
顶刊综述《PMS》:全面总结增材制造镍基高温合金工艺-缺陷-性能的关系!
2023-03-29 16:15:37
作者:材料学网 来源:材料学网
分享至:


与传统制造工艺相比,增材制造(AM)或3D打印因其提供的优势而受到学术界和航空航天,汽车和医疗保健等各个行业领域的极大关注。3 年美国 AM 市场规模约为 2021 亿美元,预计从 18 年到 9 年将以 2022.2030% 的复合年增长率增长 。AM的自信研究和开发以及对原型应用的需求不断增加,预计将推动市场增长。例如,它允许工程师重新思考整个设计过程,以生产具有高度设计自由度的高度复杂的零件。例如,使用有限元分析的结构拓扑优化可用于通过去除特定区域中的材料来减轻零件的重量,从而使组件比传统样品更有效地运行并具有更好的机械性能。利用逐层处理范式,这种优化程序允许制造具有高强度/刚度与重量比、更好的能量吸收和增强热性能的晶格(蜂窝)结构。在这方面,通过AM制造的每个零件都可以针对功能进行独特设计,例如具有复杂内部通道和冷却通道的“随形冷却液”组件。由于增材制造可以在单个加工步骤中打印这些零件,而不需要铸造、机加工和钻孔等多种制造工艺,因此在增材制造加工中可以以较低的成本实现大规模定制。
增材制造还通过将装配体的多个零件合并为单个组件的能力来促进零件集成。这种集成提供了许多优点,例如减轻整体重量、制造时间、加工步骤、成本和复杂性。此外,它还可以优化最终部件的机械性能和性能。例如,GE集成式燃油喷嘴将20个部件的组件组合成一个由钴铬材料组成的组件;重量减轻25%,耐用性是传统组件的5倍。此外,AM降低了购买飞行比率,即输入材料重量与最终零件重量的比率。通过传统制造工艺制造的航空航天发动机和结构部件的购买飞行比可分别高达1:20和1:1。AM可以生产这些组件,购买飞行比率低至1:6 。与传统工艺相比,增材制造工艺减少所需材料可将成本降低多达50%至7%。此外,零件可以按需4D打印,从而减少关键或更换组件的库存要求和交货时间。所有这些因素都大大简化了传统制造过程并减轻了对环境的影响。由于这些优点,增材制造技术作为一种新兴的制造工艺,彻底改变了传统的设计实践,并实现了工程界的创新。然而,增材制造加工存在重复性、尺寸公差、分层、粉末回收、缺陷、微观结构异质性、元素微偏析、各向异性力学性能和后处理困难等挑战,所有这些都在结构材料和各种应用中不断研究和标准化。
制造一直是高性能和高温镍基高温合金的主要挑战,因为需要昂贵的减材技术才能获得铸造高温合金的结构良好的机械性能。例如,具有复杂内部冷却通道的喷气发动机涡轮叶片可以使用传统的精密熔模铸造使用蜡模型或基于二氧化硅的复制方法进行生产。此外,还需要陶瓷模具将大量熔融金属真空浇注到所需零件中,在此期间沉淀γ沉淀(Ni3Al)由于漫长而缓慢的凝固过程而变得不可避免。为了减少浇注的元素微偏析,需要在熔点略低于∼1300°C的熔点下仔细进行数小时的热处理。对于部件的最终复杂形状(例如复杂的涡轮叶片几何形状),还需要额外的后处理,例如加工。镍基高温合金(如合金718(铬镍铁合金718或IN718))的加工非常困难,因为它们在传统的热机械锻造过程中具有高硬度和加工硬化倾向,这反过来又需要高切削力,导致更高的加工硬化效果。此外,例如,涡轮机零件制造的传统热机械加工包括熔模铸造、机加工工艺等多种后处理,这反过来可能导致严重的化学微偏析和最终加工过程中的大量浪费/报废。结果,只有大约10%的镍基高温合金最终成为成品。
近年来,在AM上发表了几篇金属合金和化合物综述论文。Debroy等人概述了增材制造工艺,并阐述了各种技术,工艺结构-性能相关性及其在各种材料上的优缺点。Sanaei 等人 讨论了影响增材制造零件疲劳性能的微观结构因素,重点关注产生的缺陷。最近,Mostafaei等人发表了一篇关于不同金属合金体系(如铝、镍、铁和钛基合金)在粉末床熔融增材制造过程中常见缺陷和异常的综合综述。虽然在文献背景中还有其他一些关于通过特定增材制造技术制备的特定镍基高温合金的综述摘要,本文试图对镍基高温合金的聚变基AM提供更全面和确凿的综述摘要,重点是加工细节, 微观结构、缺陷和机械性能,以及“工艺-结构-缺陷-性能”的关系。这部分是因为文献中关于其他增材制造技术(例如非基于光束的技术,例如粘合剂喷射)的数据有限,尽管它们的增长速度很快。此外,还将重点介绍聚变基AM镍基高温合金的模拟和预测,并与实验数据进行比较。最后,对未来的研究提出了挑战和展望。
亚利桑那大学材料科学与工程系单位Albert C. To、伊利诺伊理工大学Amir Mostafaei等人的研究团队对此进行了研究,相关研究成果以题为Additive Manufacturing of Nickel-based superalloys: a state-of-the-art review on process-structure-defect-property relationship发表在Progress in Materials Science上。
链接:https://www.sciencedirect.com/science/article/pii/S0079642523000403
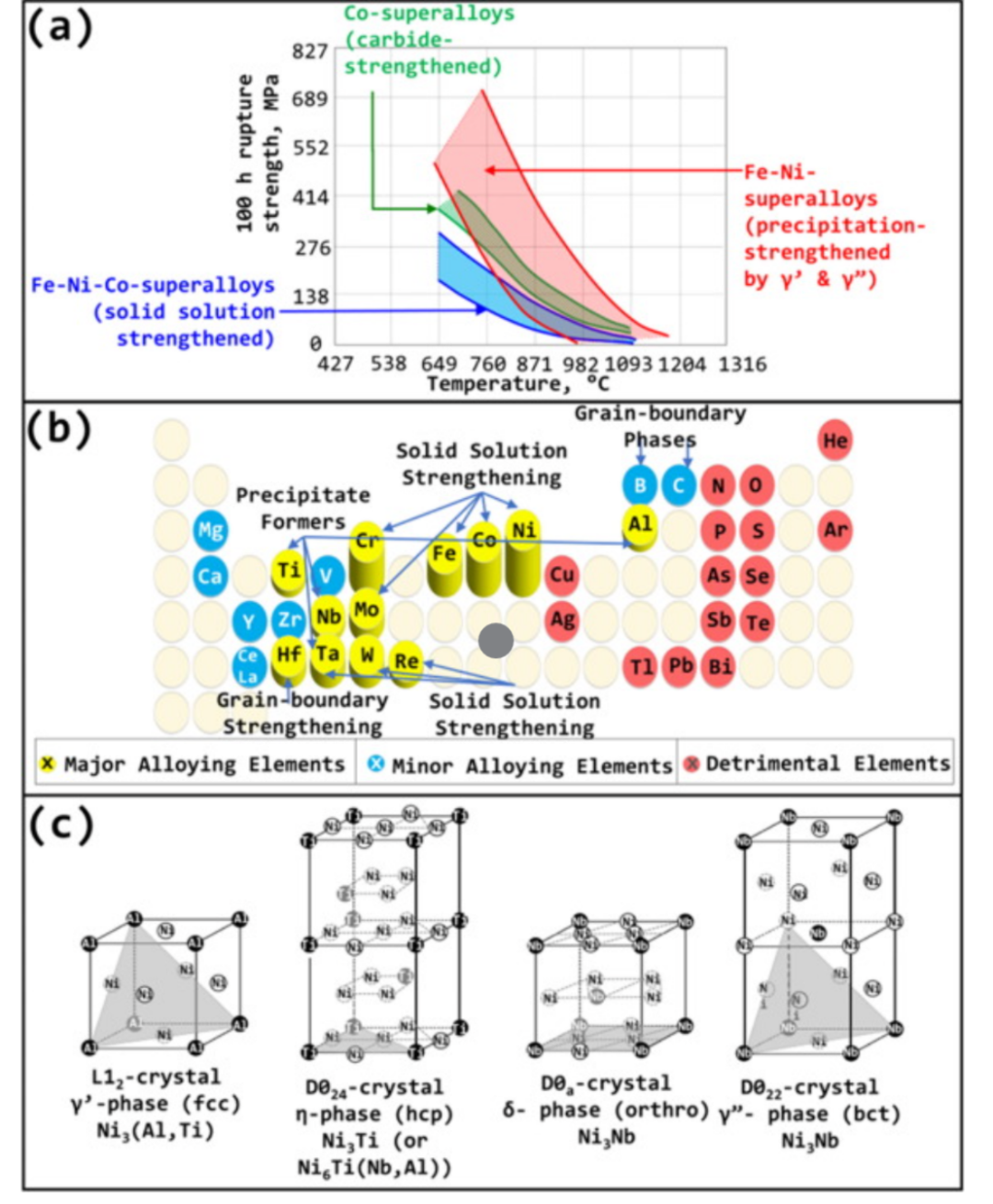
图1
图1.(a) 三种高温合金类别的典型应力断裂行为,即铁镍基、镍基和钴基)。(b) 高温合金中存在典型的合金元素。(c)具有有序晶体结构的几何封闭堆积(gcp)相的晶体结构,即高温合金微观结构中发现的γ',γ“,δ相和η相。请注意,开空心圆表示Ni原子,黑色实心圆圈表示化合物中的M原子(即Al,Ti和Nb);此外,阴影平面显示了晶体结构中最接近的堆积平面。
通常,根据原料类型和逐层沉积技术开发了不同的增材制造工艺。在基于金属熔融的增材制造工艺中,原料是粉末或金属丝的形式,结合系统基于激光或电子束等热源,其中金属融合然后快速凝固(速率为104-106K/s)。图2显示了最常见的基于融合的AM过程的示意图。在本节和后续段落中,将进一步解释这些基于融合的AM技术中的每一种。目前,基于熔融的增材制造技术在其他金属增材制造生产方法中提供了最佳的再现性和尺寸精度,因此在医学(钛、不锈钢和钴铬合金)、航空航天和国防(镍基高温合金)和能源(不锈钢和高温合金)等学术界和工业界得到了很好的研究。
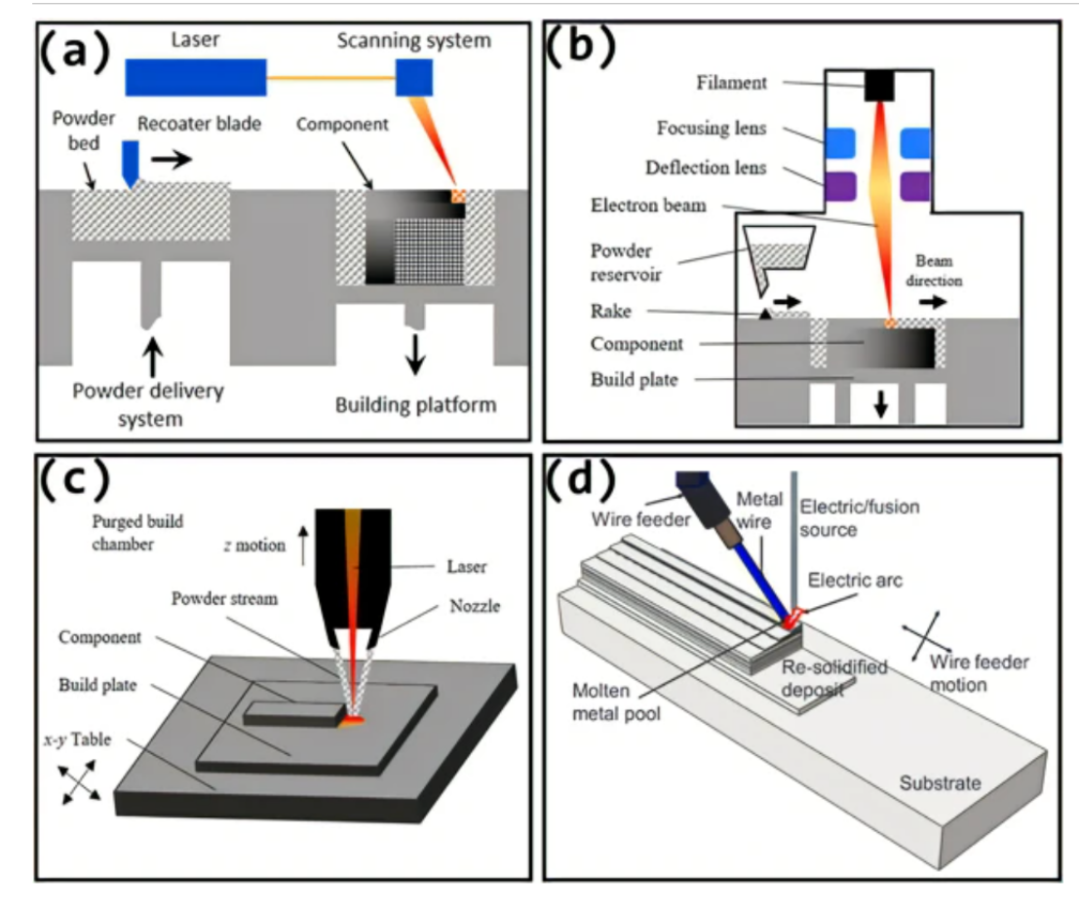
图2
图 2.基于熔融的通用增材制造工艺示意图:(a)激光粉末床熔融(L-PBF)。(b)电子束粉末床聚变(E-PBF)。(c) 激光束直接能量沉积 (DED) 和激光熔化、粉末流和保护气体应用的横截面图。(d) 线弧增材制造。
与焊接一样,基于熔化的AM加工零件经历非平衡凝固过程,具有复杂的熔体流动和极端的热历史,并且多次扫描会影响后续层或轨道之间的粘合并促进零件内的相变。因此,镍基高温合金通过熔融基增材制造工艺的加工性能可以使用镍基高温合金的可焊性来估计。通常,可焊接和不可焊接镍基高温合金之间的边界取决于合金中的Al和Ti含量,如图3所示。据信,由这些成分形成的γ′沉淀物是高温下开裂形成的原因。
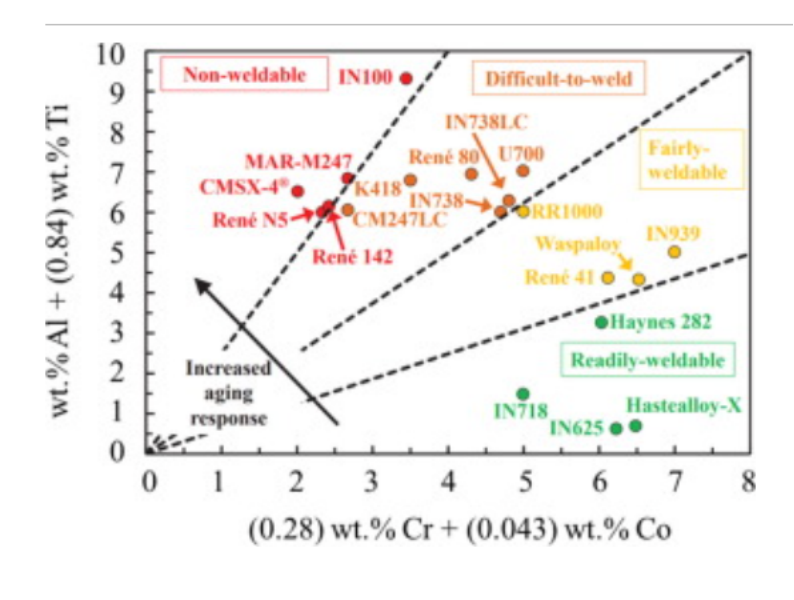
图3
图3.各种高温合金的相对可焊性由Al/Ti与Cr/Co的成分决定。
颗粒形状- 与流动性和堆积密度相关的另一个粉末特征是颗粒形状。表面光滑的球形粉末可以防止颗粒之间的摩擦,提高粉末原料的流动性和堆积密度。如图4所示,球形颗粒的良好组合以及没有小于10μm的卫星颗粒的粒度分布可以导致孔隙率低于0.5%。结果还验证了水雾化法制备的粉末由于其不规则的形貌而具有最大的孔隙率。人们认为气体雾化粉末似乎比水雾化粉末表现更好,但气体雾化粉末仍然存在局限性,例如卫星颗粒。虽然DED工艺不需要重新涂覆粉末,但粉末的流动性似乎会影响最终AM组分的体积密度。尽管没有明确解释,但据信PREP粉末中更好的循环性和流动性可以提高填充效率,从而减少孔隙率。
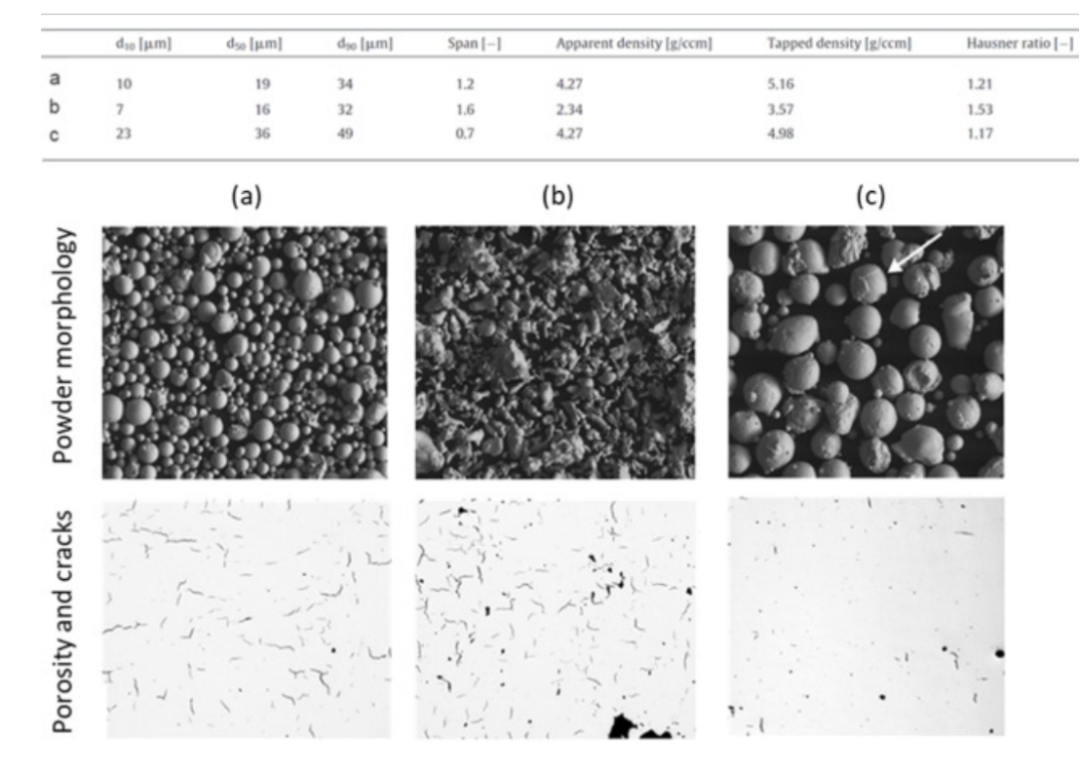
图4
图4.(上)粉末特性,例如尺寸分布,表观密度和振实密度以及Haunser比率,粉末的(中)扫描电子显微照片,以及L-PBF加工镍基合金横截面处的(底部)光学图像,指示孔隙率和开裂缺陷。
使用不同的扫描策略会深刻影响增材制造加工镍基高温合金在缺陷形成、微观结构和残余应变方面的性能。由于不同的扫描策略会导致热分布的变化,因此晶粒结构会同时变化,这取决于热梯度的方向和大小。随着图案旋转的岛状扫描导致更均匀的晶粒结构和更少的纹理,表明均匀的扫描策略可能会降低驱动晶粒外延生长的热梯度的方向性(见图5)。还观察到扫描策略的均匀性有助于中断DED加工的镍基高温合金的外延生长。同样,重复次数较少的扫描策略可减少残余应变,从而减少构建的偏转。累积效应改变了PBF过程中开裂的敏感性。研究证实,重复扫描和非均匀扫描策略会显著增加裂纹密度,特别是在不可焊接的高温合金中。这些研究清楚地揭示了为通过熔融增材制造技术加工的镍基高温合金寻求扫描策略和加工参数的优化组合的重要性。
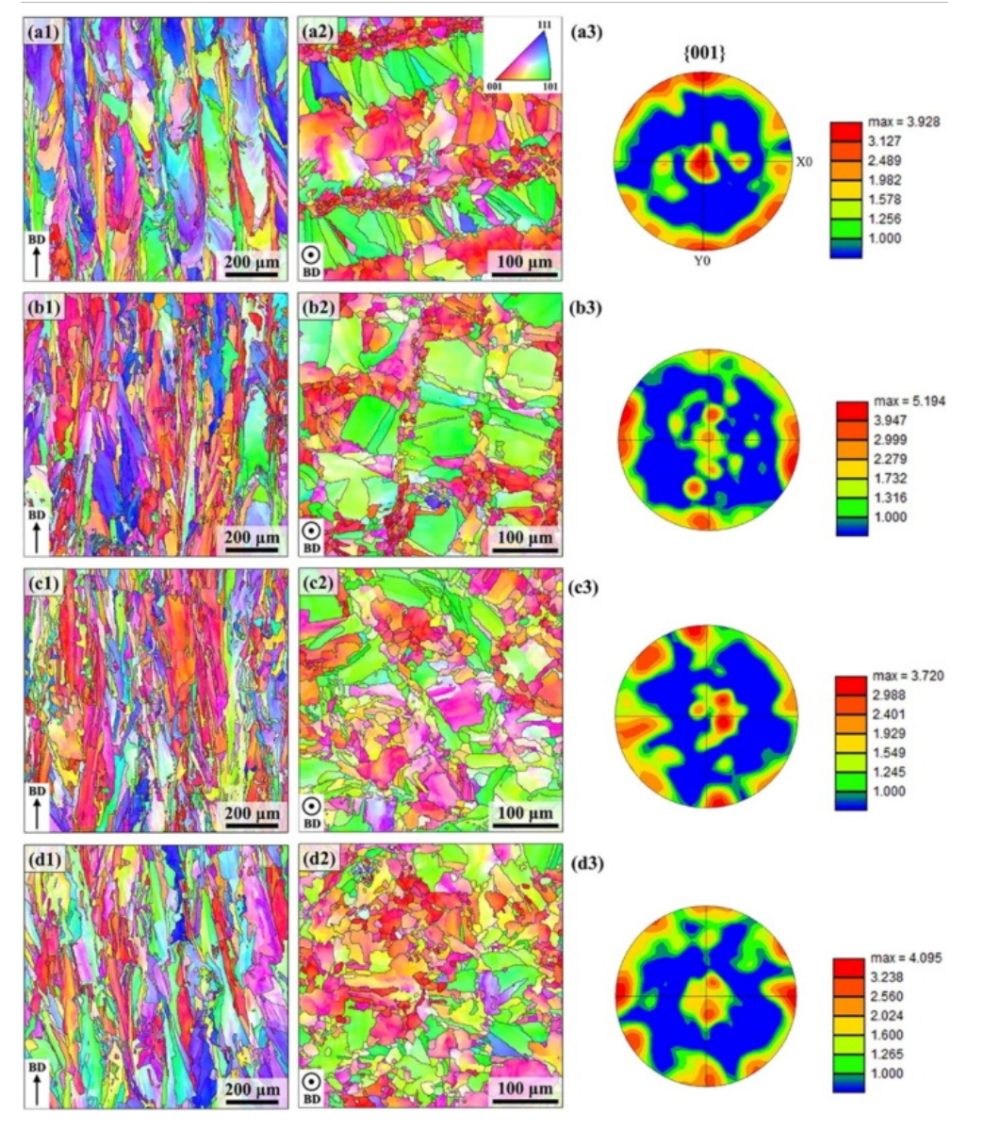
图5
图5.电子背散射衍射(EBSD)和反极图(IPF) Z图分别显示了不同扫描策略(a)不旋转扫描线扫描、(b)旋转扫描线扫描、(c)旋转扫描线扫描和(d)旋转扫描岛扫描)处理哈氏X的L-PBF的晶粒形貌。注意,第1行对应于相对于构建方向的颗粒结构;第2行对应横向上的晶粒结构;第3行给出了每个条件的极点图。
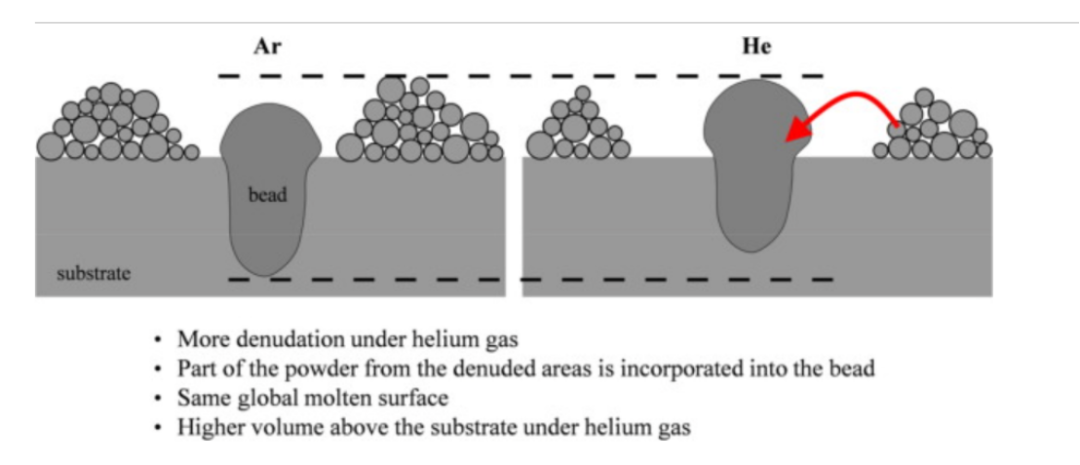
图6
图6.示意图分别显示了在Ar和He气氛下单珠形貌的剥蚀和球化现象的比较。
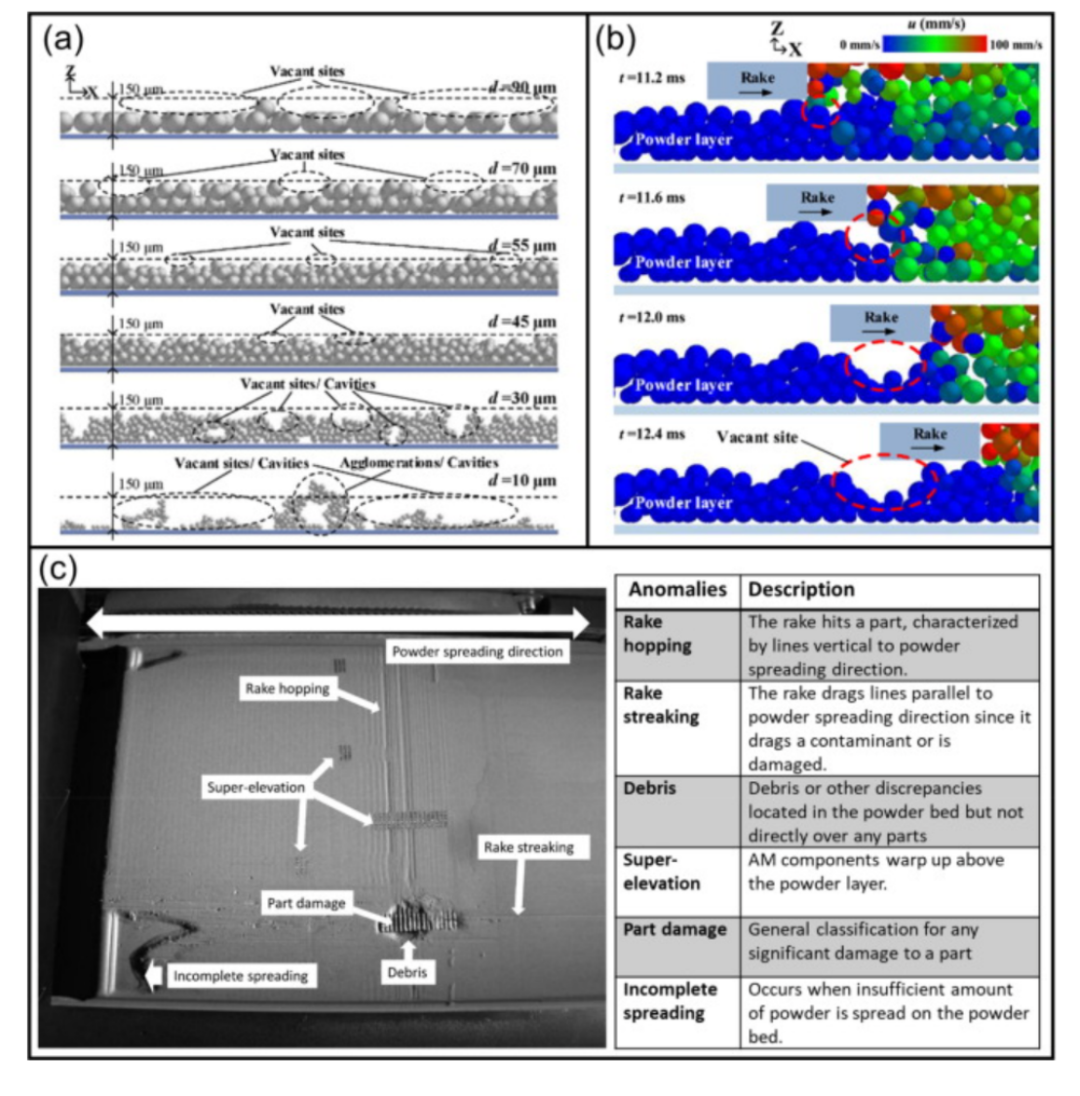
图7
图7.粉末床熔合AM过程中粉末扩散动态。(a)粒径与层厚在粉床质量和均匀撒粉方面的关系。(b)动态“壁效应”:耙料推进粉桩时,粉末之间的强接触力将部分颗粒从粉层中拖出。(c)粉层异常图。
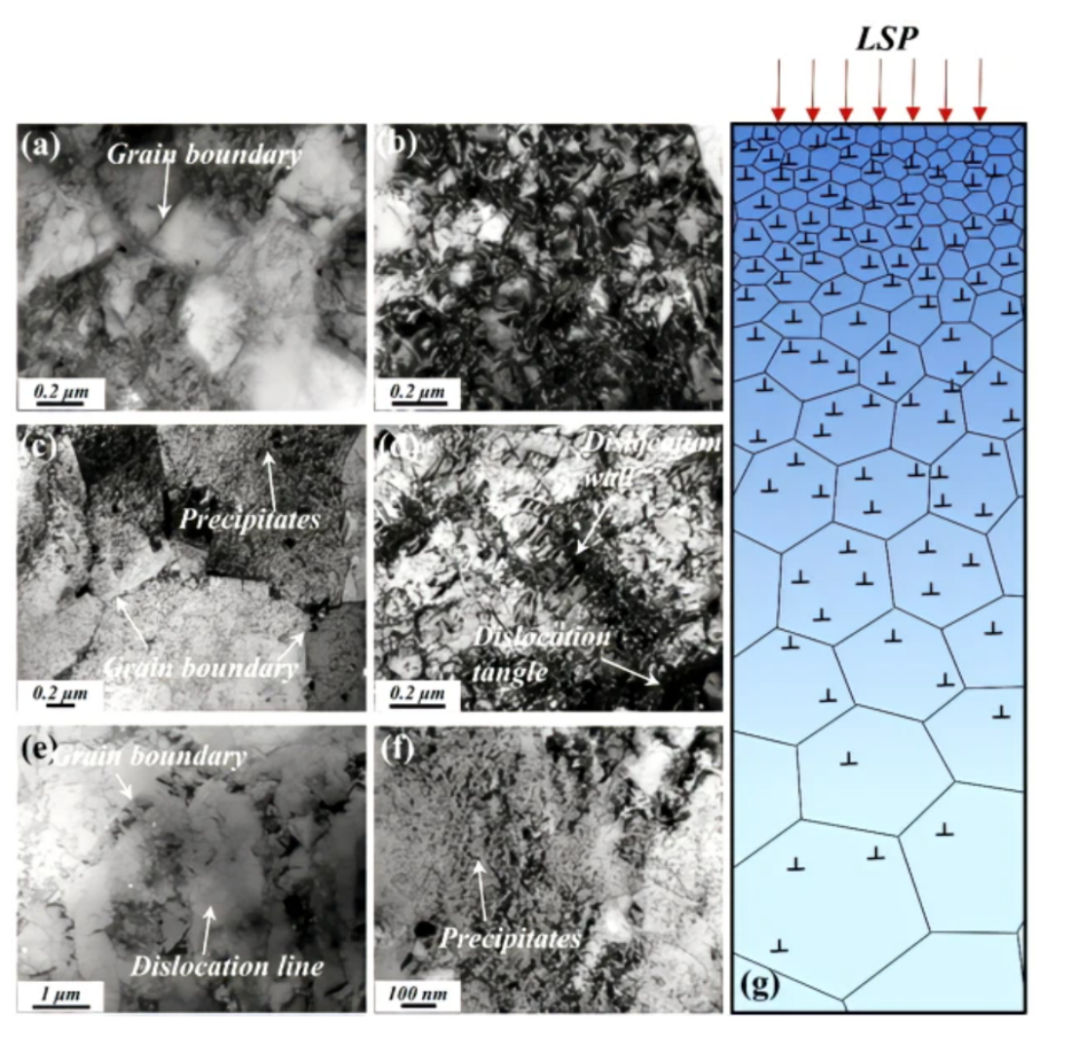
图8
图8.激光喷丸处理IN625的透射电镜(a,b)顶部表面,(c,d) 100 μm深度,(e,f) 1000 μm深度。(g)显示微观结构概述的示意图。
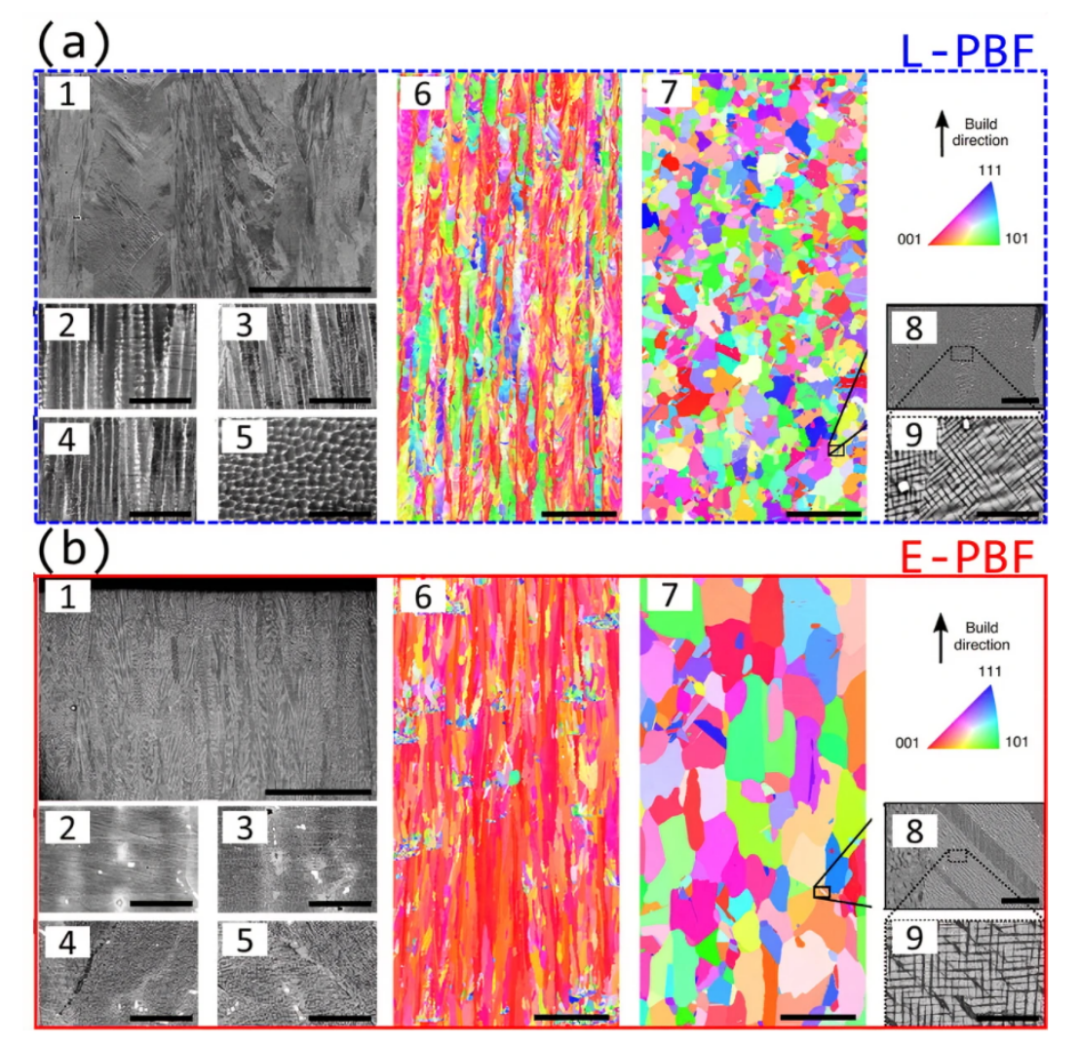
图9
图9.(a)中L-PBF和(b)中E-PBF处理的SB-CoNi-10高温合金:(1)显示建成后微观结构的拼接BSE图像。在最终构建层附近,1mm以下,2mm以下和4mm以下的特定微结构分别显示在(2),(3),(4)和(5)中。(6)和(7)分别显示了新建和热处理样品的垂直截面IPF Z图。(8)和(9)进一步强调了高倍观察显示热处理样品的γ-γ′结构。注意(1)的比例尺为50 μm;(2 ~ 5)的比例尺为5 μm;(6)和(7)的比例尺为500 μm;(8)比例尺为25 μm;(9)的比例尺为5 μm。
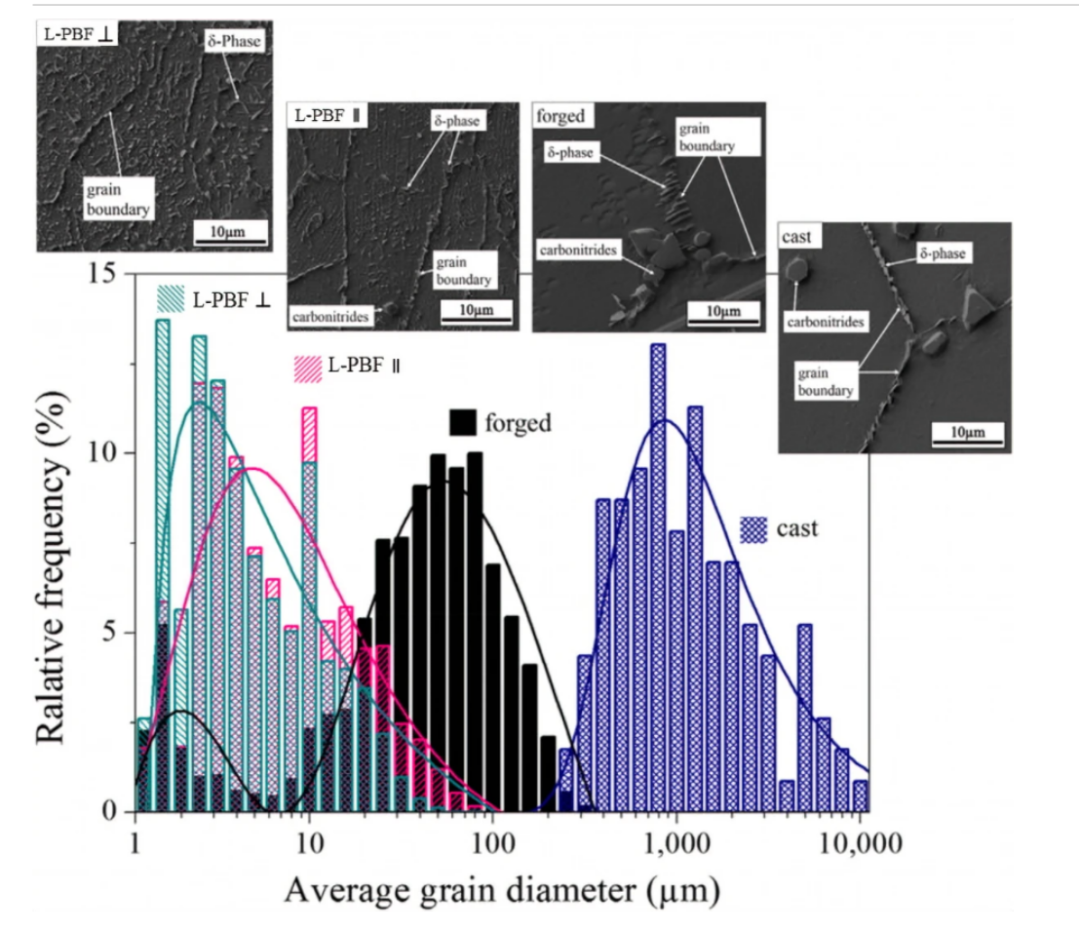
图10
图10.IN718加工后L-PBF的组织和晶粒分布。还包括锻造和铸造的显微组织及相应的SEM图片。
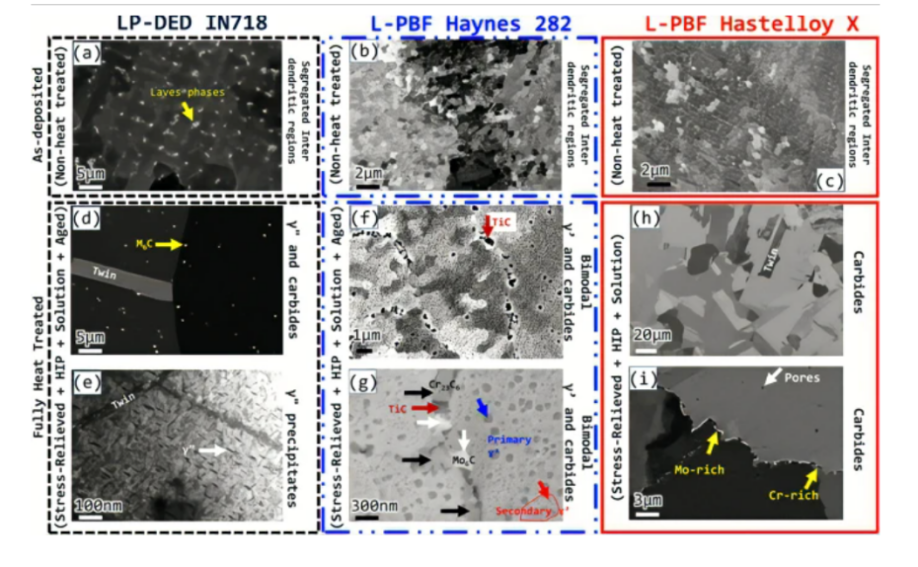
图11
图11.IN 718 LP-DED、Haynes 282 L-PBF和Hastelloy X L-PBF样品在不同热处理条件下的典型SEM显微图:(a)-(c)沉积态(NHT), (d)-(e)完全热处理IN 718 LP-DED(即1065℃/1.5小时应力恢复(SR) + 1162℃/3.5小时均质+ 1065℃/1小时溶解+ 760℃/10h完全时效+650℃/10h) ;(f)-(g)完全热处理的Haynes 282 L-PBF(即,1065℃/1.5小时的应力恢复(SR) + 1165℃/3.5小时/100 MPa的HIPed + 1135℃/1hr的溶解+ 1010℃/2h的完全时效+788℃/8h) [187];(h)-(i)完全热处理的哈氏合金X L-PBF(即,1065°C/1.5小时的应力恢复(SR) + 1165°C/3.5小时/100 MPa的HIPed +在1177°C/3小时的溶解。
总之,用于AM工艺的粉末原料的特性对镍基高温合金的加工性能起着至关重要的作用。颗粒形态和尺寸分布决定了粉末的流动性和堆积密度。具有良好流动性和堆积密度的粉末使熔体能够有效地流入孔隙中,从而在DED和PBF加工的镍基超合金零件中实现更高的堆积密度。虽然增加表面粗糙度可以增强热量的吸收率,但建议使用不含超细颗粒的球形粉末可以获得更好的流动性和产生的堆积密度。被捕获的气体(特别是氧气)和污染物也可能通过形成不利的相来降低堆积密度,这些相有利于裂纹扩展并在固化部件内留下气孔。这些发现也类似于使用回收粉末时建筑部件的性能下降。分布在熔化粉末外围的受热影响的粉末可能会产生负面影响,例如氧化、元素损失、形态重塑以及尺寸分布变化导致流动性下降。制造和筛分粉末的技术选择与镍基高温合金的材料特性高度相关。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8323

腐蚀与“海上丝绸之路”
点击数:6684