
美国炮管抗烧蚀涂层工艺技术新进展
2021-03-05 10:32:24
作者:郭瑞萍 来源: 中国腐蚀与防护网
分享至:


炮管的寿命会受到火炮发射时的热烧蚀、化学烧蚀以及机械磨损等多种因素的影响, 自从第二次世界大战结束以来, 炮钢的冶炼技术和炮管烧蚀的影响因素就一直没有什么改变 。现代火炮系统的性能要求继续朝着高初速、高射速、高膛压和远射程的方向发展, 为了实现这些性能, 必须要采用高火焰温度的现代发射药, 可是, 这些发射药具有极高腐蚀性, 与常规发射药相比,会加速炮管的烧蚀。
目前的火炮系统一般是采用电沉积铬层保护炮管内膛。但是, 电镀铬涂层存在许多缺点, 如它的脆性比较高, 剪切强度和抗拉强度比较低, 镀铬层容易剥落 ;电镀铬工艺中的六价铬是一种致癌物质,存在严重的环境危害问题;电镀生产设备中必须包括污水处理设备, 从而提高了生产成本 。因此, 随着高温发射药的发展和应用, 电镀铬已经不能满足炮管抗烧蚀的更高需求,发展绿色的替代炮管电镀铬的各类涂层工艺技术已经成为当前技术发展趋势 。
从近年来的发展来看, 美国在炮管抗烧蚀涂层工艺技术研究方面走在世界前列, 开发了一系列新型绿色涂层工艺技术, 包括美国陆军贝尼特试验室的柱面磁控溅射工艺 、美国 T P L 公司的爆炸包敷焊接技术、美国橡树岭国家试验室( O RN L ) 的大功率等离子弧光涂敷技术、美国新泽西技术研究所的化学汽相沉积涂层技术以及美国 A lameda 应用科技公司的同轴高能沉积( CED) 涂层技术等 。其中, 柱面磁控溅射工艺和爆炸包敷焊接技术具有显著的技术优势, 应用前景比较乐观, 是美国军方目前比较看好的 2 项技术, 已列入美国陆军制造技术( M an-tech) 计划和小企业创新( SBIR) 计划, 以支持这 2 项技术在艾布拉姆斯坦克 120 mm 加农炮身管 、未来战斗系统中车载作战系统( FCS M CS) 加农炮身管 、M2 布拉德利战车的 25 mm M 242 丛林之王加农炮身管的应用研究 。
1 柱面磁控溅射沉积钽涂层工艺
美国陆军贝尼特试验室的柱面磁控溅射钽涂层工艺属于物理汽相沉积工艺, 能用于沉积各种难熔金属材料, 不存在电镀铬工艺的废水处理等问题, 是一种绿色工艺技术。钽涂层比铬涂层材料的韧性和抗热冲击性能都较好, 熔点比铬高, 是一种理想的抗烧蚀材料, 针对目前炮管采用镀铬技术的污染和寿命不足问题, 贝尼特试验室提出了用柱面磁控溅射钽工艺作为替代技术, 提高炮管寿命的预期目标, 见表1 。
表1 柱面磁控溅射钽工艺替代传统镀铬技术
提高炮管寿命的预期目标
1 .1 柱面磁控溅射工艺基本概念和原理
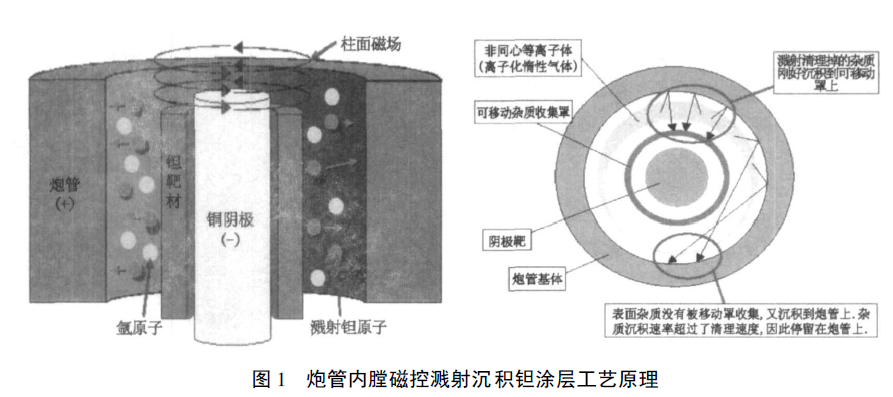
溅射沉积技术是用荷能粒子轰击某一靶材( 阴极) , 使靶材表层原子以一定的能量逸出, 然后在基材表面沉积成膜的技术。例如, 在图 1 的轴向电流柱面溅射系统结构中, 对炮管基体加正电压, 在中心阴极铜管流过 1 000 ~ 2 000 A 电流, 产生柱面方位磁场, 它与径向电场相互作用, 使惰性气体离子化为等离子体, 产生溅射作用, 钽靶材在中心阴极铜管上滑动, 就可以完成钽涂层的溅射沉积。涂层沉积前必须对靶材和炮钢基体进行溅射净化清理, 以保证涂层的附着性和质量 。在清理靶材时, 要在溅射系统中插入一个较大直径的铜套管, 它对基体起着防护罩的作用, 对靶材起着收集清理掉杂质的作用 。在清理基体时, 要用一个较小直径的铜套管( 可滑动) 收集从基体上清理掉的杂质。
1 .2 柱面磁控溅射工艺的关键影响因素
磁控溅射系统中等离子体密度的均匀性是溅射沉积涂层均匀性和附着性的关键环节 。但是, 由于在轴向电流产生的方位磁场中, 等离子密度往往集中在炮管的一端,这就导致了在轴向和圆周方向上的均镀能力降低。同时, 由于等离子体的密度沿轴向方向是变化的, 不能使内膛表面和靶材表面得到均匀的侵蚀净化清理, 这也直接影响后续溅射沉积涂层的附着力,所以改进磁控溅射系统等离子体密度分布均匀性就成为关键技术 。贝尼特试验室解决的方法是沿着溅射靶材轴向方向设计了一系列可以摆动的等离子环, 改进离子化效率 。具体措施是在柱面磁控系统内部中心铜管上安装了一系列均匀间隔的永久磁铁, 在磁铁和径向电场之间的轴向磁场分量产生一系列与中心靶同心的宽约 25 mm 的等离子体环,而且通过激励器可以使等离子体环产生振荡, 因此克服了不均匀侵蚀清理和涂层均匀性问题。采用这种系统已经成功沉积了 70 ~ 160 μm 厚的钽涂层, 厚度变化在 10 μm 以内( 改进前厚度变化超过 60 μm) , 涂层厚度均匀性和附着性明显得到改善 。此外, 溅射沉积钽涂层的相结构也是影响涂层均匀性的关键因素。溅射沉积钽涂层会出现 2 种不同的相结构, 即 α相钽涂层和β 相钽涂层, 其中 α相涂层具有比较理想的显微组织和显微硬度等性能 ( 努氏硬度 270, 与电镀铬硬度相当) , 而 β 相钽涂层性能较差, 硬度高( 努氏硬度 1 100) , 脆性大。用贝尼特试验室开发的激光脉冲加热技术测定 2 种相结构涂层, 模拟火炮发射环境的作用, 结果表明, α相涂层完好无损, 而β 相钽涂层出现开裂 。研究发现,合理控制工艺参数是关键环节,在不同溅射气体、压力和炮钢基体温度等工艺参数条件下, 可以获得性能截然不同的钽涂层相结构。
1 .3 应用研究进展情况
美国陆军贝尼特试验室的炮管涂层技术项目涉及 7 个不同计划, 从 1998 ~ 2005 财年投入总经费约 3 000 多万美元 。目前, 20 m m M 61A 1 炮管内膛已获得 100 % α相钽涂层, 其炮管寿命在 150 发/分钟的条件下, 达到 1 500 发, 很少能测量到磨损, 性能优于镀铬层。此外, 还成功完成了 M242“ 丛林王”和 45 m m Casius 炮管的全膛磁控溅射沉积镀钽,并经过了射击试验 。同时, 在华特弗利特兵工厂建造了用于 120 m m 、155 mm 、105 mm 溅射全长度大口径炮管的试生产柱面磁控溅射沉积工艺平台, 用于“ 艾布拉姆斯” 、“ 十字军” 和未来作战系统等大口径炮管的磁控溅射全膛镀钽, 在 2005 年寿命射击试验成功后, 该技术将进入炮管的批生产计划 。此外,美国海军也有兴趣在先进火炮系统项目中采用这种技术。
2 爆炸包敷焊接技术
爆炸包敷焊接技术是一种利用爆炸冲击波焊接金属的工艺技术, 在工业界已经应用了 40 年, 能够连接任何相异的金属, 现已广泛用于宇航、军工、化工等行业。例如:宇宙火箭上各种形状的大型铝制舱壁、压力容器上的圆盖、锅炉的顶板、热交换器中的凸状通风板以及铝制大型反射器等, 都采用了爆炸包敷焊接技术。2004 年,美国海军选择爆炸包敷焊接技术用作先进火炮系统( A GS ) 项目炮管的抗烧蚀涂层工艺技术 。2005 年, 美国陆军将爆炸包覆工艺技术列入 Mantech 制造技术计划, 以支持美国T P L 公司爆炸包敷焊接技术用于 25/ 30 mm 和 76 m m 海军火炮系统并作为用于 155 mm 海军 A G S系统的侯选方案, 并计划应用在未来战斗系统的中口径加农炮( Mk44 30/ 40m m) 身管的制造中。
2 .1 爆炸包敷焊接技术基本原理及技术特点
爆炸包敷焊接工艺是随着焊接物的形状 、尺寸及材料的性质而有所不同的, 但包敷焊接原理基本一致( 如图 2) , 以平板包敷焊接为例, 在爆炸前, 飞板与基板之间有一个预置角, 炸药引爆后, 以恒定的速度 Vd ( 一般为 1 500 ~ 3 500 m/ s) 爆轰, 使飞板产生变形并与基板产生高速斜碰撞, 速度可达 200 ~500 m/s, 在 撞击点 处会产 生一种射流, 正是依靠这种射流,才能 得到良 好的焊接质量, 此时冲击角 β 保持在 7°~ 25°之间。
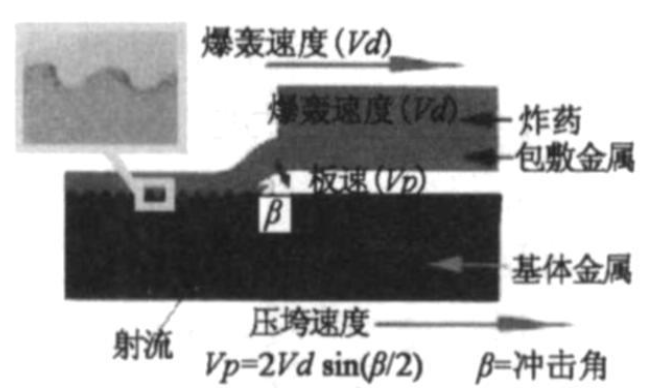
图 2 爆炸包敷焊接工艺原理
炮管涂层的爆炸包敷焊接工艺是将管状的包敷层材料, 借助炸药驱动, 实现与炮管内膛的结合。该工艺通过控制炸药爆轰能量, 迫使涂层材料包敷在炮管基体材料上, 通过在高压下引起大量塑性应变,形成冶金结合。因此,与常规镀铬和物理及化学汽相沉积等技术相比, 爆炸包敷焊接技术有如下优点 。
1) 工艺效率高, 进行爆炸包敷焊接的工艺持续时间仅为几秒, 而相比之下, 其它技术的典型沉积速率是每小时 0 .025 4 mm 厚度。
2) 将难熔金属如钽涂层通过爆炸包敷焊接到中、大口径炮管内膛表面, 不存在镀铬工艺中出现的氢脆问题和致癌问题, 不会出现由此造成的炮管破坏和环境污染问题。
3) 不需要重点考虑表面准备的问题, 因为在包敷工艺中, 包层和基体材料表面会形成等离子体, 而等离子体会迫使压垮前沿向前运动, 会起到擦洗 2个表面的作用, 其后面都是纯净的材料, 无氧化物或碎片, 有利于获得最理想的结合。
4) 寿命发射试验已经证明了爆炸包敷焊接技术能显著提高炮管寿命, 如美国陆军 M 242 炮管经爆炸包敷焊接金属涂层后, 比标准“ 丛林王”炮管寿命最少提高 6 倍 。
5) 爆炸包敷焊接技术是一种固态冷焊接工艺,能够使难熔金属涂层和基体连接而不损失连接前的性能, 实现冶金结合, 能承受内弹道力和火炮反复 、快速发射的恶劣化学和热环境 。
2 .2 在炮管中的应用研究进展情况
从 2001 年开始, 美国陆军和海军就开始了爆炸包敷焊接技术在中口径和大口径火炮身管的应用研究工作。
2 .2 .1 中口径炮管
2001 年, 根据美国陆军爆炸包敷焊接技术对 2个丛林 王 M242 炮管包敷了 纯钽涂层, 并采 用 XM 919/ 616W 尾翼稳定脱壳穿甲弹进行了发射试验。陆军选择的试验炮管结构包括滑膛炮管和在钽中切削无缠角膛线结构炮管。T P L 公司的炮管滑膛结构爆炸包敷钽在发射 1 385 发以后仍可使用,线膛结构包敷钽在发射了 600 发后仍可以使用 。说明爆炸包敷焊接钽涂层炮管的热-化学机械强度与常规炮管相比有显著提高。但是, 对有膛线结构的炮管试验结果及其分析结果表明, 纯钽太软,以至于不能承受施加在线膛炮阳线和阴线上的力, 需要进一步研究钽钨合金( 含 W 质量分数为 5 %~ 10 %)以及钨铬钴合金的可行性。
2 .2 .2 大口径炮管
美国 T P L 公司已经证实了能够在 120 m m 炮管中分别爆炸包敷焊接 T a-2.5W 合金和纯钽, 厚度达到0 .69 m m 和1 .6 m m 。2003 年, BAE系统进行了一项筛选试验, 选择和开发最有前景的难熔材料技术, 作为先进的内膛表面涂层, 用于海军 155 mm A G S 项目。筛选试验采用 BA E 系统专用的 45 mm试验装置,将镀铬涂层技术与其它 6 种绿色涂层技术进行对比 。其中, 美国 T P L 公司的爆炸包敷焊接技术被选中进入 AG S 项目 。目前, 试验已经从 45 mm模拟发射装置转移到了全尺寸原型火炮试验,包括陆军 M242( 25 m m) 、陆军 M k44( 30 mm ) 和海军 M k75( 76 m m) 炮管, 2006 年进行最终寿命试验,2007 年初在海军 155 m m 炮中进行应用开发研究,进行爆炸包敷层寿命试验并与目前的镀铬技术结果进行对比。
目前, 美国陆军制造技术计划( M anTech) 已经投资, 支持美国 T P L 公司爆炸包敷焊接技术用于 25/ 30 mm 和 76 m m 海军火炮系统并作为用于 155 m m 海军 A G S 系统的侯选方案。P EO -IWS 已经投资研究爆炸包敷焊接与大口径海炮( 155 m m) 中残余应力关系。战略环境研究发展计划也投资, 验证爆炸包敷焊接技术与目前镀铬方法相比的优点。美国 T P L 公司爆炸包敷焊接技术的优势已经证实了其在美国陆军和海军中 、大口径火炮系统中的应用前景, 明显能够向 57 m m 海岸警卫, 155 m m 海军和 120 mm 坦克炮扩展。
3 其它涂层工艺技术
美国研究的其它替代炮管电镀铬的涂层工艺技术有同轴高能沉积( CED) 钽涂层技术、大功率等离子弧光涂敷技术和化学汽相沉积涂层技术等。CED ( Coaxi al Energe tic Depo sitio n) 工艺是美国 A lameda 应用科技公司开发的, 目前还不成熟,没能通过美国海军 A G S 项目炮管抗烧蚀涂层工艺技术的第一轮筛选 。CED 工艺原理见图 3 。CED 工艺装置中的阴极是涂层材料的来源, 与作阳极的炮管同轴, 外部有激励线圈施加轴向磁场, 在阴极、阳极之间可燃弧,能将材料从阴极传递到阳极炮管内壁上, 在低压真空状态下产生涂层沉积。该工艺沉积离子的能量非常高, 超过 20 eV ( 而化学汽相沉积 、电镀和溅射等工艺都低于 1 eV ) , 因此有助于获得更好的涂层, 是一种有前景的炮管涂层工艺技术。
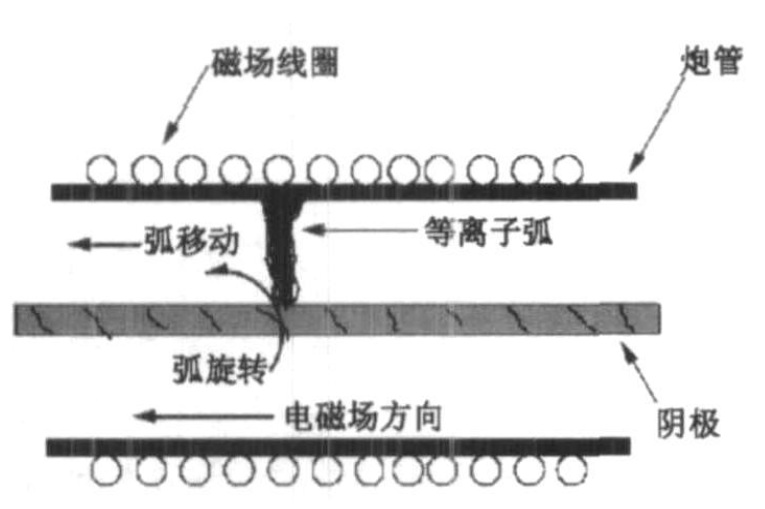
图 3 CED 工艺原理
目前, 美国 A lameda 应用科技公司已经在线膛和滑膛 4340 钢炮管试样上, 沉积了 T a10 %W 和 α钽涂层, 厚度达到 25 μm, 但是发射寿命试验结果表明涂层完全脱离了基体 。因此, 工艺设备的不断完善和改造将成为该技术成功的关键环节, 涂层性能 、工艺效率和成本还有待进一步观察 。
2005 年, 美国新泽西技术研究所针对中口径炮管的抗烧蚀问题, 提出化学汽相沉积工艺制备高质量钽涂层技术, 为解决中口径炮管的耐磨损和烧蚀防护问题提供了一种可选择的技术途径 。已经列入了美国防污染项目计划, 预期 2008 年完成 。但是,该技术目前处于探索阶段, 很多问题并没有明确, 尤其是在化学汽相沉积涂层的抗烧蚀性, 工艺性, 涂层组织结构, 附着性,工艺效率以及工程化应用的可行性等方面, 还需要继续观望。
最近, 美国橡树岭国家试验室( O RN L) 提出, 要采用大功率等离子弧光设备, 在炮管内膛涂敷冶金结合的难熔金属涂层, 解决炮管烧蚀问题。美国陆军则表示在通过样品试验后, 将投资给予研究支持 。
ORNL 红外加工中心研制的这种等离子弧灯,设备功率高达 300 000 W, 能产生高强度红外能量,直接照射到难熔金属 、粉末涂层上, 在炮管钢内膛获得冶金结合的涂层, 有效提高炮管抗疲劳和抗烧蚀性能, 有效延长其使用寿命。
ORNL 首 选 的炮 管难 熔 金属 涂 层材 料 是Mo41Re, 目前已经进行了模拟热循环试验, 表明具有较好的抗热冲击和抗烧蚀能力。但该技术目前还不成熟, 存在许多尚待解决和研究的问题, 如前道涂敷工艺、熔敷处理、是否需要再加工,冶金结合界面性能及影响等。
4 结语
理想的炮管抗烧蚀涂层技术除了应采用高熔点涂层材料之外、更重要的是应发展具有冶金结合 、足够厚度 、均匀涂层 、并且是绿色、高效 、低成本的工艺技术。在上述研究的几种涂层工艺中, 柱面磁控溅射钽工艺技术已经进入工程化阶段,应用前景比较乐观, 但磁控溅射设备比较复杂, 需要投资较高, 经济可承受性是其广泛应用的主要问题 。
爆炸包敷焊接技术已经在工业界应用了 40 年,近几年美国陆军的发射试验也证明该技术在炮管中的应用是可行的。该技术工艺效率高, 无环境污染,能显著提高炮管寿命, 是很有前途的炮管抗烧蚀涂层技术 。我国在爆炸包敷焊接技术方面也有多年的研究和应用基础, 建议我国重点开展该技术在炮管抗烧蚀涂层方面的应用研究 。
[ 参考文献]
[ 1] Fang Y ee, M ar k W otzak, M ichael Cipo llo, et al .Cy lin- drical M agnetro n Sput te ring in a F err omag netic Cylinder [ C] . 47th SV C TechCon in the P lasma Pr ocessing Session, 2004.
[ 2] Gr eg Vigilante .Benet Labor atories to Im pr ove Gun Bar- rel Co ating s[ J] .RDECO M M ag azine, 2003( 8) :3-10 .
[ 3] Lar ry Burton, Ro be rt Carter, Victor Champagne, et al.A rmy targ ets age old problem s with new gun barr el materials[ J] .A M P T IA C, 2004, l8( 4) :49-55 .
[ 4] Vigilante G , Sag e T , K endall G , e t al.Characterization of T antalum Line rs A pplied to 25mm and 120mm Cannon Bore Sectio ns via Explo sive[ M] .AD A387587, 2001.
[ 5] Amir Chabo ki.Advanced Gun Bar rel Technologies[ C] .N DIA G uns-Ammunitio n-Rockets- missiles Conference, 2005. [ 6] Brian Bure s.A rc plasma deposition[ C] .47th A nnual M eeting of the Divisio n of Pla sma P hy sics, 2005 .
作者简介:郭瑞萍( 1968-) , 女, 副研究员, 主要从事兵器材料与工艺技术咨询及研究工作。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章
无相关信息

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741