
镀锌层三价铬钝化膜耐蚀性的影响因素
2016-07-20 12:56:47
作者:张斌,章岳 来源:汽车防腐蚀老化
分享至:


传统的镀锌钝化采用六价铬钝化工艺,该钝化膜具有外表装饰性强、耐蚀性能好和可以自我修复的优点,因而得到广泛应用。但六价铬是一种剧毒物质,具有致癌、致畸和诱发基因突变的危害,严重污染环境和危害人体健康,其应用已经受到了严格限制。三价铬的毒性约为六价铬的1%,顺应清洁生产的发展潮流,采用三价铬钝化工艺已经成为主流趋势。对汽车主机厂而言,最为关注的是三价铬钝化膜的耐蚀性能,即三价铬钝化膜在中性盐雾试验中出现白锈的时间和出现红锈的时间。前者主要取决于钝化膜的质量和封闭效果,后者主要取决于镀锌层的厚度和镀锌工艺类型。
1、三价铬钝化膜的成膜机理
三价铬钝化液的主要成分有三价铬、氣化剂、成膜促进剂、络合剂和添加剂等。
三价铬钝化膜主要成膜反应如下。
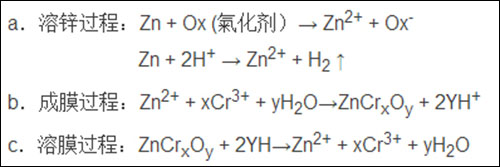
2、三价铬钝化膜的主要特点
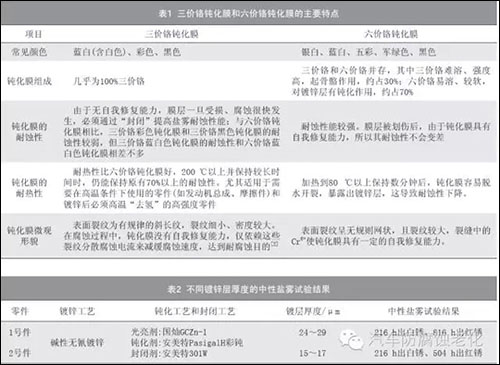
三价铬钝化膜和六价铬钝化膜的主要特点见表1。
3、影响三价铬钝化膜耐蚀性的因素
3.1表面防护等级设计方面的影响因素
3.1.1镀锌层的平均厚度及最小厚度
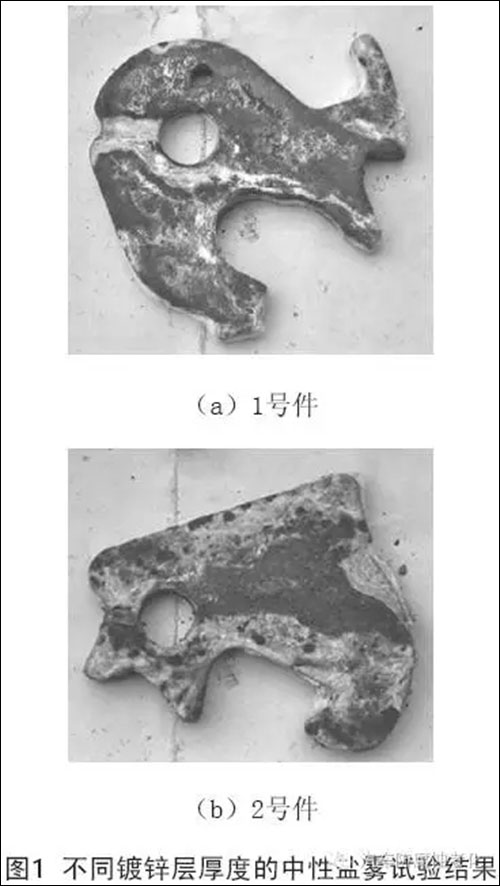
镀锌层钝化膜在中性盐雾试验时的出红锈时间与镀锌层厚度直接相关。要获得良好的耐蚀性,一般要求镀锌层最小厚度<6μm:另外,锌层太薄会导致钝化过程中镀层被溶穿。不同镀层厚度的中性盐雾试验结果见表2。
3.1.2镀锌工艺和光亮剂
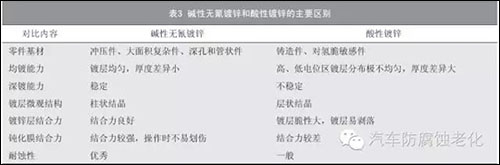
目前,碱性无氰镀锌和酸性镀锌是两大主要镀锌工艺,在汽车制造业中以碱性无氰镀锌为主流。通常碱性无氰镀锌的耐蚀性明显优于酸性镀锌。这是因为不同的镀锌工艺会选用不同的光亮剂,这会影响到镀锌层的形成过程和内在特性,从而影响钝化膜的成膜质量、结合力和耐蚀性;另外,同一种工艺采用不同光亮剂时,由于镀锌层的结晶状态、致密程度较好的有机夹杂物的比例不同,三价铬钝化膜的耐蚀性也会差别很大。碱性无氰镀锌和酸性镀锌的主要区别见表3。
3.1.3镀锌方式
在电镀工艺、钝化工艺和镀锌层厚度都相同时,挂镀锌件的耐蚀性明显优于滚镀锌件的耐蚀性。这是因为,滚镀件只能在较低的电流密度下进行电镀(否则边角镀层容易烧焦),因此低电流区域的镀层很薄;另外,滚镀锌件在钝化时容易发生碰撞和划伤等,也是导致滚镀锌件耐蚀性差的主要原因之一。
3.1.4钝化膜的外观
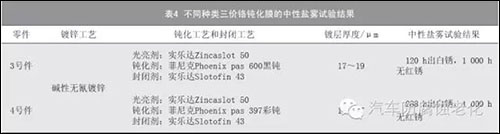
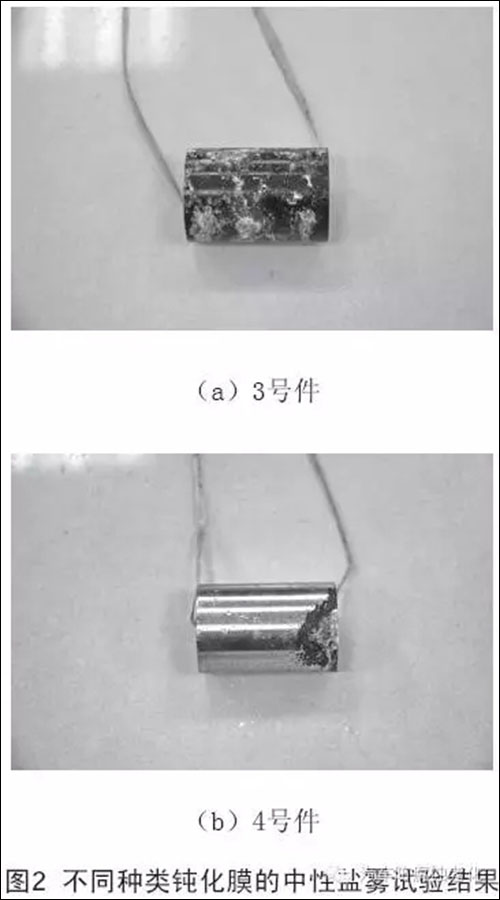
对三价铬镀锌钝化膜的耐受性而言,彩色钝化膜优于黑色钝化膜,黑色钝化膜优于蓝白钝化膜。其中彩色钝化和蓝白钝化的工艺已较为成熟,黑色钝化还不太稳定,尚不能完全满足实际生产的应用要求。菲尼克Phoenix pas 600三价铬黑钝和菲尼克Phoenix pas 397三价铬彩钝的中性盐雾试验结果见表4。
3.2生产现场管理方面的影响因素
3.2.1定期分析钝化液的成分
在钝化过程中镀锌层被溶解、被氧化,钝化液中的Zn2+浓度会不断上升,当钝化液中Zn2+浓度过多时会影响到钝化工艺的正常进行,会造成影响钝化时间的控制,进而最终影响到耐蚀性能。因此,必须定期检测Zn2+质量浓度和有害杂质离子(如Fe2+、Cu2+)的质量浓度,避免因钝化液失调导致钝化膜外观色泽不良、发雾和耐蚀性大幅下降问题,同时可以延长钝化液的使用寿命。
3.2.2烘干温度
钝化后新生成的三价铬钝化膜层质软、含水率高、膜层的强度很差,必须在较高温度下烘干适当时间(即“老化处理”)。一般地,烘干温度为6080℃。如果烘干温度过高或烘干时间过长,都会使钝化膜脱水过度而龟裂,降低钝化膜的耐中性盐雾腐蚀性能;但烘干温度也不宜太低,一旦老化不足耐蚀性也会下降。
3.2.3操作工艺规范
a.需用纯净水配制三价铬钝化液,因为水质直接影响钝化膜性能。
b.滾镀件钝化时,浸溃篮最好使用聚丙烯篮,不能用不锈钢篮。由于钝化膜很娇嫩,滚镀件应旋转干燥;挂镀件应先用气枪冷风吹干后再烘干,以免有流挂痕迹。
c.三价铬钝化操作应由熟练操作技工进行,并避免六价铬钝化的生产习惯,如经钝化的滾镀锌件倒入离心甩干机后立即猛然加速,挂镀件干燥后未经独立包装就叠压和搬运等。
d.定期维护钝化槽设备,经常打捞落入钝化槽中的工件并清理内部泥渣,以延长钝化液的使用寿命。
3.2.4零件磕碰
三价铬钝化膜在烘干前、后均不允许出现碰伤和划伤,所以在运输过程中要注意包装质量。
3.3钝化工艺参数的影响
3.3.1钝化剂的体积分数
钝化剂的体积分数大多为10%20%。生产中要正确、适时地补充和调整钝化剂,以保证钝化膜的耐蚀性能。
3.3.2钝化时间
三价铬钝化膜成膜速度慢,需要较长的浸溃时间,室温下通常超过45s才能得到高防护性能的钝化膜。钝化时间一般为6090s。
3.3.3钝化液的pH值
钝化液pH值直接影响钝化膜的耐蚀性能。为此,要定期检测和调整pH值,保证pH值在最佳工艺范围内。pH值一般为2.02.4。
3.3.4钝化温度
钝化温度低,钝化膜成膜速度缓慢,钝化膜薄、耐蚀性差;钝化温度高,钝化液中表面活性剂和光亮剂的分解加剧,使得成膜困难,钝化膜结构疏松、钝化膜耐蚀性下降。一般钝化温度为2070℃,具体温度因钝化体系不同而不同。
3.4钝化后封闭工艺的影响因素
3.4.1封闭剂的种类
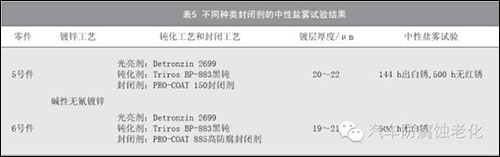
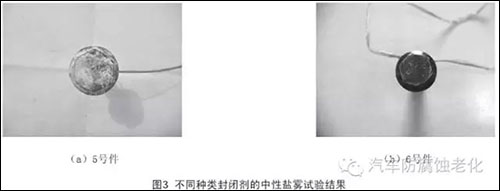
封闭的作用是提高钝化膜的耐蚀性能(抗白锈和抗红锈时间),提高钝化膜的耐温性能和耐磨性能,提高产品的外观质量。另外,还可以在封闭剂中添加润滑减摩剂,来调整汽车紧固件镀锌钝化后表面的摩擦系数。不同种类封闭剂的中性盐雾试验结果见表5。
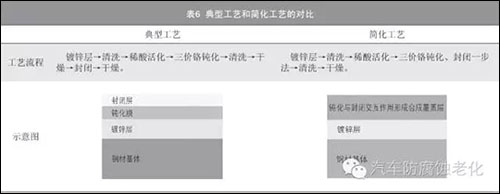
3.4.2不同的封闭工艺
三价铬钝化工艺有典型工艺和简化工艺两种工艺流程。简化工艺将钝化和封闭合并为一步完成,可以简化钝化工艺、提高生产效率;另外,简化工艺形成的钝化--封闭复合膜层可以同时满足外观效果、力学性能--摩擦系数、耐蚀性能三方面的要求。因此,与典型工艺相比,简化工艺具有明显的优势。
最新一代的封闭技术是在钝化液中直接加入封孔剂。封孔剂采用直径达纳米级的微粒,可以对钝化膜的裂纹和孔隙进行填充,使膜层更加致密,大大提高膜层的耐蚀性能,能够达到甚至超过传统六价铬钝化工艺的耐蚀性。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:刘洋
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475