
航空发动机涡轮叶片的服役环境及材料发展
2021-02-04 11:36:27
作者:蒋攀攀、郭小童 来源:网络
分享至:


1.1涡轮叶片服役环境特点
发动机是航空装备的“心脏”,发动机的性能决定了飞机的飞行速度、机动性、航程、有效载重等一系列性能[1]。图1-1为Leap-1C航空发动机的基本构造图,发动机主要包括风扇、压缩系统、燃烧系统、涡轮系统和喷管系统等[7]。高温燃气经过燃烧室充分燃烧后,由燃烧室排出并流经涡轮系统。一部分燃气的内能转化为机械能,推动涡轮转动,同时带动压气机继续吸入大量空气;另一部分燃气直接从尾喷管喷出,巨大反作用力推动飞机向前飞行。在燃气涡轮发动机中,涡轮是极其关键的部件。涡轮的设计、制造与用材水平关乎到整个发动机的性能水平和使用可靠性[8]。
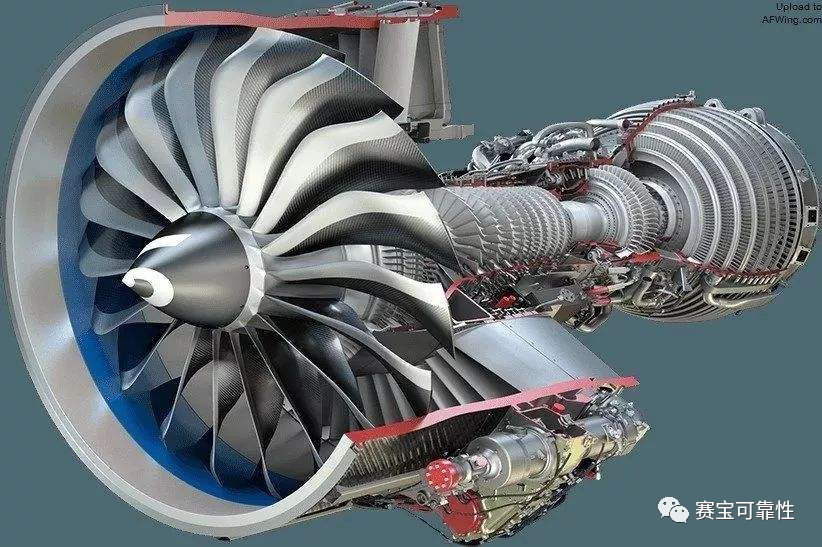
图1-1 C919选用的Leap-1C发动机
涡轮转子叶片是将发动机的热能转变为机械能的重要部件,其工作环境最为苛刻。在工作过程中,转子叶片需要承受高温高压、离心载荷、振动载荷、热应力、燃气腐蚀及高温氧化的综合作用[34]。严苛的服役环境,导致转子叶片失效的概率最高。统计表明发动机零部件失效事件中,转子叶片占70%以上[1]。涡轮叶片的服役环境主要分为三类:工作温度高、工作应力复杂和工作环境腐蚀性高[1, 3]。
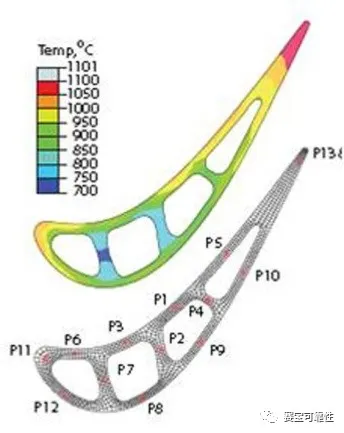
(1)工作温度高且分布不均匀。随着涡轮发动机的发展,其推重比不断增加,航空发动机的推重比每提高10%,涡轮进气口温度需提高100 °C左右。为了不断提高发动机的推重比,涡轮前进气口温度也不断增加,目前已知的第四代军用发动机涡轮前温度已达到1850-2000 K[9]。不仅如此,叶片不同部位的温度分布还极不均匀,图1-2为某涡轮叶片服役过程中温度分布模拟结果图[6, 10]。叶片纵向方向上榫头和叶根的温度最低,中间段至叶尖处于高温区(图1-2(a))。叶片横截面方向上进气边和排气边均属高温区,但排气边温度更高(图1-2(b))。
(a) (b)
图1-2 某涡轮叶片服役过程中温度分布模拟结果[10, 36]
(a) 叶身纵向温度分布;(b) 横截面温度分布
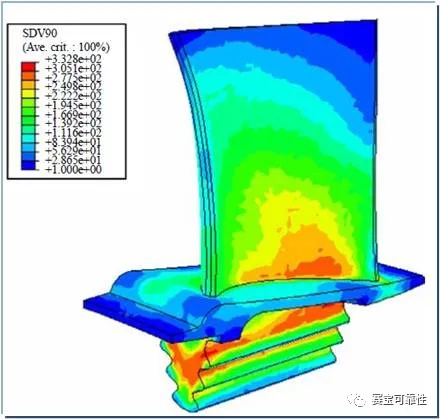
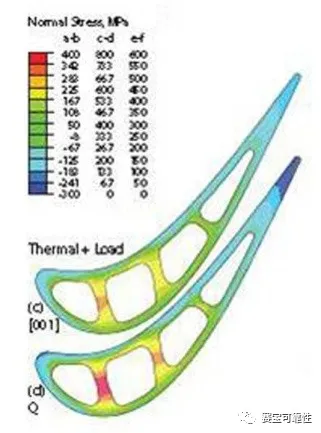
(2)转速高,应力大。涡轮转子叶片工作时的转速通常在12000 r/ min左右。高速旋转的情况下,涡轮叶片由于自身质量的作用,会产生很大的离心力。服役过程中叶身部分可能承受大约140 MPa的离心拉应力,而叶根部分承受的平均离心拉应力达到280~560 MPa[5]:同时,服役叶片应力分布不均匀。图1-3为某涡轮叶片服役过程中应力分布模拟结果图[6, 10]。叶片在服役过程中无论沿着叶尖到叶根的纵向方向还是叶片的横截面方向,应力分布均存在较大梯度(图1-3(a))。在叶片横截面方向上,叶片的进气边、排气边及叶背处所受综合应力最大(图1-3(b))。
(3)工作环境腐蚀性强。涡轮叶片要经受高温燃气引起的氧化以及热腐蚀[4, 1, 12]。航空发动机即使使用高品质航空煤油,燃油中依然含有微量硫。当飞机在沿海或海洋上空飞行,发动机吸入含NaCl的空气,会形成Na2SO4并沉积在涡轮叶片表面。熔化状态的盐膜导致涡轮叶片遭受热腐蚀,其腐蚀程度要比纯氧化严重得多,促使叶片过早失效。
除了环境因素外,涡轮叶片本身的复杂结构也增加了叶片失效的几率。目前涡轮叶片普遍空心结构,内部存在很多细小的管道。高压冷空气通过这些管道流经叶片,起到强制冷却的作用。为了提高冷却效率,涡轮叶片的内腔结构越来越复杂,壁厚变得越来越薄。相较于实心叶片,空心叶片复杂的结构及较薄的壁厚,使得服役叶片中温度和应力的分布更不均匀。空心结构也减少了有效承载面积,从而增加了叶片失效的风险。
(a) (b)
图1-3 某涡轮叶片服役过程中应力分布模拟结果[10, 36]
(a) 叶身纵向温度分布;(b) 横截面温度分布
1.2涡轮叶片对材料的要求
由于航空发动机涡轮叶片(包括涡轮工作叶片和导向叶片)服役环境极其恶劣,因而对所用材料的要求也极为苛刻。自20世纪四五十年代,国内外对航空发动机涡轮叶片用材料的研究都投入了大量的人力和物力[13, 14]。涡轮工作叶片的材料主要需要满足以下要求[15-17]:
(1)涡轮叶片材料应具有良好的力学性能,包括高温蠕变性能、机械疲劳性能、热疲劳性能和抗冲击性能,以及良好的高温塑性。
(2)涡轮叶片材料应具有良好的抗热腐蚀和抗氧化的性能,同时其表面适合涂覆各种防护涂层,如Al-Si涂层、MCrAlY涂层和热障涂层等。
(3)涡轮叶片应具有良好的工艺性能,如铸造性能、焊接性能、尽可能高的导热系数和尽可能低的热膨胀系数以及较小的密度等良好的物理性能。
(4)涡轮叶片材料应具有较高的初熔温度,能够承受短时超温。
(5)涡轮叶片材料应具有较好的组织稳定性,在长期使用过程中,能够保持组织相对稳定,避免析出TCP相等有害相。
1.3涡轮叶片用高温合金的发展
航空发动机的发展和高温合金的发展是齐头并进、密不可分的,前者是后者的主要动力,后者是前者的重要保证[18]。图1-4为航空发动机涡轮叶片材料及工艺发展历程图[2]。自上世纪40年代以来,涡轮叶片材料经历了变形(锻造)高温合金、普通铸造等轴晶高温合金、定向凝固高温合金和单晶高温合金四个阶段,合金的承温承载能力不断提升[2]。
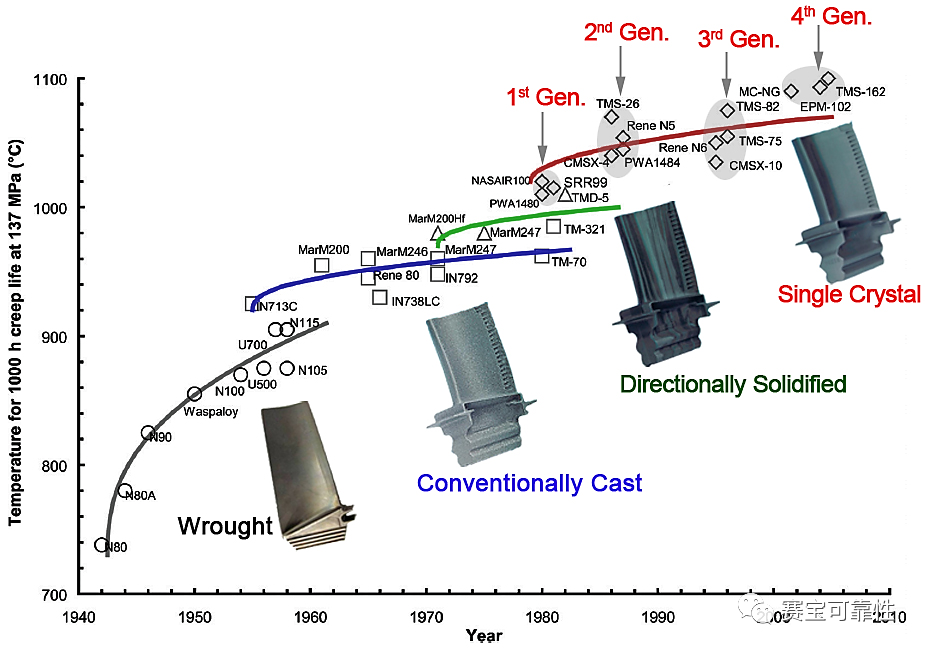
图1-4 航空发动机涡轮叶片材料及工艺发展历程[2]
(1)变形高温合金
为满足涡轮喷气式发动机热端部件的要求,上世纪三十年代末镍基高温合金开始发展。1939年英国Mond镍公司首先在20%Cr-80% Ni电热合金中添加了少量C和Ti研制出了镍基合金Nimonic75,随后又研究出一种含有Al和Ti合金元素的Nimonic80合金[19],并于1942年将Nimonic80合金成功地用作涡轮发动机叶片材料,是最早应用γ‘-Ni3(Al,Ti)相强化的涡轮叶片材料。该合金与Nimonic75合金相比,蠕变性能在应力和持续时间相同的条件下,蠕变温度至少可以提高50℃。后来,人们在合金中加入B、Zr合金元素,开发出了Nimonic80A合金。随后加入Co元素提高γ’相固溶温度得到Nimonic90合金[46]。在此基础上添加Mo,以及添加更多的Al和Ti元素来提高固溶体强度,从而发展成Nimonic95、Nimonic100、Nimonic115等合金,形成了Nimonic系列合金[20]。美国和前苏联高温合金发展与英国相似。美国Halliwell于40年代中期开发出K42B合金用于制造活塞式航空发动机的增压涡轮。随后,美国的PW公司、CE公司和特殊金属公司于50年代分别开发出了Waspalloy、M252和Udimet500等合金,并在这些合金的基础上形成Inconel、Mar-M和Udimet等一系列牌号的合金。这些合金都是通过锻造、轧制等加工成涡轮喷气式发动机所需的涡轮叶片等部件[21, 22]。因此,这一阶段的合金称为变形高温合金。然而,随着航空工业的发展,叶片需要满足具有更高的工作温度和强度,以及叶片结构复杂程度的增加,致使通过锻造成型的变形高温合金已无法满足要求,铸造高温合金孕育而生。
(2)等轴晶铸造高温合金
20世纪50年代,真空熔炼和熔模精密铸造技术的先后出现,使合金的性能和铸件的质量大幅度提高,从而使高温合金进入了“铸造时代”。铸造高温合金得到迅速发展,并逐渐成为高温合金的主流,许多高性能镍基铸造合金如:IN100、B1900、ЖC6К、MAR-M200、IN713、MAR-M002和René125等相继出现[50]。铸造镍基高温合金发展可以分为三个阶段,在镍基高温合金发展的初期,通过适当调整和添加合金成分完全能够满足涡轮叶片材料的设计要求,而铸造过程对改善叶片性能贡献不大,因此,第一阶段被认为是合金成分占主导地位的发展阶段。随着镍基高温合金发展,仅仅靠合金成分的发展不能适应叶片材料性能的进一步要求,于是合金的铸造过程控制也成为材料技术的一个关键,所以第二阶段被认为是合金成分和铸造过程共同决定叶片材料性能阶段。随着镍基高温合金继续发展,高温合金的使用温度已经接近极限,通过调整合金成分的发展来调高合金的使用性能的空间已变得已非常小,因此,必须通过采用新工艺,以提高合金的使用性能,所以第三阶段即铸造技术占主导地位的发展阶段,如定向凝固和单晶技术。
(3)定向凝固和单晶高温合金
普通铸造高温合金在提高强度的同时,由于其自身是由多个晶粒组成的特点,存在多个晶界,而晶界处杂质较多、原子扩散较快、原子排列不规则,成为合金高温服役过程中的薄弱环节[23]。在较高服役温度下,裂纹往往首先在垂直于应力方向上的横向晶界上萌生并扩展。在针对Mar-M200等轴晶合金的研究过程中发现,该合金中温性能尤其是中温塑性很低,出现所谓“塑性低谷”问题。为了克服横向晶界的有害作用,进一步提高叶片的高温力学性能,通过开发定向凝固技术避免了横向晶界的产生。在定向凝固技术的基础上,人们相继开发出了消除横向晶界的定向凝固高温合金和消除所有晶界的单晶高温合金。目前,定向凝固高温合金发展至今已有四代,且每代定向合金的承温能力均比上一代提高近30℃[24];而单晶高温合金已发展至第六代。一代又一代单晶高温合金的相继出现和应用,为航空发动机和燃气轮机的性能大幅度提升作出了重大贡献,成为最具潜力的先进燃气涡轮用材料。
参考文献
[1] 陶春虎, 钟培道, 王仁智。 航空发动机转动部件的失效与预防[M]. 北京: 国防工业出版社, 2000.
[2] Reed R C. The superalloys: fundamentals and applications[M].New York: Cambridge university press, 2008.
[3] Carter T J. Common failures in gas turbine blades[J].Engineering Failure Analysis, 2005, 12: 237-247.
[4] Ali L, Ghauri K M, Hasan F. Cracking failure in gas-turbineblades[J]. Pakistani Journal of Engineering & Applied Sciences, 2011, 9:98-102.
[5] Kargarnejad S, Djavanroodi F. Failure assessment of Nimonic80A gas turbine blade[J]. Engineering Failure Analysis, 2012, 26: 211-219.
[6] Wen Z, Hou N, Wang B, et al. Crystallographic life model forsingle crystal turbine blade and validation by the miniature specimens cut fromthe turbine blades[J]. Multidiscipline Modeling in Materials and Structures,2010, 6(4): 508-520.
[7] https://web.stanford.edu/group/fpc/Durbin/wu/pictures/engine.html.
[8] 冯强, 童锦艳, 郑运荣, 等。 燃气涡轮叶片的服役损伤与修复[J]. 中国材料进展, 2012, 31(12): 21-34.
[9] 刘大响, 程荣辉。 世界航空动力技术的现状及发展动向[J]. 北京航空航天大学学报, 2002, 28(5): 490-496.
[10] Reed R C, Green K A, Caron P, et al. Numerical modelling ofcreep deformation in a CMSX-4 single crystal superalloy turbine blade[J].Superalloys 2008: Proceedings of the 11th Intenational Symposium ofSuperalloys. 2008: 911-919.
[11] Chen Y, Feng Q, Zheng Y, et al. Formation of hole-edge cracksin a combustor liner of an aero engine[J]. Engineering Failure Analysis, 2015,55: 148-156.
[12] Xie Y J, Wang M C, Zhang G, et al. Analysis of superalloyturbine blade tip cracking during service[J]. Engineering Failure Analysis,2006, 13(8): 1429-1436.
[13] Matysiak H, Zagorska M, Andersson J, et al. Microstructure ofhaynes? 282? superalloy after vacuum induction melting and investment castingof thin-walled components[J]. Materials, 2013, 6(11): 5016-5037.
[14] 何玉怀, 苏彬。 中国航空发动机涡轮叶片用材料力学性能状况分析[J]. 航空发动机, 2005, 31(2): 51-54.
[15] 郭建亭。 高温合金材料学 (上册)[M]. 北京: 科学出版社, 2008.
[16] Amano. R S, Malloy R J. Study of the flow over wind turbineblade[J]. Proceedings of ASME Turbo Expo 2011, 2011: 1-10.
[17] 刘庆瑔。 航空发动机叶片制造技术及失效分析[M]. 北京: 航空工业出版社, 2011.
[18] 陈荣章, 王罗宝, 李建华。 铸造高温合金发展的回顾与展望[J]. 航空材料学报, 2000, 20(3): 55-61.
[19] Goswami T. Conjoint bending torsion fatigue-fractography[J].Materials & Design, 2002, 23(4): 385-390.
[20]Bruni C, Forcellese A,Gabrielli F. Hot workability and models for flow stress of Nimonic 115 Ni-basesuperalloy[J]. Journal of Materials Processing Technology, 2002, 125(1):242-247.
[21] 郭建亭。 变形高温合金和等轴晶铸造高温合金材料与应用基础理论研究[J]. 金属学报, 2010,(11): 1303-1321.
[22] 冶军。 美国镍基高温合金[M]. 北京: 科学出版社, 1978.
[23] 陈国良。 高温合金学[M]. 北京: 冶金工业出版社, 1988.
[24] 黄颂惠。 定向凝固高温合金的发展[J].材料导报, 1988,(8): 11-13.
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741