
一文读懂渗透检测
2021-03-05 11:42:07
作者: 小南点 来源: 小南点
分享至:


◆渗透检测的原理
渗透检测是在被检焊件上浸涂可以渗透的带有荧光的或红色的染料,利用渗透剂的渗透作用,显示表面缺陷痕迹的一种无损检测方法。其简单原理是将渗透性很强的液态物质(渗透剂)渗进焊件表面缺陷内,然后用一种特殊方法或介质(显像剂)再将其吸附到表面上来,以显示出缺陷的形状和部位。渗透检测的基本过程如图1所示:
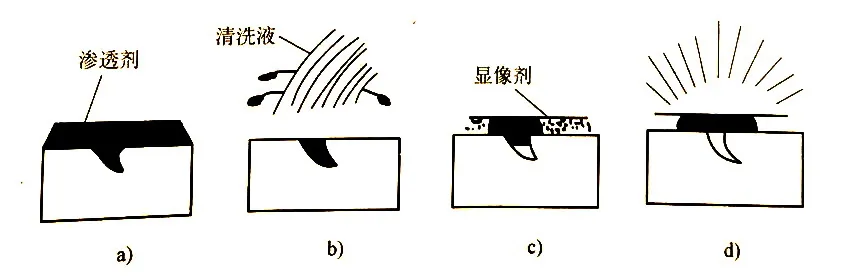
a)渗透 b)清洗 c)显像 d)检查
渗透检测的优点是可检查非磁性材料,如奥氏体不锈钢、铜、铝等,及非金属材料,如塑料、陶瓷材料等的各种表面缺陷,可发现表面裂纹、分层、气孔疏松等缺陷,不受缺陷形状和尺寸的影响,不受材料组织结构和化学成分的限制。(磁粉检测是用来检查铁磁性材料(如铁、钴、镍及其合金)表面或近表面(表面下3~5mm)缺陷的一种检测方法)。渗透检测也有一定的局限性,当零件表面太粗糙时易造成假象,降低检测效果粉末冶金零件或其他多孔材料不宜采用。
◆渗透检测的分类及应用
渗透检测根据渗透液所含的染料成分,可分为荧光法、着色法和荧光着色法三大类。荧光法是渗透液内加入荧光物质,制成荧光液,缺陷内的荧光物质在紫外线下能激发出荧光并显示出缺陷的图像。渗透液内含有色染料,缺陷图像在白光或日光下显色的为着色法,它适合于没有电源的场合。荧光法比着色法灵敏度高,可检测出更细小的裂纹。荧光着色法兼备荧光法和着色法两种方法的特点,缺陷图像在白光下能显红色,在紫外线下又激发出荧光。渗透检测按渗透液去除方式分类可分为水洗型、后乳化型和溶剂去除型,见下表1:
表1渗透剂类别与适用范围

◆渗透检测的操作程序
渗透检测通常分为预清洗、施加渗透液、去除、施加显像剂、干燥处理、观察及评定显示痕迹、后处理等7个步骤。
●预清洗:预清洗之前要对被检部位表面进行清理,以清除被检表面的焊渣、飞溅、铁锈及氧化皮等。清洗范围应从检测部位四周向外扩展25mm;
●施加渗透剂:渗透温度应控制在15~50℃之间,渗透时间一般不得少于10min;
●去除:去除处理是各项操作程序中最重要的工序。清洗不够,整个检测部位会留有残余渗透液,容易大面积显示颜色,对缺陷的显示识别造成困难,容易产生假显示,造成误判。清洗过度时(把应留在缺陷中的渗透液也洗掉了)会影响检测效果。所以要掌握清洗方法,根据需要进行适量清洗。一般应先用不易脱毛的布或纸进行擦拭,然后再用蘸过清洗剂的干净不易脱毛的布或纸进行擦拭,直至全部擦净。操作时应注意不得往复擦拭,也不得用清洗剂直接冲洗被检面,以免过洗;
●施加显像剂:检验部位经清洗后便可施加显像剂,显像剂经自行挥发,很快就把缺陷中的渗透液吸附出来,形成白底红色的缺陷痕迹。这道工序十分重要,其操作质量好坏都直接影响探伤结果的准确性。显像剂在使用前应充分搅拌均匀,并施加均匀。显像时间一般不少于7min;
●干燥处理:当采用快干式或施加湿式显像剂之后,被检面需经干燥处理。可采用热风或自然干燥,但应注意被检面的温度不得大于50℃。干燥时间通常为5~10min;
●观察与评定:观察显示痕迹,应在施加显像剂后7~30min内进行。当出现显示迹痕时,必须确定是真缺陷还是假缺陷,必要时用低倍放大镜进行观察或进行复验;
●后处理:检测结束后,为防止残留的显像剂腐蚀焊件表面或影响其使用,应清除残余显像剂。
◆痕迹的解释与缺陷评定
对显示痕迹的解释是正确判定缺陷的基础,痕迹可能是真实缺陷引起的,也可能是由于结构形状或表面多余渗透液未清洗干净所致。各种常见焊接缺陷痕迹的特征见表2,一般来说焊缝表面不允许有裂纹和白点、任何横向缺陷显示、任何长度大于1.5mm的线性缺陷显示、单个尺寸大于或等于4mm的圆形缺陷显示。缺陷显示累积长度的等级评定见表3。对发现并可判定的表面与近表面裂纹应打磨清除,打磨深度过深应补焊到与母材表面平齐。
表2 各种焊接缺陷显示痕迹的特征

免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741