
南洋理工《Acta Materialia》:增材制造316L不锈钢的疲劳性能
2020-09-21 16:30:58
作者:材料科学网 来源:材料科学与工程
分享至:


导读:本文研究了使用粘合剂喷射打印(BJP)和选区激光熔化(SLM)制成的316L奥氏体不锈钢的显微组织和力学性能,并将其与常规制造(CM)合金进行了比较,特别强调了缺口抗疲劳性能。此外,文章还从微观结构出发,解释了这样的实验现象,并讨论了本结果对设计高性能增材制造合金的启发。
金属部件的增材制造(AM)可以使用多种不同的工艺技术来实现,这些技术使用粉末、金属丝或板材作为原材料。以金属粉末为原料的增材制造工艺为选区激光熔化(SLM),电子束熔化(EBM)和粘合剂喷射打印(BJP)。这些都称为粉床工艺。SLM和EBM技术分别使用激光束和电子束熔化粉末,使用这两种技术制造的不同合金部件的微观结构和力学性能是研究中报道最广泛的。相反,对BJP工艺的探索相对较少。使用该工艺生产的金属零件,其结构-性能相关性还没有获得广泛关注。
BJP工艺的主要优点是它能够(相对于其他粉床工艺)以相对较低的成本和更快的速度生产零件。重要的是,它适用于任何种类的合金,而使用SLM / EBM技术的增材制造只能在少数合金上进行。BJP合金中的孔隙率水平往往很高,可能会对其性能造成深刻影响。来自南洋理工大学等单位的研究人员研究了不同制造工艺316L奥氏体不锈钢的微观结构,孔隙率及其对拉伸和高周疲劳(HCF)行为的影响。相关论文以题为 “Fatigue strength of additively manufactured 316L austenitic stainless steel”发表在Acta Materialia。
论文链接:https://doi.org/10.1016/j.actamat.2020.08.033

为了进行疲劳试验,通过配备YAG光纤激光器的Concept Laser Machine打印总长度为64 mm,直径为9 mm的圆柱形SLM试样。打印参数为:激光功率90 W,扫描速度1000 mm/s,间距150 ?m(重叠30%),层厚30 ?m,连续层之间的扫描旋转90°。打印后,将这些样品在500°C去应力退火一小时。在P方向和S方向(其中加载方向分别平行于制造方向和垂直于制造方向)上进行了准静态拉伸试验,并用长轴与制造方向一致的样品(即仅在P方向上)进行了无缺口疲劳试验。
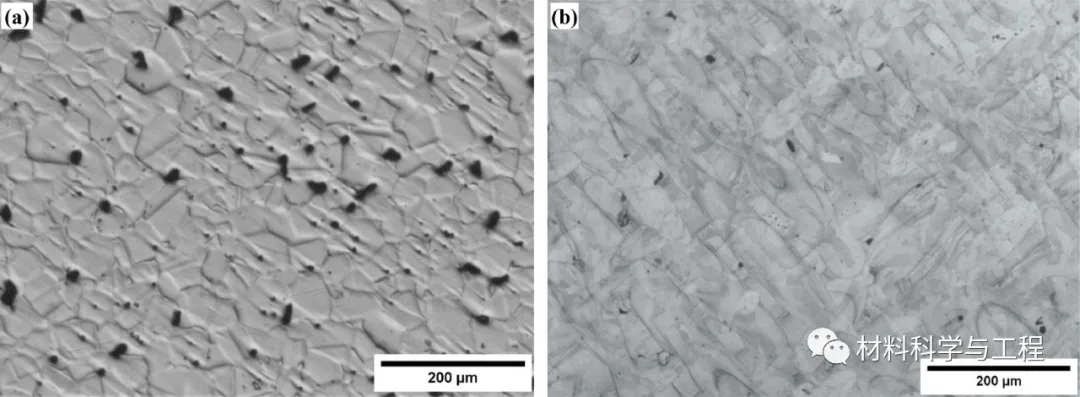
光学显微照片,显示了(a)BJP和(b)SLM制造的316L不锈钢的代表性显微组织
使用HP Metal Jet技术,使用316L粉末和水基液体粘合剂制造了具有10 mm x 10 mm方形横截面的矩形BJP试样(长度= 70 mm)。在试样打印之后,粉床的固化蒸发了粘合剂的水。然后将生坯试样在熔炉中烧结,在熔炉中粘合剂分解,金属粉末熔化形成试样。烧结的最后阶段在氢气氛围中于1380℃下进行了120分钟。BJP试样以两种不同的方向制造——垂直和平行于粉末散布的方向。本文分别称为P方向和S方向。
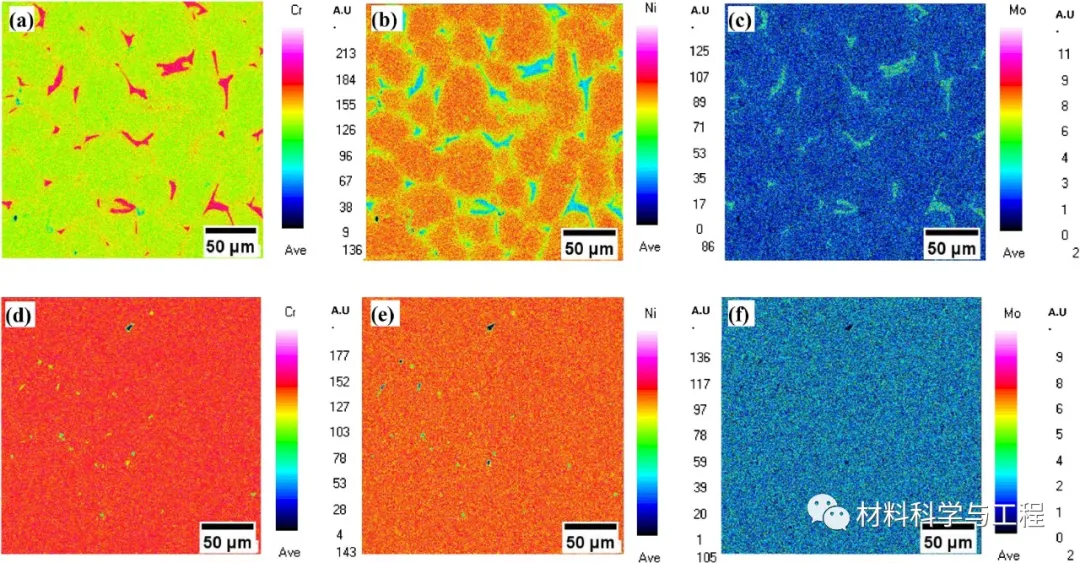
BJP(上排)和SLM(下排)样品的波谱图(WDS)
CM拉伸试样是由可在1050℃退火并空冷的市售热轧板加工而成的。钢板的性能满足ASTM A240 / A240M–17 设定的标准,适用于压力容器或一般用途。
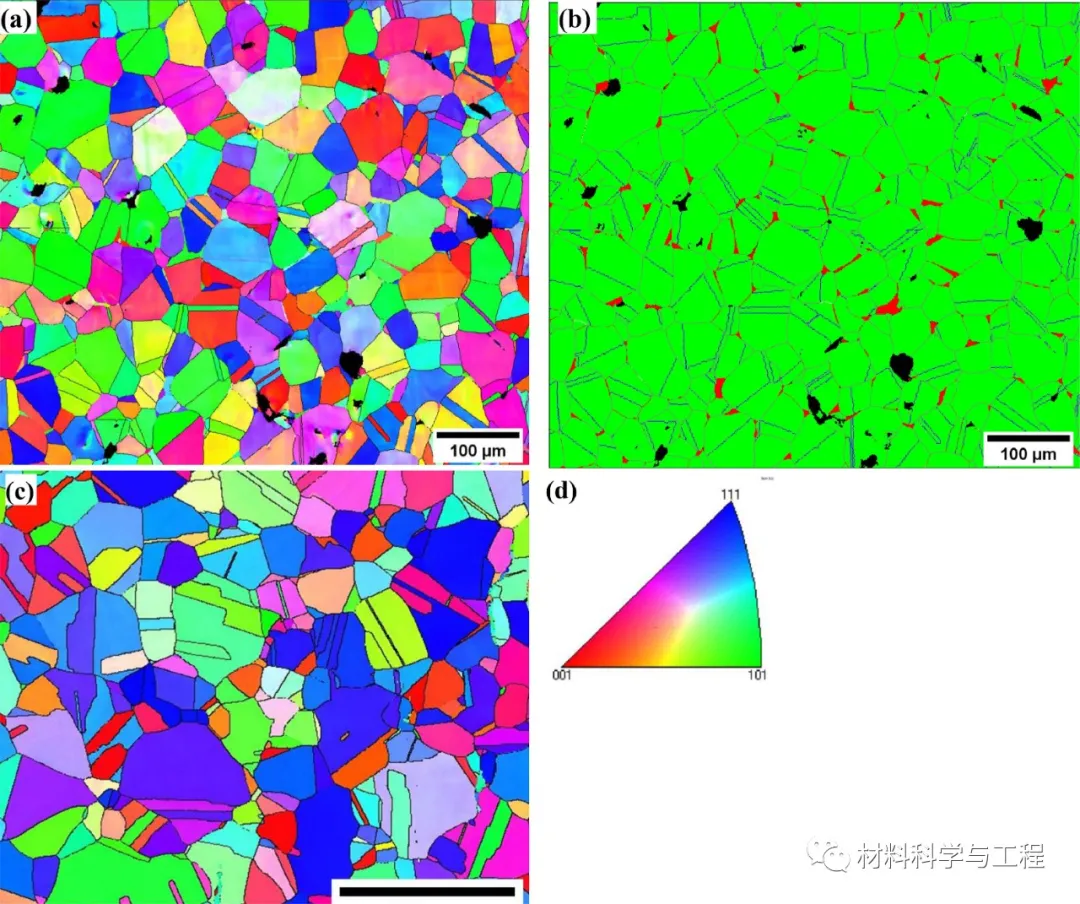
使用EBSD获得的代表性图像(a)BJP(c)CM
结果表明,BJP试样(含有显著数量的孔隙)的硬化行为,延展性,疲劳强度,竟然能与CM合金相媲美。与此相反,SLM试样屈服强度更高,延展性更差,疲劳强度远不如前述试样,尽管它们的孔隙率比BJP试样要小。
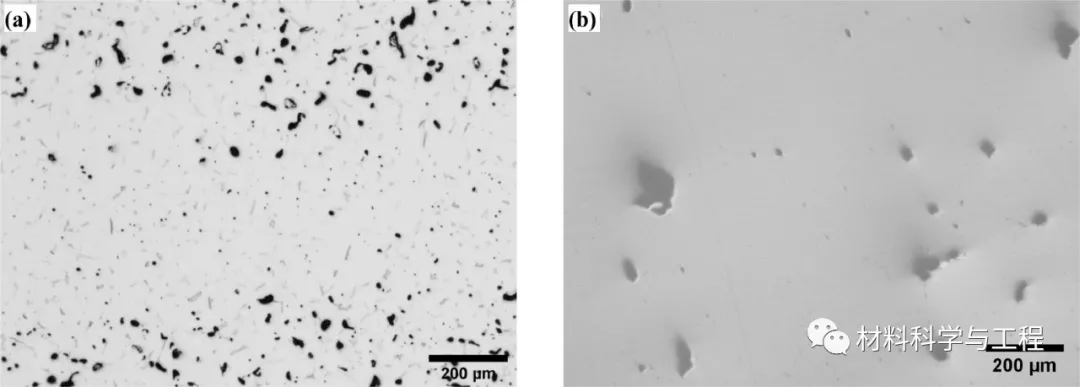
光学显微照片,显示了(a)BJP和(b)SLM样品的孔隙分布
两种增材制造合金中不同的微观结构可以解释这些结果:这是由于它们所经历的不同加工条件所致。BJP合金塑性变形的早期阶段普遍存在的平面滑移,以及其他微结构因素的结合,导致在准静态和循环载荷下阻止了在孔角处成核的小裂纹;结果,延展性和疲劳强度都不会受到BJP合金中孔隙率的不利影响。在SLM合金中,蜂窝结构大大提高了屈服强度,柱状晶粒太细,取向差不够大、晶粒也不够粗大从而不足以止裂。

(a)BJP试样断口,300MPa,循环数98368;(b)SLM试样断口,152MPa,循环数2.5E5;(c)高倍放大图像显示裂纹从BJP试样的表面萌生;(d)裂纹从SLM试样表面附近的孔萌生
总的来说,BJP和CM 316L不锈钢均具有强大的加工硬化能力,赋予了它们极大的延展性。SLM合金具有较高的屈服强度,但位错在塑性变形开始时就发生交滑移,从而缩短了加工硬化过程,从而影响了延展性。这一研究成果可以指导增材制造合金的设计:BJP的较高孔隙率并不对高周疲劳性能造成不利影响,但它降低了屈服强度。因此,降低孔隙率基本上可以提升BJP零件的屈服强度,使之与CM合金的一样。对于SLM试样,很明显,应将熔合不足的孔减少到最低限度(如果不能完全消除的话),以减少整体孔隙率,进而提高疲劳强度。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 粘合剂, 316L不锈钢, 南洋理工, Acta Materialia
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741