
宇航用激光器腐蚀了怎么办?这样解决!
2020-08-06 16:09:55
来源:金属加工
分享至:


编者按
宇航用某型号激光器在电装前的存储阶段发生严重腐蚀,壳体镀金层表面及其与陶瓷绝缘子的焊接位置表面大片区域发生变色,并呈放射状向周围扩散。该型号激光器壳体材料为FeCo、Ni、Au,焊接区为AgCu焊料,陶瓷绝缘子为Al2O3;而同批次同型号相同工艺材料的壳体及焊接区表面完好。该器件的存储环境温度为22℃,湿度为50%。为查明腐蚀原因,避免类似事故再次发生,本文通过腐蚀形貌观察、腐蚀产物能谱分析、制样镜检、金相及SEM等理化检验方法对失效原因进行了分析。
一、理化检验与结果
1、宏观检查
对失效件进行宏观检查,发现图1标识区域为变色最严重区域,其表面腐蚀变色形貌如图1b所示。从图中可见:LD激光器镀金层表面大片区域发生腐蚀变色,并呈放射状向四周扩散。另外,部分引脚焊盘的周边也存在腐蚀变色现象。
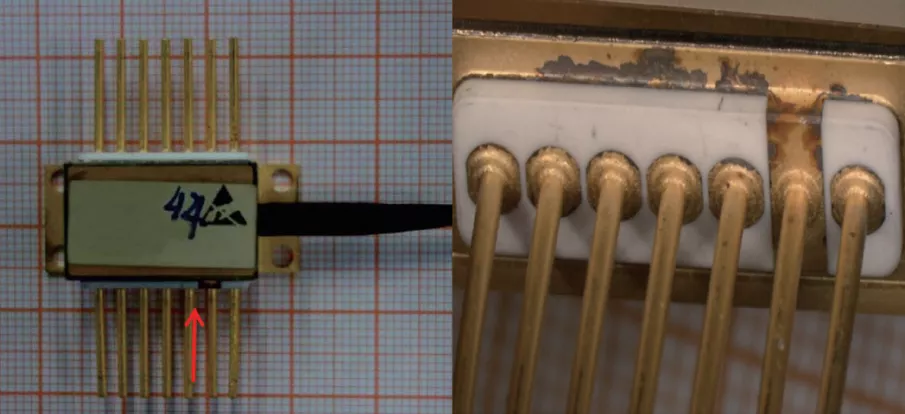
a)整体形貌 b)局部腐蚀变色形貌
图1 LD激光器的宏观形貌
2、微观分析
采用扫描电子显微镜对激光器表面形貌进行检查,结果如图2所示,变色区Ⅰ表面的腐蚀形貌,镀金层表面附着有大量疏松腐蚀产物;未变色区Ⅱ表面的局部放大形貌,镀层表面洁净、结构未见异常。
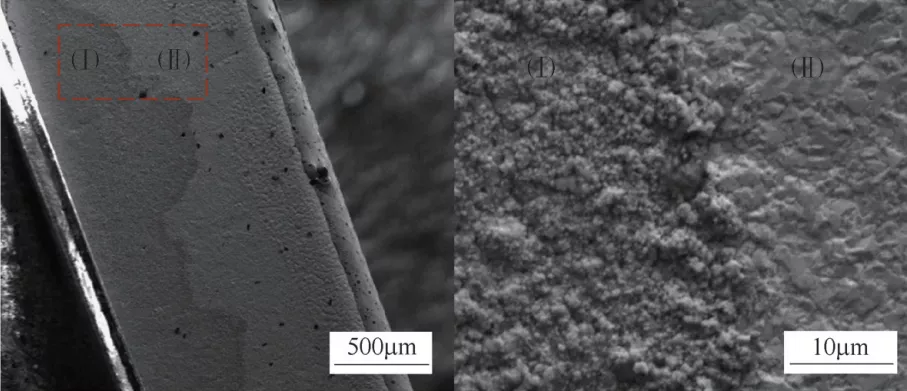
a)变色与未变色形貌 b)Ⅰ与Ⅱ处放大
图2 LD激光器壳体表面腐蚀变色的SEM形貌
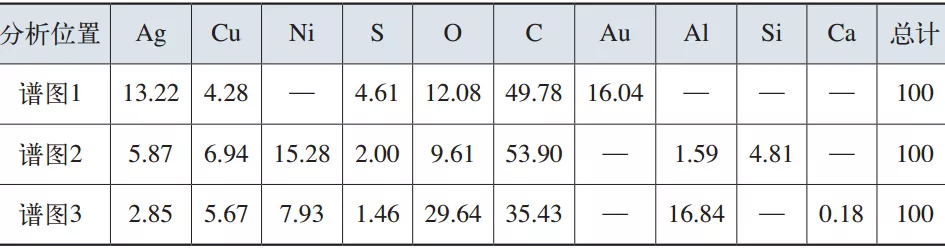
表1 激光器表面不同区域EDS分析结果(质量分数) (%)

在图2所示位置对激光器表面的腐蚀产物及未变色区域进行能谱(EDS)的对比分析,结果如表1所示。能谱分析结果表明:腐蚀产物主要含C、O、S、Ag、Cu、Au等元素,而未变色区域主要成分为Au,且不含S、Ag、Cu,据此推测镀金层表面变色区域附着的腐蚀产物的物相可能为Ag、Cu的硫化物。
3、金相检测
将上述激光器灌封后沿引脚轴向进行磨抛,对激光器表面变色区的镀层完整性进行金相检查。图3a为壳体与陶瓷绝缘体焊接位置附近低倍金相形貌,其镀层变色区域与焊接区域的高倍金相形貌如图3b、3c所示。由图3b可知,壳体表面变色位置的镀金层与镀镍层完整致密,未见镀层破损脱落或腐蚀通道;但在壳体变色位置与陶瓷绝缘子的焊接界面处发现开裂现象,开裂位置及金相形貌如图3c所示。另外,从图3d中开裂位置高倍金相形貌可以看出,在焊接位置顶端,陶瓷绝缘子与焊料表面镀层结合处较为疏松。
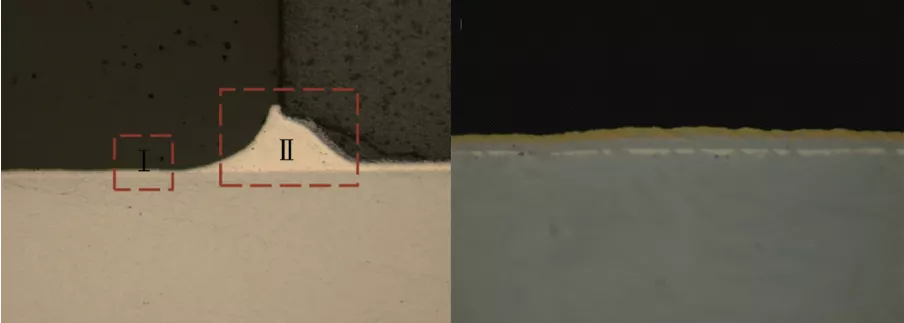
a)低倍金相形貌 b)Ⅰ处高倍金相形貌
c)Ⅱ处高倍金相形貌 d)Ⅲ处高倍金相形貌
图3 焊接区剖面金相形貌
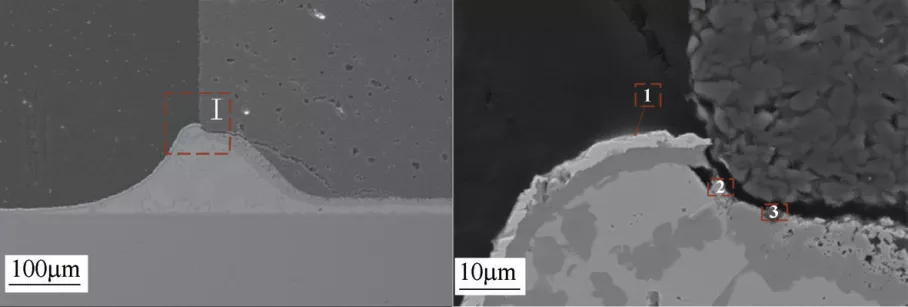
4、扫描电镜物相分析
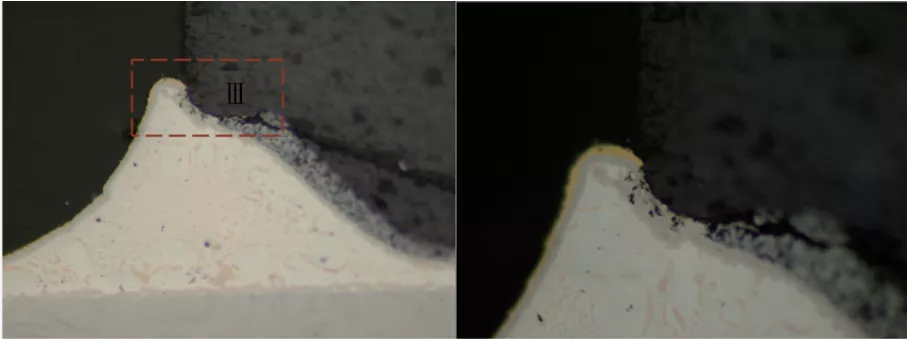
使用扫描电子显微镜与能谱分析仪,对壳体镀层表面的腐蚀产物与陶瓷绝缘子-焊料焊接界面的形貌与成分进行检测。陶瓷绝缘子与壳体焊接位置的形貌如图4所示,裂纹从陶瓷绝缘子内部穿过陶瓷绝缘子表面的mo-mo层扩展到焊料。
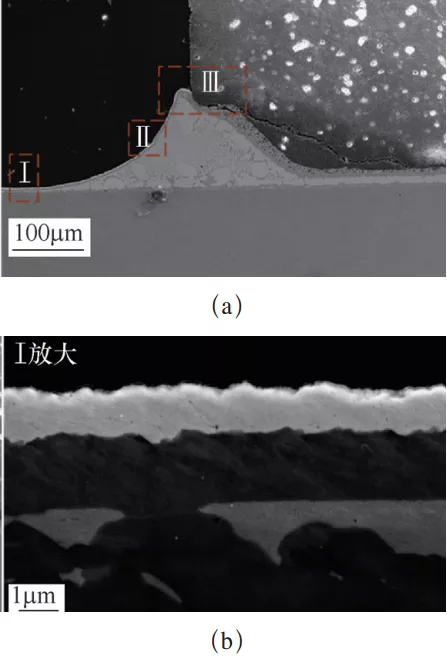
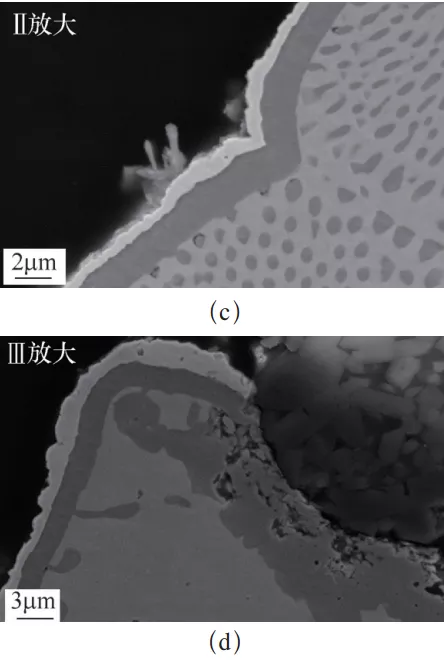
图4 焊接区剖面SEM形貌
从图4中Ⅰ放大和Ⅱ放大可以看出,变色区壳体镀层表面及焊接区镀层表面镀镍层与镀金层完整致密,在镀金层表面均存在腐蚀产物,对图中标识区域进行EDX能谱测试,EDX测试结果显示,图中标识位置均存在主要元素为Ag、S、Cu的产物,从而确认变色区域表面为Ag、Cu的硫化物。
如图5所示,对图4中Ⅲ区域进行面扫描分析,从面扫描结果可以看出:AgCu焊料中的富Cu相在焊接界面与Ni发生互溶,并生成金属间化合物,焊接界面附近焊料内以富银相为主。另外,在焊接界面及焊料镀层部分位置均有S元素分布。

图5 焊接区剖面SEM形貌Ⅲ处局部面扫描分布
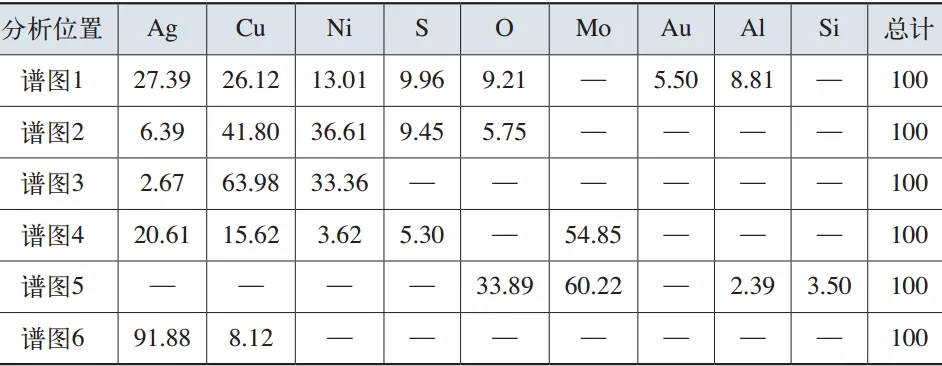
为进一步确认焊接界面的腐蚀程度,在图6所示位置对焊接顶端及裂纹周边位置进行能谱(EDS)分析,结果如表2所示。能谱分析结果表明:在陶瓷绝缘子与焊料界面顶端,结合较为疏松位置,S含量较高。沿裂纹向陶瓷绝缘子内部延伸方向,S含量降低。在谱图5位置处,已经不含S。另外,在S元素分布区域,均有Ag、Cu分布。
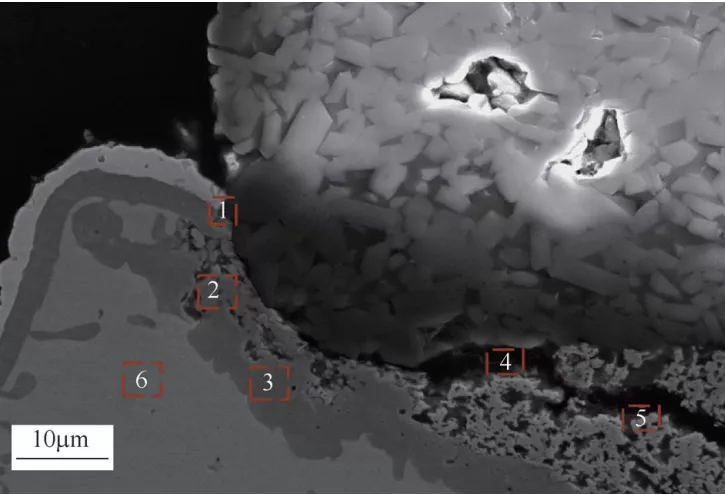
图6 焊接区局部SEM形貌
表2 焊接位置不同区域EDS分析结果(质量分数) (%)
二、失效原因分析
将上述激光器沿引脚轴向继续磨抛,对激光器表面其他变色位置进行剖面检查,图7a为陶瓷绝缘子与壳体焊接位置形貌,裂纹从陶瓷绝缘子内部穿过陶瓷绝缘子表面的mo-mo层扩展到焊料,与图4所示剖面焊接位置处裂纹路径一致。
a)焊接区整体形貌 b)局部放大形貌
图7 陶瓷绝缘子与壳体焊接位置的SEM形貌
对图7b中标示区域进行能谱(EDX)分析,从能谱结果可以看出,焊料区镀层表面物质的主要成分为Ag、S、Cu、Au,说明变色区表面的腐蚀产物均为Ag、Cu的硫化物,如表3所示。另外,在焊接区与陶瓷绝缘子的焊接界面处,均有S、Ag、Cu元素分布,且S含量沿裂纹向陶瓷绝缘子内部延伸方向逐渐降低,与图6所示位置的元素分布情况类似。
表3 焊接位置不同区域EDS分析结果(质量分数) (%)
将同批次同型号相同工艺材料未发生腐蚀的激光器进行灌封并沿引脚进行轴向磨抛,对陶瓷绝缘子与壳体焊接位置的形貌进行SEM检查。从图8a可以看出,裂纹仅在陶瓷绝缘子内部,并没有穿过陶瓷绝缘子表面继续往外扩展。图8b为顶端焊料区与陶瓷绝缘子的焊接形貌,在焊接位置顶端,陶瓷绝缘子与焊料表面镀层结合良好,且焊料区镀层表面无Ag、Cu的硫化物。
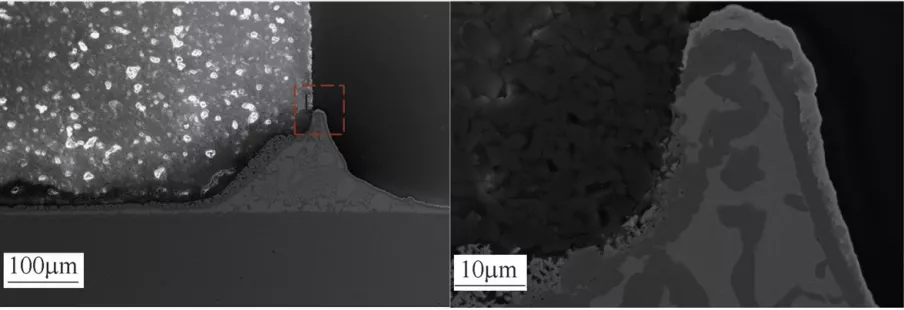
a)焊接区整体形貌 b)局部放大形貌
图8 陶瓷绝缘子与壳体焊接位置的SEM形貌
基于上述电镜观察及物相分析的结果,再结合两处变色剖面及同批次同型号未变色剖面的差异。通过对比,发现激光器表面变色主要是由于陶瓷绝缘子与焊接区之间存在贯穿裂纹,为腐蚀介质进入界面及AgCu焊料的迁移提供了通道。另外,在焊接位置顶端,陶瓷绝缘子与焊料表面镀层结合处较为疏松,更加有利于腐蚀介质的进入及AgCu焊料的迁出。
焊接区的AgCu焊料沿裂纹迁移至壳体表面后发生了爬行腐蚀,即在含硫物质的作用下生成大量Ag、Cu的硫化物,并在Ag、Cu的暴露面上及其周围扩散、堆集,从而导致激光器表面大片区域发生变色。且空气中的含硫物质可引起Ag、Cu的爬行腐蚀,而界面位置开裂就会加快气体介质的进入,使Ag、Cu的爬行腐蚀速度加快。
失效激光器的陶瓷/可伐封接工艺为:陶瓷绝缘子表面烧结Mo层后镀Ni,后与AgCu焊料进行焊接。但Ni的富集会导致钼的海绵强度下降,造成AgCu焊料焊接陶瓷时强度较低,且钼层本身强度较低,因而容易出现开裂现象。
三、结论与建议
综合两处变色剖面与未变色剖面的差异以及分析结果表明:陶瓷与焊接界面位置开裂,导致AgCu焊料发生爬行腐蚀,致使激光器表面大片区域发生变色。
而未发生失效现象的同批次同型号激光器在陶瓷绝缘子内部也发现开裂现象,但裂纹没有扩展至焊接界面,后续仍存在裂纹扩展至界面的风险。宇航用元器件发射过程中存在外力冲击,太空服役环境下存在温度循环,都可能使裂纹进一步扩展并导致封装结构失效。鉴于上述现象和应用背景,提出以下建议:
(1)对于类似结构的陶瓷/可伐封接器件,用Ag焊料或Cu焊料焊接,可保证焊接强度较高,降低开裂风险。
(2)建议陶瓷绝缘子表面烧结金属Wu,代替本身强度较低的金属钼。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741