩展形貌[9]
单晶高温合金表面的另一种典型缺陷是蚀坑。作为热端部件,单晶叶片在高温含硫燃气的作用下表面会发生热腐蚀。根据相关相图,S与Ni生成Ni3S2和NiS等硫化物,在高温有氧条件下还会生成Ni2SO4等硫酸盐产物。这些硫化物和硫酸盐沉积在叶片表面,使原始单晶结构遭到破坏[13];而且未燃尽的燃料质点与单晶高温合金中合金元素结合生成碳化物,使表面的耐蚀性能降低。研究发现,进行100 h的热腐蚀实验后,在DD6表面生成两层腐蚀产物,外层为NiO、Al2O3、CrO等氧化物,内层为NiS和Ni2SO4等硫化物与硫酸盐。同时,近腐蚀层基体中Al的消耗和γ′相立方化程度的降低使力学性能下降[14]。在服役过程中生成的腐蚀产物极易剥落成为蚀坑,在通常情况下腐蚀层较浅的蚀坑其形貌一般宽而浅,其宽度一般大于200 μm,深度约为100 μm。但是,在蚀坑部位往往产生许多深入基体的裂纹,如图2所示[15]。

图2 典型蚀坑形貌及延伸裂纹[15]
2 熔焊修复
2.1 熔焊修复的工艺
熔焊是目前研究最多的修复工艺,包括钨极惰性气体保护电弧焊、电子束焊和激光焊等。
2.1.1 钨极惰性气体保护电弧焊
作为一种传统的高温合金焊接技术,钨极惰性气体保护电弧焊(TIG,Tungsten Inert Gas)操作简便、成本低,最早用于单晶高温合金表面缺陷的修复。
对单晶高温合金TIG焊修复的研究,主要集中在热输入条件对修复区凝固组织的影响。研究表明,降低热输入有利于修复区形成单晶组织和降低裂纹敏感性。减小焊接电流是降低热输入的有效方法。焊接电流减小可提高熔池凝固界面前沿的温度梯度[16],使杂晶不易形核且可避免产生裂纹。Y. Fujita用TIG焊对CMSX-4单晶表面进行重熔,在焊接电流为50 mA、焊接速度为10 mm/s的条件下得到了无裂纹且杂晶较少的凝固组织[17]。此外,提高焊接速度以降低单位时间内修复区的热输入,也有相同的效果[18, 19]。美国橡树岭国家实验室的S. S. Babu研究了TIG焊修复区内杂晶的生成和裂纹的形成与熔池冷却速度的关系(图3)。结果表明,快速冷却条件下的热输入量低,杂晶和裂纹较少[20]。值得注意的是,由于TIG焊操作简便可进行自动焊接,Liburdi公司已经实现了TIG焊补长修复JT9D发动机单晶叶片的工程应用[21]。
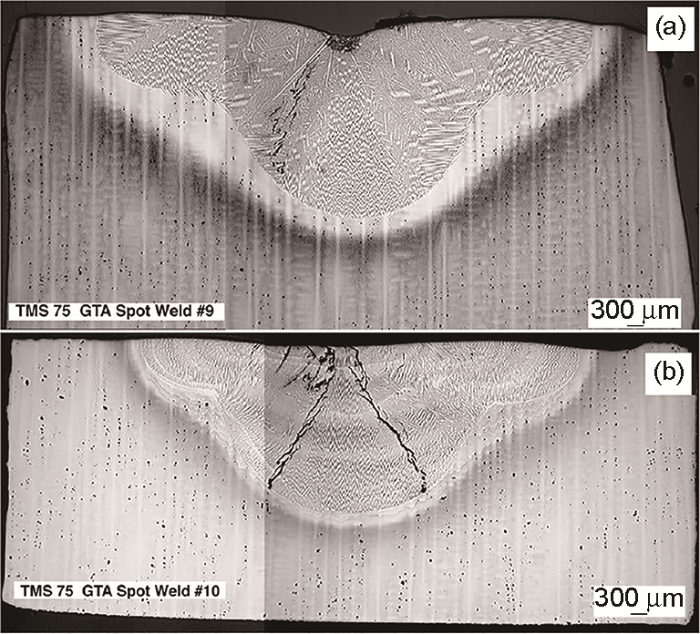
图3 不同冷却速度条件下TMS-75单晶高温合金TIG焊修复后形貌[20]
但是,用TIG焊修复单晶高温合金表面缺陷也有较多的不足之处。TIG电弧的能量密度低、热作用范围大,修复区的凝固组织难以生成单晶,杂晶和裂纹等缺陷使修复后的力学性能降低。虽然通过改变工艺参数和降低热输入可避免裂纹的产生,但是到目前杂晶的问题仍然没有解决。因此,TIG焊只能用于修复低应力损伤区,如叶片尖端的补长修复[22, 23],难以修复高温高应力工作区表面的裂纹或烧蚀坑。
2.1.2 真空电子束焊
真空电子束焊属于高能束熔化焊,有比TIG焊高的温度梯度,有利于抑制修复区中杂晶等缺陷的生成[24]。同时,在高真空条件下,合金元素烧损少,工件不易氧化[25]。近年来,在单晶高温合金表面缺陷修复领域真空电子束焊受到了普遍关注。
与TIG焊类似,真空电子束焊对修复区组织结构影响最大的工艺参数是电子束流和焊接速度。在一般情况下,电子束流增大将增加修复区热输入,产生较多的杂晶和裂纹[18, 26]。焊接速度对杂晶形成的影响则较为复杂。焊速增大虽然加快固液界面的移动,促进杂晶的形成[27],但是又使热输入量减少和温度梯度增大,降低杂晶的形成倾向[18, 22];对比结果表明,温度梯度对杂晶的影响比固液界面移动速率更大,因此在实际修复过程中焊速的提高通常能降低修复区内的杂晶含量和减少裂纹数量。
事实上,电子束焊修复容易产生裂纹的冶金原因,正在于修复区内无法避免杂晶。合金元素容易在晶界处偏析,在高温和复杂应力环境下晶界成为裂纹扩展的通道,最终使单晶高温合金工件断裂失效[27](图4)。虽然可用散焦电子束[22]或对基体预热[27]降低热应力以抑制修复区内部裂纹的生成,但同时会降低修复区内部的温度梯度而使杂晶增多。另外,真空电子束焊对修复表面的粗糙度要求较高,而且设备昂贵,对使用环境高真空要求苛刻,极大地制约了其在单晶高温合金领域的应用。
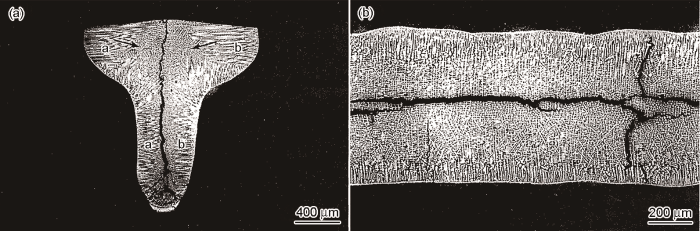
图4 PWA1480单晶高温合金电子束焊修复组织[27]
2.1.3 激光焊
近年来,激光焊在单晶高温合金修复领域得到了大量研究和应用。激光束与电子束都属于高能束,修复区熔池温度梯度高,有利于抑制修复区内杂晶的生成,而且不需要真空等条件,可操作性更强。激光熔凝和激光熔覆是激光焊修复中常用的两种方法,虽然二者在物理本质上都属于熔池的快速凝固过程,但是其工艺有较大的不同。
激光熔凝是用激光束扫过单晶高温合金表面的待修复区,使其快速重熔,凝固后即可修复表面微裂纹等缺陷[28, 29]。激光熔凝工艺的原理,如图5所示[30]。迄今为止,针对单晶高温合金的激光熔凝修复工艺参数(激光功率和扫描速率)进行了深入研究。降低激光功率或提高扫描速度可增大修复区的温度梯度并降低固液界面的移动速率,从而抑制杂晶的生成和减少裂纹敏感性,甚至能得到无杂晶无裂纹的单晶组织[31~35]。
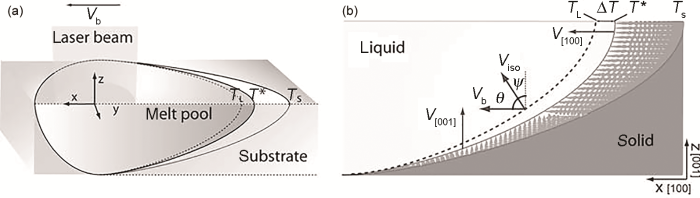
图5 (a)激光熔凝工艺示意图和(b)激光熔凝熔池剖面[30]
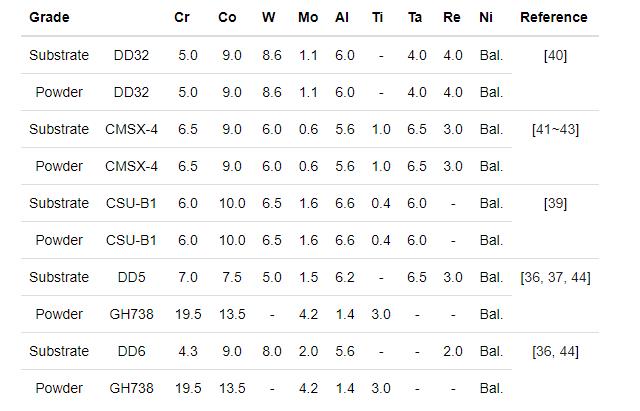
在激光熔凝时同步添加熔覆材料或在待修复区预置熔覆材料,使待修复区表面和熔覆材料一起快速熔凝,便是激光熔覆,其工艺原理如图6所示[36]。熔覆材料的成分与基体相同或相近(如表1所示),以利于恢复基体单晶组织并得到相同或相近的性能。激光熔覆工艺不仅可通过单层熔覆修复表面微裂纹等小尺寸缺陷,还能通过多层熔覆修复蚀坑等大尺寸缺陷,适用范围更广[37]。
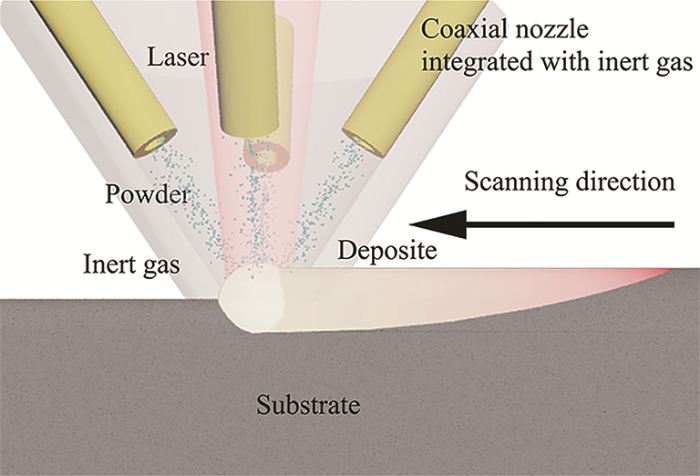
图6 单层激光熔覆工艺示意图[36]
表1 几种单晶高温合金基体与熔覆材料的主要化学成分(质量分数, %)
采用激光熔覆修复单晶高温合金表面缺陷时,激光功率和扫描速率对修复区单晶组织生长的影响规律与激光熔凝相同。需要注意的是,在激光熔覆过程中除激光功率和扫描速率外,适当的送粉速率和熔覆层搭接率对于修复区内单晶组织的生长也十分重要。送粉速率过高会使熔覆层的内杂晶增多,因为送粉过快使粉末形成屏蔽面导致透光率下降和基体的重熔量不足[38]。Hao Chen等提高激光功率和扫描速度,有效降低了熔覆层内杂晶的含量[36]。在熔覆层搭接率适当的情况下在各熔覆层内都能得到与基体晶体取向一致的单晶组织,除顶部出现微量杂晶外在层间没有杂晶和裂纹,如图7所示[39]。
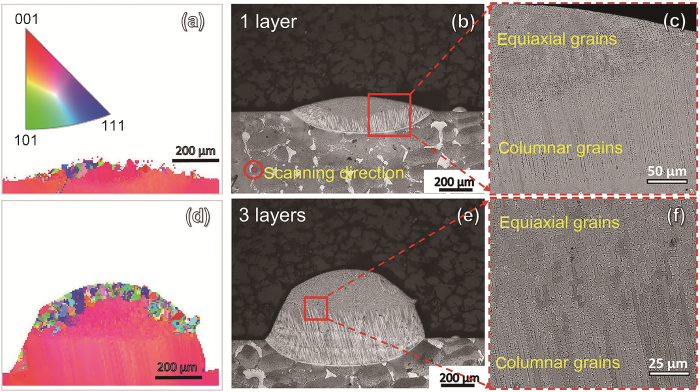
图7 激光熔覆单层(a)EBSD图像, (b)宏观截面, (c)微观组织; 三层(d)EBSD图像, (e)宏观截面, (f)微观组织[39]
目前对单晶高温合金激光修复后力学性能的研究较少,因为单晶高温合金的高温力学性能在很大程度上取决于强化相γ′相的形状和尺寸。激光修复过程属于快速凝固过程,修复后虽然能生成与基体晶体取向一致的单晶组织,但是γ′相的沉淀析出不充分使其力学性能不高[45]。虽然对修复后的单晶高温合金进行固溶和时效处理可使γ′相充分析出,但是在激光修复过程中产生的较大内应力使热处理后的修复区将出现了大量再结晶区域[43]。这也限制了激光修复技术在单晶高温合金领域的应用。激光焊更适用于单晶叶片表面的浅层微裂纹和叶片尖端等低应力区域的修复。
2.2 基体晶体取向对修复区组织的影响
在理论上,熔焊修复时的热流方向应该与单晶基体的择优生长方向[001]一致,以确保在该方向上产生较大的温度梯度,使修复区内的单晶组织沿着[001]定向生长。但是在实际的修复过程中,基体待修复表面的法向并非沿着[001]方向,使温度梯度方向与[001]方向有一定的偏差,导致修复区内的组织结构尤其是杂晶的含量和分布发生较大的变化[46]。研究基体晶体取向对修复区组织结构的影响,可揭示杂晶的含量和分布随着基体晶体取向变化的规律,在此基础上选择工艺参数实现高质量修复,为完成修复提供理论指导。
在单晶高温合金的修复过程中,温度梯度与[001]方向之间的偏差方向可表示为[100]、[010]和[001]方向的矢量和。因此,研究基体晶体取向对修复区组织结构影响时,可看作基体表面分别绕[100](x轴)、[010](y轴)和[001](z轴)旋转不同角度,如图8所示[29]。
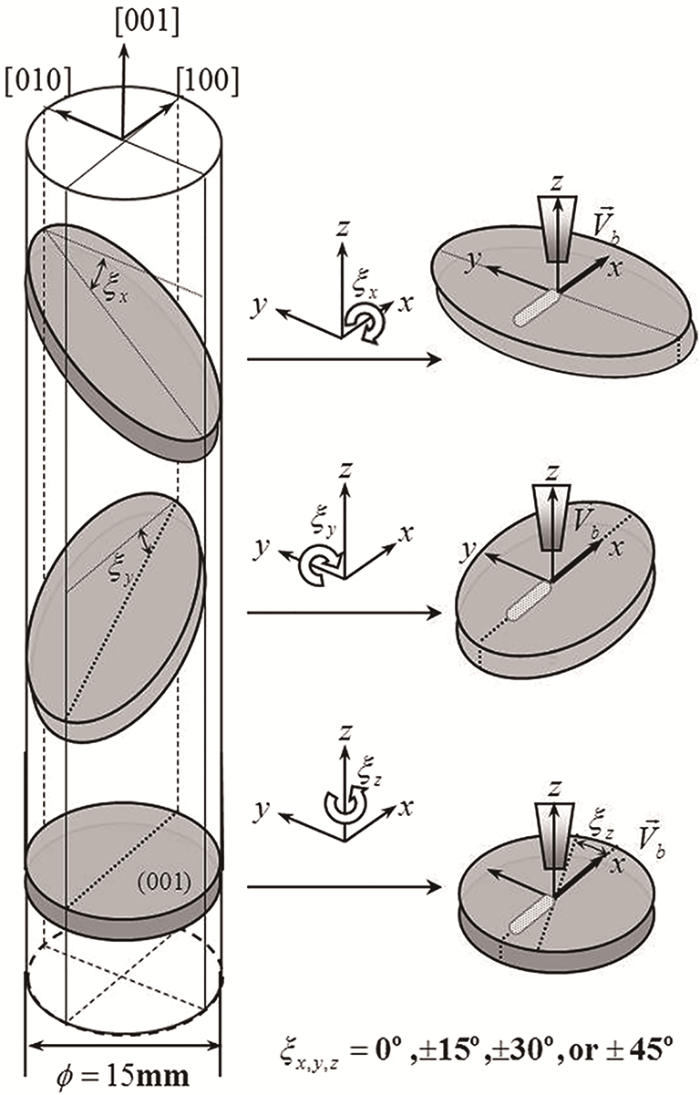
图8 单晶基体绕[100]、[010]和[001]轴旋转示意图[29]
当基体表面绕[100](x轴)旋转时,随着旋转角度的增大修复区内温度梯度沿[001]的分量减小,杂晶生成的趋势增加,裂纹敏感性提高[47]。S. MOKADEM发现,当绕[100]轴旋转角度达到45°时在修复区的底部出现大量的杂晶,严重影响修复后的性能[30]。当基体表面绕[010](y轴)方向旋转时,修复区的杂晶随着旋转角度的增加而减少。L. Wang发现,杂晶往往分布在不同晶区的交点和交线处,随着绕[010]轴旋转角度的增加,晶区交点和交线明显减少,使杂晶的含量降低;当旋转角度达到45°时,可得到无杂晶的修复区[28, 29]。当基体表面绕[001](z轴)方向旋转时修复区内杂晶的总含量不变,但是原本散乱分布的杂晶出现了聚集,这也是晶区交点和交线分布的变化所致。基体绕[001]和[010]轴旋转不同角度得到的激光熔凝修复组织,如图9所示[29]。
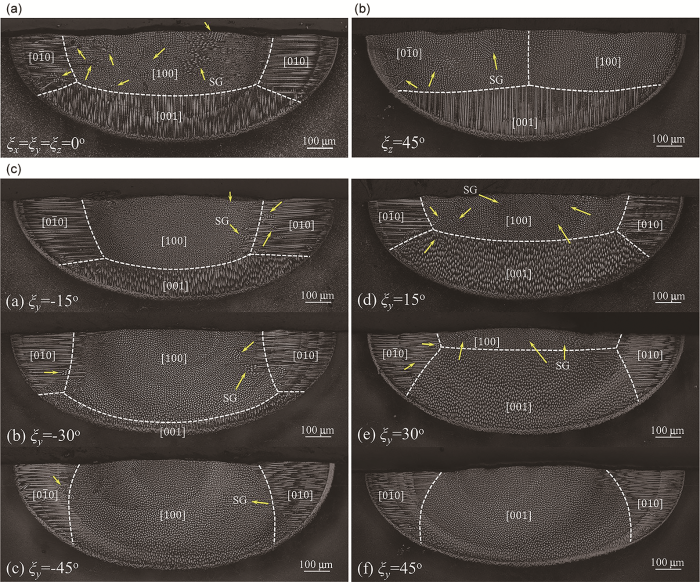
图9 单晶激光熔凝区横截面[29]
2.3 修复区熔池的数值模拟
在熔焊修复过程中,熔池内液体的流动行为和温度场的分布比较复杂,而且熔池有一定的移动速度,只进行实验难以得到高质量修复区的工艺参数窗口。随着计算材料学的发展,数值模拟技术在单晶高温合金熔焊修复领域得到了广泛的应用。
国内外学者采用数值模拟技术并结合熔池的几何模型(图10)[35]从理论上研究了工艺参数对修复区单晶组织生长行为的影响和相互作用,预测了杂晶等缺陷的分布[31, 47],从而在减少实验的情况下得到高质量修复的工艺窗口。T. D. ANDERSON利用数值模拟技术研究了CMSX-4电子束焊修复区内杂晶的分布规律,发现修复区内不同枝晶生长方向交汇处的杂晶较多[18]。其原因是,在这些位置枝晶的生长轴与最大热流方向不平行,即形成了离轴热流[30]。与枝晶生长方向平行于最大热流方向的情况相比,离轴热流会降低该处的温度梯度并提高固液界面的移动速率,导致大量杂晶的生成[48]。为了验证数值模拟计算结果的正确性,J. N. DuPont模拟了[100](扫描方向)-240 W(激光功率)-1 mm/s(扫描速率)条件下熔池内枝晶的生长方向,即熔池晶区分布,并与相同参数下得到的CMSX-4单晶激光熔凝组织比较。结果表明,二者的晶区分布高度一致,如图11所示[48]。L. Wang结合热场模拟得到了基体晶体取向不同的修复区杂晶含量的分布规律,如图12所示[28],与在相同实验条件下得到的熔凝组织中杂晶的分布相近[29]。M. G?umann采用数值模拟技术得到了杂晶的形成规律,通过拟合得到了修复区组织结构与激光功率P、扫描速率Vb和预热温度T0等工艺参数的函数关系(图13),确定了修复区单晶生长的工艺窗口,为工程应用提供了理论基础[49]。
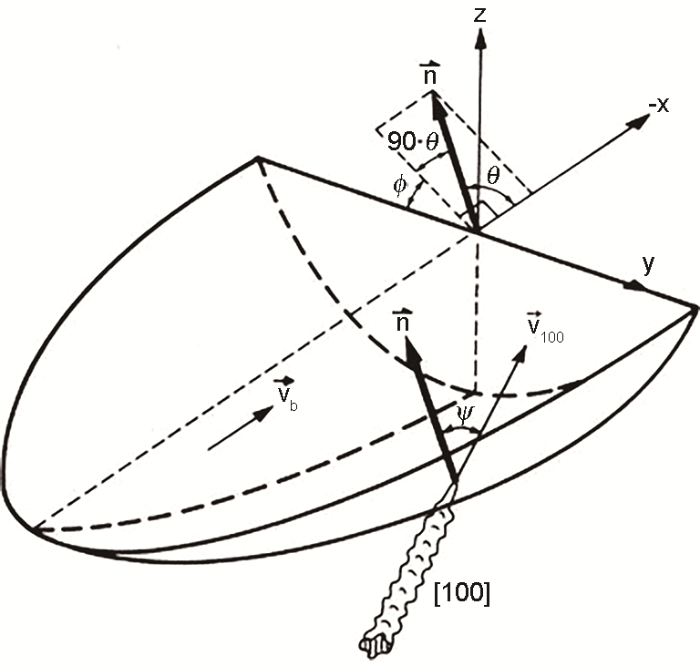
图10 单晶修复区熔池几何模型[35]
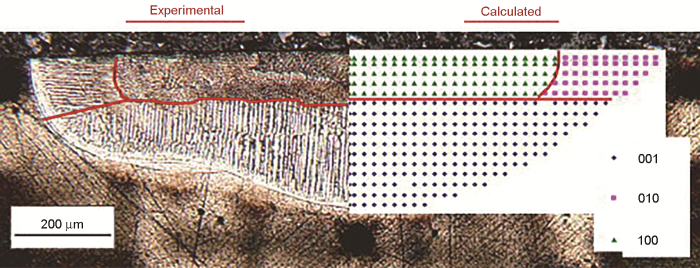
图11 参数为[100]-240W-1 mm/s条件下实际与模拟的激光熔凝组织对照[48]
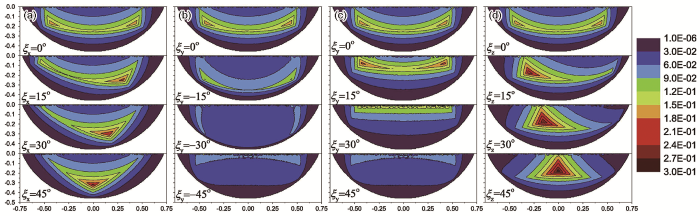
图12 基体表面旋转不同角度时,激光熔凝组织中杂晶含量的模拟分布情况[28]
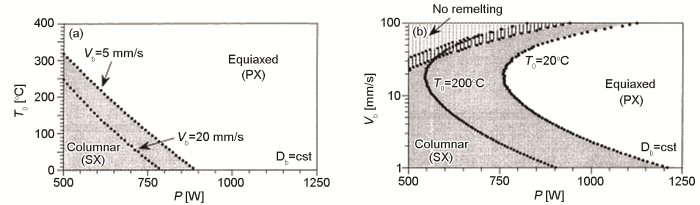
图13 修复区组织结构与激光功率P、扫描速率Vb和预热温度T0的函数关系[49]
2.4 熔焊修复的不足之处
熔焊修复操作简便,电子束与激光束等高能束可产生较大的温度梯度,有利于修复区内单晶组织生长,在单晶高温合金修复领域以及得到了实际应用。但是,采用熔焊技术进行单晶高温合金表面缺陷修复,杂晶的生成和裂纹的产生是两个亟待解决的问题。
1) 杂晶破坏了单晶结构,使修复后单晶高温合金的力学性能降低,是目前熔焊修复的主要难题。熔焊修复利用了定向凝固中的柱状晶向等轴晶转变(Columnar to Equiaxed Transition,CET)理论[50]

式中为温度梯度,为凝固速率,为与材料有关的系数,K为临界值。
与满足式(1)时熔池内的凝固组织呈柱状晶生长而得到单晶组织;不满足此条件时熔池内的凝固组织发生柱状晶向等轴晶生长的转变,如图14所示[51]。分析已有的研究结果发现,杂晶通常出现在修复区表层和修复区内不同枝晶生长方向的交汇处,因为这些位置的温度梯度低且凝固快,即与不满足式(1)的条件。根据CET理论,此时凝固组织极易发生柱状晶向等轴晶生长的转变,从而在修复区表层和修复区内不同枝晶生长方向的交汇处生成大量与基体晶体取向不同的杂晶。调整工艺参数或基体取向能控制熔池内的温度梯度和凝固速率,可减少修复区内的杂晶甚至在某些特定参数下使基本没有杂晶、在修复区内生成单晶高温合金晶向一致的单晶组织。但是,修复区内较大的残余应力使后续热处理时在修复区出现再结晶,使修复后的单晶高温合金不能在高温高应力条件下应用。
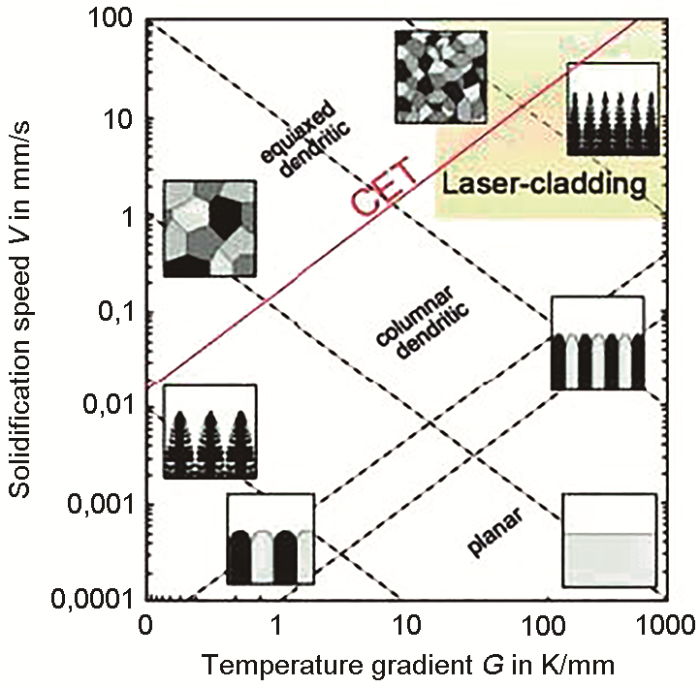
图14 不同温度梯度与凝固速率下的凝固组织[51]
2) 裂纹的生成是镍基单晶高温合金熔焊修复过程中面临的另一个难题。单晶高温合金的Al、Ti含量较高,使其对裂纹有极高的敏感性。在熔焊修复过程中Al、Ti等元素在晶界偏析或偏聚生成低熔共晶。在凝固阶段,在拉应力的作用下在杂晶晶界或生长方向偏离角度较大的相邻枝晶间极易生成凝固裂纹(图15)和液化裂纹[39],使修复失败。
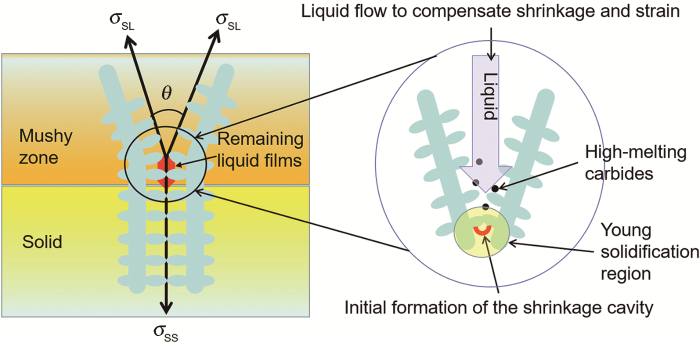
图15 激光熔覆过程中凝固裂纹形成机理示意图[39]
3 钎焊修复
钎焊修复单晶高温合金使用的钎料是低熔点合金,修复时钎料熔化而基体不熔化,液态钎料润湿填充修复区内的间隙,经降温凝固过程,实现钎焊修复[52]。
钎焊修复是在较低的温度下对基体均匀加热,对基体的组织结构影响不大,而且残余热应力较小,工件变形量小,可避免熔焊时基体中高含量的Al、Ti使修复区出现凝固裂纹和液化裂纹[53]。目前国内外有关单晶高温合金钎焊连接的研究报道较多,但是关于单晶高温合金钎焊修复的研究报道较少。现有的研究,主要是研发单晶高温合金修复用新型钎料。
单晶高温合金用的钎料,通常使用B[54, 55]、Si[56]作为降熔元素。但是B、Si元素在Ni基体中的固溶度很小,加之单晶母材中的快速扩散通道少,钎焊后接头内残留的大量低熔点脆性化合物使单晶高温合金钎焊修复后的性能降低。B. LAUX从相图发现,Mn元素与镍基高温合金具有良好的相容性,并据此研发出新型Ni-Mn体系钎料。使用该体系钎料修复Rene N5单晶,与使用含硼钎料D-15(Ni-15Cr-10Co-3.4Ta-3.5Al-2.3B)相比,修复区中没有出现脆性硼化物(图16),重熔温度提高[57];分析用Ni-Mn系钎料修复单晶高温合金过程中组织的演变时发现,与使用D-15钎料相同,随着保温时间的延长修复区组织由枝晶生长逐渐变为平面生长;虽然液相也没有完全消耗,但是因为Mn在Ni中完全固溶且Mn的扩散很慢,液态钎料在冷却凝固过程中不会析出低熔共晶组织,钎焊修复后不会产生凝固裂纹,使修复后的单晶高温合金具有一定的力学性能[58, 59]。
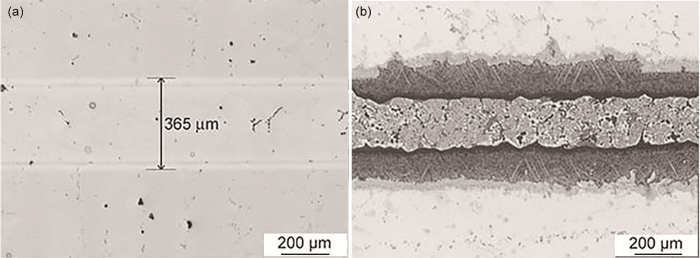
图16 不同钎料钎焊修复Rene N5单晶后微观组织[57]
综合以上的分析,用钎焊修复单晶高温合金,利用的是液态钎料对孔隙的润湿填充。虽然在修复过程中钎料与基体在一定程度上互扩散,但是在修复区内并不能生成与基体相同的单晶组织。脆性化合物和晶界使修复后的高温合金难以恢复到单晶母材优异高温力学性能。
4 瞬时液相扩散焊修复(TLP)
采用瞬时液相扩散(Transient Liquid Phase,TLP)连接技术修复单晶高温合金表面缺陷时,先将低熔点的中间层材料预置于待修复区,中间层材料熔化形成的液相填充修复区,在长时间保温期间液相与母材间的固-液互扩散实现了等温凝固。TLP技术与钎焊的区别在于,前者为等温凝固,后者为降温凝固。同时,TLP成分和组织结构的均匀化使修复区最终生成与基体一致的单晶组织,实现了高性能的修复。典型的TLP过程,如图17所示[60]。
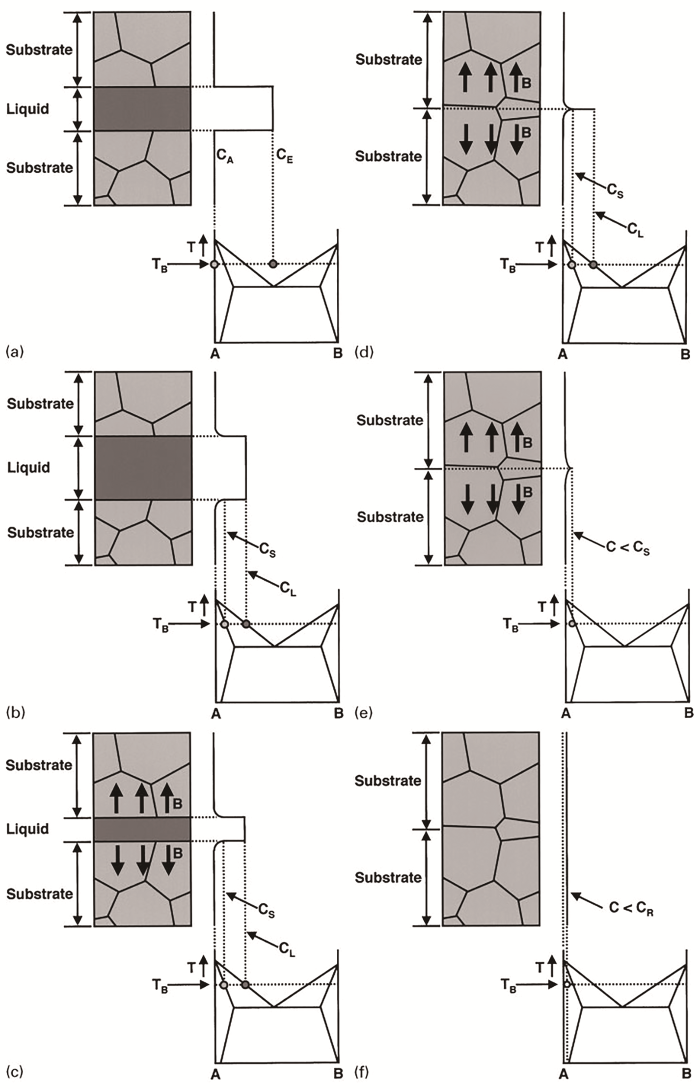
图17 典型TLP过程示意图[60]
TLP连接技术曾被希望用于单晶涡轮叶片的连接制造,相关的研究报道较多,但是针对单晶高温合金缺陷TLP修复的研究报道较少。已有的研究,主要是关于TLP过程中修复区内组织结构的演变,以及新型中间层修复材料的研发。
TLP中间层材料常用的降熔元素,是原子半径较小且降熔效果好的B元素[61, 62]。在TLP过程中B向基体扩散,修复区内的基体表面逐渐外延凝固,由初始阶段的胞状生长逐渐变为平面生长。随着保温时间的延长等温凝固区的宽度增加,修复区中心的残余液相区宽度减小,如图18所示[63]。
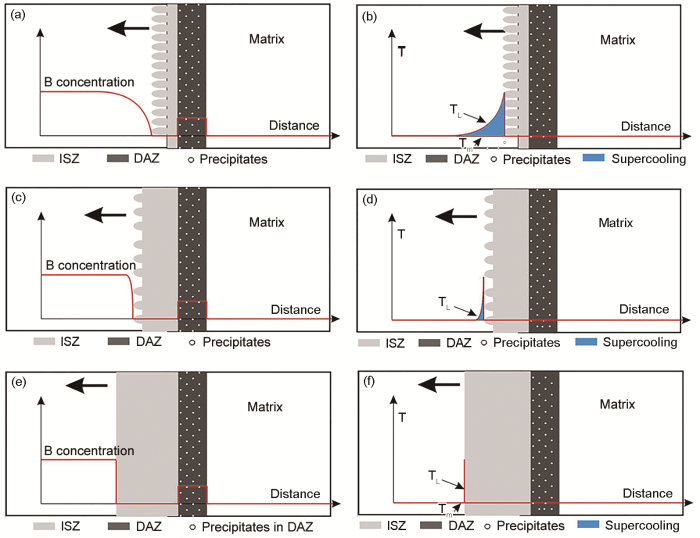
图18 随保温时间延长,固液界面示意图[63]
B在Ni基体中的固溶度很低,在等温凝固过程中在近基体表面析出大量的硼化物[64, 65]。这些硼化物在等温凝固后经过长时间的扩散均匀化才能消除。因此,有研究者针对单晶高温合金的TLP修复开发了新型中间层材料的。例如,Dinkel等用Ni-(20~23)%Ge(质量分数)合金对PWA1483和Rene N5进行TLP修复,在1160~1200℃保温48~55 h后在修复区生成了与基体晶体取向一致的单晶组织。修复后其980℃抗拉强度达到基体的92%以上,基本上恢复了单晶高温合金的性能[66, 67]。
综上所述,用TLP可使修复区单晶化,甚至使其性能达到母材的90%以上,是一种理想的单晶高温合金修复技术,但是,扩散均匀化所需的保温时间过长。因为单晶高温合金中没有晶界作为原子的快速通道,即使B之类的小半径原子的扩散也十分缓慢,修复尺寸为30~40 μm的缺陷需要保温至少24 h以上;如果修复宽度继续增加不仅保温时间大幅度增加,甚至在修复区组织中出现晶界,导致修复失败,如图19所示[63]。TLP过程的动力学缓慢,严重局限了其在单晶高温合金修复尤其是大尺寸缺陷修复中的应用。
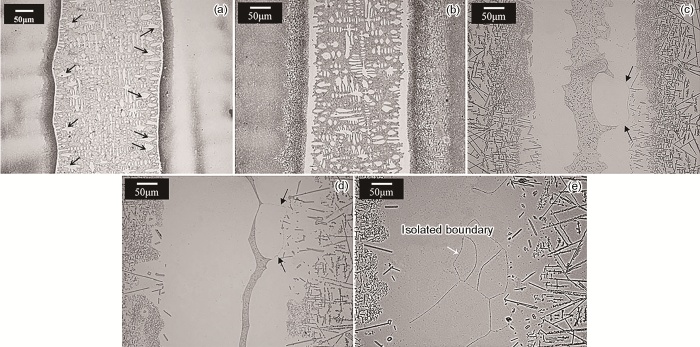
图19 不同保温时间下,修复区(原始尺寸为300 μm)的微观组织[63]
5 结论和展望
单晶高温合金优异的力学性能源于其独特的单晶组织,因此恢复与基体相同的单晶组织是单晶高温合金修复的目标。
熔焊修复方法操作简便,而且电子束和激光束等高能束可产生较大的温度梯度,有利于修复区内单晶组织生长。但是,熔焊修复无法避免产生杂晶与出现裂纹,因此只适用于单晶高温合金表面浅层微裂纹修复或单晶叶片尖端等低应力区的补长修复。
钎焊修复的残余热应力小,可避免出现裂纹。但是,修复区内残留的大量低熔点脆性化合物使修复后的性能不足原单晶性能的50%。
瞬时液相扩散焊(TLP)既能实现修复区的单晶化又能避免裂纹等问题,且修复后高温力学性能良好。但是,TLP实现修复区成分均匀化和结构单晶化需要数十小时甚至数天,过程的动力学缓慢、工艺性差。如何在TLP原理的基础上从材料和工艺入手加速修复过程动力学,是TLP修复迫切需要解决的问题和发展方向。
参考文献
1 Xia W S, Zhao X B, Yue L, et al. Microstructural evolution and creep mechanisms in Ni-based single crystal superalloys: A review [J]. J. Alloy. Compd., 2020, 819: 152954
2 Zhang J, Wang L, Wang D, et al. Recent progress in research and development of nickel-based single crystal superalloys [J]. Acta Metall. Sin., 2019, 55(9): 1077
2 张健, 王莉, 王栋等. 镍基单晶高温合金的研发进展 [J]. 金属学报, 2019, 55(9): 1077
3 Gallardo J M, Rodríguez J A, Herrera E J. Failure of gas turbine blades [J]. Wear, 2002, 252(3-4): 264
4 Viswanathan I, Gandy D, Findlan S. Power industry experiences surge in welding research [J]. Weld. J., 2003, 82(9): 40
5 Jiang K H, Chen J W, Jing F L, et al. Thermomechanical fatigue on the nickel based single crystal superalloy DD6 with film cooling hole [J]. Journal of Aerospace Power, 2019, 34(5): 980
5 蒋康河, 陈竞炜, 荆甫雷等. 镍基单晶高温合金DD6气膜孔热机械疲劳试验 [J]. 航空动力学报, 2019, 34(5): 980
6 Cervellon A, Hémery S, Kürnsteiner P, et al. Crack initiation mechanisms during very high cycle fatigue of Ni-based single crystal superalloys at high temperature [J]. Acta Mater., 2020, 188: 131
7 Liu Y, Yu J J, Xu Y, et al. Thermal fatigue behavior of single-crystal superalloy [J]. Rare Metal Mat. Eng., 2009, 38(1): 59
7 刘源, 于金江, 徐岩等. 单晶高温合金的冷热疲劳裂纹生长行为研究 [J]. 稀有金属材料与工程, 2009, 38(1): 59
8 Zhang J, Zhao Y S, Jia Y L, et al. Thermo-mechanical fatigue behaviors of a nickel-base single crystal superalloy [J]. Materials for Mechanical Engineering, 2013, 37(8): 41
8 张剑, 赵云松, 贾玉亮等. 一种镍基单晶高温合金的热机械疲劳行为 [J]. 机械工程材料, 2013, 37(8): 41
9 Hong H U, Kang J G, Choi B G, et al. A comparative study on thermomechanical and low cycle fatigue failures of a single crystal nickel-based superalloy [J]. Int. J. Fatigue, 2011, 33(12): 1592
10 Zhang Y L, Wang X G, Li J G, et al. The low-cycle fatigue deformation mechanisms of two single crystal superalloys at room temperature and 600℃ [J]. Scr. Mater., 2019, 171: 122
11 Pei H Q, Wen Z X, Wang Z H, et al. Transient thermal fatigue crack propagation behavior of a nickel-based single-crystal superalloy [J]. Int. J. Fatigue, 2020, 131: 105303
12 Chen X S, Sakaguchi M. Transition behavior from Mode I cracking to crystallographic cracking in a Ni-base single crystal superalloy [J]. Int. J. Fatigue, 2020, 132: 105400
13 Montero X, Ishida A, Meissner T M, et al. Effect of surface treatment and crystal orientation on hot corrosion of a Ni-based single-crystal superalloy [J]. Corrosion Sci., 2020, 166: 108472
14 Shi Z X, Liu S Z, Wang X G, et al. Corrosion behavior of the second generation single crystal superalloy DD6 in hot gas [J] J. Iron Steel Res., 2015, 27(5): 61
14 史振学, 刘世忠, 王效光等. 第2代单晶高温合金DD6的燃气热腐蚀行为 [J]. 钢铁研究学报, 2015, 27(5): 61
15 Eliaz N, Shemesh G, Latanision R M. Hot corrosion in gas turbine components [J]. Eng. Fail. Anal., 2002, 9(1): 31
16 Ma C Y, Tian Z L, Du Z Y, et al. Effect of heat input on structure and mechanical properties of welded joint in a 800 MPa grade RPC steel [J]. Transactions of The China Welding Institution, 2004, 25(2): 23
16 马成勇, 田志凌, 杜则裕等. 热输入对800 MPa级钢接头组织及性能的影响 [J]. 焊接学报, 2004, 25(2): 23
17 Fujita Y, Saida K, Nishimoto K. Study of microstructure in surface-melted region of Ni-base single crystal superalloy CMSX-4 [J]. Materials Science Forum, 2006, 512: 313
18 Anderson T D, Dupont J N, Debroy T, et al. Stray grain formation in welds of single-crystal Ni-base superalloy CMSX-4 [J]. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci., 2010, 41A(1): 181
19 Anderson T D, Dupont J N. Stray grain formation and solidification cracking susceptibility of single crystal Ni-base superalloy CMSX-4 [J]. Weld. J., 2011, 90(2): 27s
20 Babu S S, David S A, Park J W, et al. Joining of nickel base superalloy single crystals [J]. Sci. Technol. Weld. Join., 2013, 9(1): 1
21 Liburdi J, Lowden P, Pilcher C. Automated welding of turbine blades [A]. ASME 1989 International Gas Turbine and Aeroengine Congress and Exposition [C]. Toronto, 1989
22 Churchman C, Bonifaz E A, Richards N L. Comparison of single crystal Ni based superalloy repair by gas tungsten arc and electron beam processes [J]. Mater. Sci. Technol., 2011, 27(4): 811
23 Sidhu R K, Ojo O A, Richards N L, et al. Metallographic and OIM study of weld cracking in GTA weld build-up of polycrystalline, directionally solidified and single crystal Ni based superalloys [J]. Sci. Technol. Weld. Join., 2009, 14(2): 125
24 Chauvet E, Tassin C, Blandin J, et al. Producing Ni-base superalloys single crystal by selective electron beam melting [J]. Scr. Mater., 2018, 152: 15
25 Guercio D G, Galati M, Saboori A, et al. Microstructure and mechanical performance of Ti-6Al-4V lattice structures manufactured via electron beam melting (EBM): a review [J]. Acta Metall. Sin.Engl. Lett., 2020, 33(2): 183
26 Huang Y D, Zeng Z Q, Cai Z P, et al. Influence of electron beam thermal effect on cracks formation in fused region of single crystal superalloys DD407 [J]. Rare Metal Mat. Eng., 2017, 46(7): 1920
26 黄永德, 曾志强, 蔡祖鹏等. 电子束热作用对DD407单晶熔凝区裂纹形成的影响 [J]. 稀有金属材料与工程, 2017, 46(7): 1920
27 David S A, Vitek J M, Babu S S, et al. Welding of nickel base superalloy single crystals [J]. Sci. Technol. Weld. Join., 1997, 2(2): 79
28 Wang L, Wang N, Yao W J, et al. Effect of substrate orientation on the columnar-to-equiaxed transition in laser surface remelted single crystal superalloys [J]. Acta Mater., 2015, 88: 283
29 Wang L, Wang N. Effect of substrate orientation on the formation of equiaxed stray grains in laser surface remelted single crystal superalloys: experimental investigation [J]. Acta Mater., 2016, 104: 250
30 Mokadem S, Bezen?on C, Hauert A, et al. Laser repair of superalloy single crystals with varying substrate orientations [J]. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci., 2007, 38(7): 1500
31 Liu W P, Dupont J N. Effects of melt-pool geometry on crystal growth and microstructure development in laser surface-melted superalloy single crystals: mathematical modeling of single-crystal growth in a melt pool (part I) [J]. Acta Mater., 2004, 52(16): 4833
32 Park J W, Vitek J M, Babu S S, et al. Stray grain formation, thermomechanical stress and solidification cracking in single crystal nickel base superalloy welds [J]. Sci. Technol. Weld. Join., 2004, 9(6): 472
33 Vitek J M, David S A, Boatner L A. Microstructural development in single crystal nickel base superalloy welds [J]. Sci. Technol. Weld. Join., 1997, 2(3): 109
34 Park J W, Babu S S, Vitek J M, et al. Stray grain formation in single crystal Ni-base superalloy welds [J]. J. Appl. Phys., 2003, 94(6): 4203
35 Vitek J M. The effect of welding conditions on stray grain formation in single crystal welds-theoretical analysis [J]. Acta Mater., 2005, 53(1): 53
36 Chen H, Lu Y Y, Luo D, et al. Epitaxial laser deposition of single crystal Ni-based superalloys: repair of complex geometry [J]. J. Mater. Process. Technol., 2020, 285: 116782
37 Chen H, Huang G S, Lu Y Y, et al. Epitaxial laser deposition of single crystal Ni-based superalloy: variation of stray grains [J]. Mater. Charact., 2019, 158: 109982
38 Zhang Q M, Wang Z D, Liu X M, et al. Influence of processing parameters on geometrical features of powder feeding laser cladding [J]. Transactions of The China Welding Institution, 2000, 21(2): 43
38 张庆茂, 王忠东, 刘喜明等. 工艺参数对送粉激光熔覆层几何形貌的影响 [J]. 焊接学报. 2000, 21(2): 43
39 Zhou Z P, Huang L, Shang Y J, et al. Causes analysis on cracks in nickel-based single crystal superalloy fabricated by laser powder deposition additive manufacturing [J]. Mater. Des., 2018, 160: 1238
40 Ci S W, Liang J J, Li J G, et al. Microstructure and tensile properties of DD32 single crystal Ni-base superalloy repaired by laser metal forming [J]. J. Mater. Sci. Technol., 2020, 45: 23
41 Felberbaum L, Voisey K, G?umann M, et al. Thermal fatigue of single-crystalline superalloy CMSX-4?: a comparison of epitaxial laser-deposited material with the base single crystal [J]. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process., 2001, 299(1-2): 152
42 Kaierle S, Overmeyer L, Alfred I, et al. Single-crystal turbine blade tip repair by laser cladding and remelting [J]. CIRP Journal of Manufacturing Science and Technology, 2017, 19: 196
43 G?umann M, Henry S, Cléton F, et al. Epitaxial laser metal forming: analysis of microstructure formation [J]. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process., 1999, 271(1-2): 232
44 Luo D, Lu Y Y, Guo X X, et al. Laser repairing process of V-groove in single-crystal superalloy [J]. Chin. J. Las., 2016, 43(5): 37
44 罗登, 路媛媛, 郭溪溪等. 单晶高温合金V槽的激光修复工艺研究 [J]. 中国激光, 2016, 43(5): 37
45 Vilar R, Almeida A. Repair and manufacturing of single crystal Ni-based superalloys components by laser powder deposition—A review [J]. J. Laser Appl., 2015, 27(spec. issue): S17004.
46 Wang N, Mokadem S, Rappaz M, et al. Solidification cracking of superalloy single- and bi-crystals [J]. Acta Mater., 2004, 52(11): 3173
47 Liu W, Dupont J N. Effects of substrate crystallographic orientations on crystal growth and microstructure development in laser surface-melted superalloy single crystals: mathematical modeling of single-crystal growth in a melt pool (Part II) [J]. Acta Mater., 2005, 53(5): 1545
48 Anderson T D, Dupont J N, Debroy T. Origin of stray grain formation in single-crystal superalloy weld pools from heat transfer and fluid flow modeling [J]. Acta Mater., 2010, 58(4): 1441
49 G?umann M, Bezen?on C, Canalis P, et al. Single-crystal laser deposition of superalloys: processing-microstructure maps [J]. Acta Mater., 2001, 49(6): 1051
50 Kurz W, Bezen?on C, G?umann M. Columnar to equiaxed transition in solidification processing [J]. Sci. Technol. Adv. Mater., 2001, 2(1): 185
51 Boris R; Christian N; Stefan K, et al. Crack repair of single crystal turbine blades using laser cladding technology [A]. Proceedings of the 3rd International Conference In Through-Life Engineering Services [C]. Cranfield, 2014
52 Liu D, Song Y Y, Shi B, et al. Vacuum brazing of GH99 superalloy using graphene reinforced BNi-2 composite filler [J]. J. Mater. Sci. Technol., 2018, 34(10): 1843
53 Dong K W, Kong J, Yang Y, et al. Vacuum brazing of TiAl-based alloy and GH536 superalloy with a low-melting point amorphous Ti35Zr25Be30Co10 filler [J]. J. Manuf. Process., 2019, 47: 410
54 Sun Y, Liu J D, Li B, et al. Microstructure evolution of single crystal superalloy DD5 joints brazed using AWS BNi-2 filler alloy [J]. Mater. Res. Innov., 2014, 18(): 341
55 Sun Y, Liu J D, Liu Z M, et al. Microstructure evolution and mechanical properties of DD5 single crystal superalloy joint brazed by Co-based filler alloy [J]. Acta Metall. Sin., 2013, 49(12): 1581
55 孙元, 刘纪德, 刘忠明等. 钴基钎料钎焊DD5单晶高温合金的接头微观组织演变与力学性能研究 [J]. 金属学报, 2013, 49(12): 1581
56 Chai L, Hou J B. Effect of Si content in filler metal on microstructure and creep rupture properties of N5 crystal brazed joints [J]. Heat Treatment of Metals, 2017, 42(3): 143
56 柴禄, 侯金保. 钎料Si含量对N5单晶钎焊接头组织和持久性能的影响 [J]. 金属热处理, 2017, 42(3): 143
57 Laux B, Piegert S, R?sler J. et al. Braze alloy development for fast epitaxial high-temperature brazing of single-crystalline nickel-based superalloys [J]. Metall. Mater. Trans. A, 2009, 40A(1): 138
58 Laux B, Piegert S, R?sler J. Fast epitaxial high temperature brazing of single crystalline nickel based superalloys [J]. J. Eng. Gas Turbines Power, 2009, 131(3): 032102
59 Laux B, Piegert S, R?sler J. Advanced braze alloys for fast epitaxial high-temperature brazing of single-crystalline nickel-base superalloys [J]. J. Eng. Gas Turbines. Power, 2008, 132(3): 32101.
60 Gale W F, Butts D A. Transient liquid phase bonding [J]. Sci. Technol. Weld. Join., 2004, 9(4): 283
61 Chai L, Huang J H, Hou J B, et al. Effect of holding time on microstructure and properties of transient liquid-phase-bonded joints of a single crystal alloy [J]. J. Mater. Eng. Perform., 2015, 24(6): 2287
62 Sheng N C, Hu X B, Liu J D, et al. M3B2 and M5B3 formation in diffusion-affected zone during transient liquid phase bonding single-crystal superalloys [J]. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci., 2015, 46(4): 1670
63 Sheng N C, Liu J D, Jin T, et al. Wide gap TLP bonding a single-crystal superalloy: evolution of the L/S interface morphology and formation of the isolated grain boundaries [J]. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci., 2013, 44(4): 1793
64 Hu X B, Sheng N C, Zhu Y M, et al. Atomic-scale investigation of the borides precipitated in a transient liquid phase-bonded Ni-based superalloy [J]. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci., 2020, 51(4): 1689
65 Sheng N, Liu J D, Jin T, et al. Precipitation behaviors in the diffusion affected zone of TLP bonded single crystal superalloy joint [J]. J. Mater. Sci. Technol., 2015, 31(2): 129
66 Heinz P, Volek A, Singer R F, et al. Diffusion brazing of single crystalline nickel base superalloys using boron free nickel base braze alloys [A]. Diffusion in Solids and Liquids III [C]. ?Algarve, 2008
67 Neumeier S, Dinkel M, Pyczak F, et al. Nanoindentation and XRD investigations of single crystalline Ni-Ge brazed nickel-base superalloys PWA 1483 and René N5 [J]. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process., 2011, 528(3): 815
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”